Изобретение относится к области демонтажных работ и, в частности к механическим работам по удалению труб из трубных решеток нежестких теплообменных аппаратов, и может быть использовано при выполнении ремонтно-восстановительных работ на теплообменных аппаратах.
Известен способ удаления труб из трубных решеток, при котором решетку располагают вертикально, ее фиксируют, устанавливают соосно оси трубы сверло с диаметром, меньшим внешнего диаметра трубы, высверливают часть объема трубы в пределах толщины трубной решетки с образованием "рубашки" и в последующем удаляют "рубашку" /см. В.Н. Никитин и др. Справочник. Монтаж и ремонт теплообменного оборудования. М.: Машиностроение, 1983 г./
Известный способ удаления труб из трубных решеток имеет следующие недостатки:
весьма непроизводителен, т.к. предусматривает большой ручной труд;
качество выполняемой работы зависит в основном от квалификации рабочего;
возможно локальное рассверливание отверстия в трубной решетке, из-за несоосного расположения сверла и оси трубы.
Известен также способ удаления труб из трубных решеток, при котором трубную решетку отделяют от пучка, фиксируют в горизонтальном положении, после чего удаляют трубу из отверстия решетки, имеющую, например, две кольцевые выемки, путем приложения осевого усилия к торцу трубы /см. а.с. N 659834, МПК F 22 B 37/58, опубл. 30.04.79 г., Б.Н. N 16/ - прототип.
Известный способ удаления труб из трубных решеток имеет тот главный недостаток, что, применительно к трубным решеткам, содержащим в своих отверстиях кольцевые выемки, заполненные материалом трубы, приложение осевого усилия к торцу трубы сопровождается искажением геометрических размеров кольцевых выемок в отверстиях трубной решетки.
В основу настоящего изобретения положена задача создания способа по удалению труб из трубных решеток, который бы не вызывал деформацию кольцевых выемок в отверстиях трубной решетки.
Эта задача решается способом удаления труб из трубных решеток, при котором трубную решетку отделяют от пучка, фиксируют в горизонтальном положении, после чего удаляют трубу из отверстия решетки, имеющего, например, две кольцевые выемки, путем приложения осевого усилия к торцу трубы, согласно изобретению, отверстие в трубной решетке разгружают путем формирования полости в трубе со стороны лицевой поверхности решетки с глубиной, превышающей расстояние от лицевой поверхности решетки до последней кольцевой выемки в ней, и, прикладывая осевое сжимающее усилие только к внешней кольцевой поверхности торца трубы со стороны, противоположной лицевой поверхности решетки, первоначально вызывают необратимую радиальную деформацию материала трубы в направлении ее оси в пределах части длины, располагаемой над кольцевой выемкой в решетке, с последующим развитием необратимой деформации в направлении прикладываемого усилия, обеспечивая освобождение кольцевых выемок решетки.
Осуществление предлагаемого способа удаления труб из трубных решеток позволяет устранить возможность искажения геометрических размеров кольцевых выемок в отверстиях трубных решеток.
Это объясняется тем, что, удаляя высверливанием часть объема трубы, разгружают отверстие решетки от радиального давления, создаваемого при закреплении трубы в ней, и создают меньшую цилиндрическую жесткость трубе на глубине высверленной полости, в том числе и по местоположению кольцевых выемок в трубной решетке. В результате при приложении осевого усилия сжатия со стороны, противоположной лицевой поверхности решетки, обеспечивают перемещение торца трубы с локальным пластическим деформированием ее материала в радиальном направлении на длине, ограничиваемой ближайшей кольцевой выемкой в решетке.
Другими словами, развивая пластическую деформацию материала трубы в направлении прикладываемого усилия, достигают последовательное освобождение кольцевых выемок решетки от внешних кольцевых выступов трубы.
При этом имеет место минимальное радиальное давление на стенки отверстия в трубной решетке. Тем самым, осевое усилие, прикладываемое к торцу трубы, не передается на поверхность кольцевых выемок в трубной решетке. Последнее и гарантирует их сохранность.
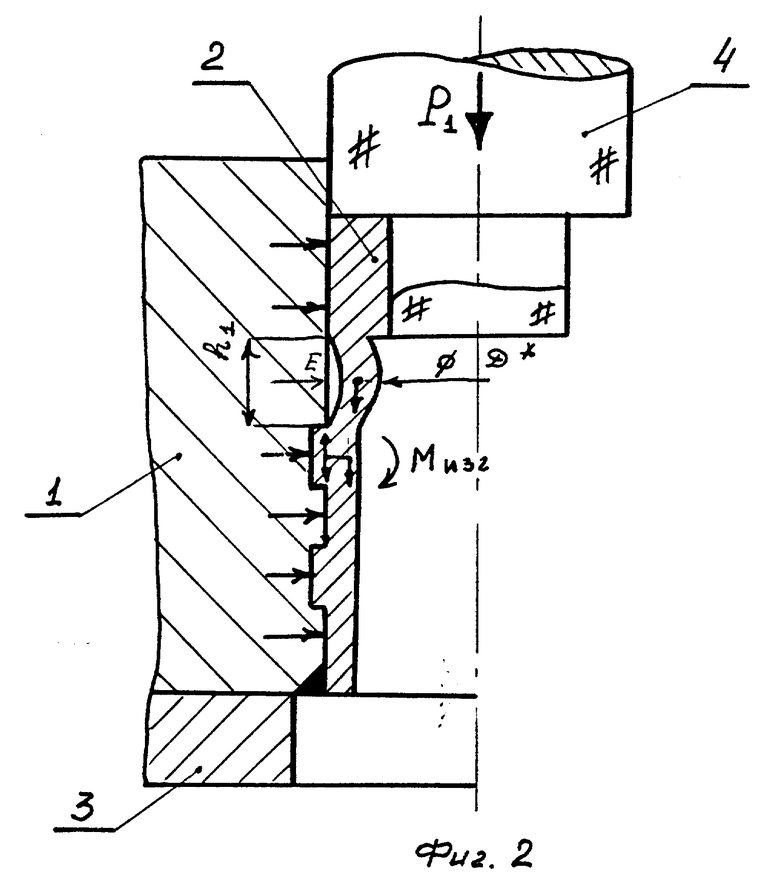
Сущность изобретения поясняется чертежами, где на фиг.1 показан фрагмент трубной решетки и технологической оснастки перед удалением трубы из трубной решетки, на фиг. 2 - стадия необратимой радиальной деформации трубы в направлении ее оси; на фиг. 3 - развитие пластической деформации материала трубы в направлении прикладываемого усилия с освобождением объемов кольцевых выемок в решетке от кольцевых выступов трубы; на фиг. 4 - отделение трубы от решетки по местоположению сварки.
Вариант осуществления способа удаления труб из трубных решеток состоит в следующем.
В трубной решетке 1, например, из стали 3 посредством комбинированного соединения (механическое соединение за счет заполнения кольцевых выемок в решетке 1 материалом трубы 2 в сочетании со сваркой по лицевой поверхности решетки 1) удерживаются остатки трубы 2 после отделения решетки 1 от трубного пучка газопламенным способом.
Далее одним из режущих методов, например, на токарном станке производят обработку торцевых поверхностей решетки 1. После чего в каждой трубе 2 решетки 1 выполняют рассверливанием полость с диаметром "D" и глубиной "l", производя отсчет от лицевой поверхности решетки 1. Таким образом, последняя кольцевая выемка в решетке 1 (относительно ее лицевой поверхности) располагается на расстоянии "h". Формирование полости в трубе 2 приводит к разгрузке отверстия в решетке и снижение остаточного радиального давления до величины "p" от данной поверхности образуемой полости.
Затем решетку 1 устанавливают на подкладной плите 3, имеющей сквозные отверстия диаметром, превышающим диаметр отверстия в решетке 1. При этом контролируют соосность отверстий в решетке 1 и плите 3. Подчеркнем, что решетку 1 при размещении ее на плите 3, опирают лицевой поверхностью.
Далее в каждое отверстие трубы 2 устанавливают ступенчатый пуансон 4, малая ступень которого выполнена с минимальным зазором по отношению к диаметру отверстия в трубе 2, а большая ступень - диаметром, меньшим диаметра отверстия в решетке 1 (фиг. 1).
После чего прикладывают осевое усилие "P" одновременно (хотя возможны и вариации) ко всем пуансонам 4, располагаемым в площади решетки 1. Во избежание схватывания рабочие поверхности пуансона 4 смазываются, например, машинным маслом.
При достижении осевым усилием некоторого значения, равного P1, имеет место пластическое деформирование на длине "h" материала трубы 2 в радиальном направлении. Минимальный внутренний диаметр трубы 2 при этом станет равным "D". Пластическое деформирование материала трубы 2 сопряжено в определенной степени с набором толщины стенки и, как следствие, с увеличением жесткости трубы 2 на отрезке ее длины, равной h1. В то же время изменение формы трубы 2 на отрезке длины h1 приводит к смещению центра тяжести сечения на величину "Е" в направлении оси трубы 2.
Последующее перемещение пуансона 4 в направлении оси обуславливает тот случай, когда относительно контактной поверхности пара решетка 1 - труба 2 кроме сдвигающего усилия P1+ΔP1 действует изгибающий момент Mизг, поворачивающий сечение трубы 2 по часовой стрелке (фиг. 2). Увеличенная жесткость сечения трубы 2 на отрезке ее длины, равной h1, обеспечивает поворот сечения трубы 2 и при усилии P2 освобождение ближайшей кольцевой выемки в решетке 1 от выступа на трубе 2. Отметим, что высота выступа на трубе 2 не превышает 0,5 мм. (фиг. 3).
Дальнейшее перемещение пуансона 4 под действием усилия P3 вызывает развитие пластической деформации материала трубы 2 в направлении ее оси. На одном из этапов такого перемещения освобождается и оставшаяся кольцевая выемка решетки 1 от выступа трубы 2 и имеет место отделение трубы 2 только по сварке (фиг. 4).
Удержание трубы 2 в решетке 1 последующие моменты обеспечивается сваркой и силами трения на оставшейся площади контакта трубы 2 и решетки 1. Удаление трубы 2 на завершающей стадии приводит к сдвигу ее материала относительно местоположения сварного соединения, преодолению сил трения и не вызывает негативного воздействия на поверхность кольцевых выемок в решетке 1 (фиг. 4).
В отработке технологического процесса удаления труб из трубных решеток использовались решетки из стали 3 толщиной 90 мм с трубами из стали 10, имеющими внешний диаметр 25,2 мм при толщине стенки, равной 2,3 мм (размеры указаны на момент после сборки). Решетки имели две кольцевые выемки шириной - 3,0 мм и глубиной - 0,5 мм. Расстояние между кольцевыми выемками составляло 7,0 мм. Передняя кольцевая выемка располагалась на расстоянии в 5,0 мм от лицевой поверхности решетки.
В каждой трубе решетки со стороны ее лицевой поверхности выполнялась полость диаметром 23,0 мм и глубиной - 70 мм.
В качестве технологического оборудования для удаления труб из решеток использовался гидравлический пресс марки ПСУ-250.
Осевое усилие, прикладываемое к торцу трубы и обеспечивающее пластическое деформирование ее материала, составляло от 8,0 до 10 кН. Минимальное же усилие выпрессовки не превышало 20,0 кН.
В отработке новой технологии нагружению подвергали как одиночные трубы, так и их группы. В последнем случае время по удалению труб определялось машинным временем гидравлического пресса ПСУ-250, т.е. 20-25 секундами.
Ступенчатые пуансоны изготавливались из стали У8А и имели: диаметр ступени - 19,8 мм, диаметр большой ступени - 25,0 мм и длину малой ступени - 20 мм. Ступенчатые пуансоны проходили термообработку, обеспечивающую твердость HRCэ = 52-56 ед.
Визуальный контроль за состоянием рабочих кромок кольцевых выемок на решетке с использованием 3-х кратной лупы не выявил каких-либо дефектов. Не отмечалось также и искажение геометрических размеров отверстий.
Изобретение может быть использовано во всех отраслях народного хозяйства, где требуется ремонт теплообменной аппаратуры: нефтеперерабатывающая, нефтехимическая, судостроение и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ТРУБ ИЗ ТРУБНЫХ РЕШЕТОК | 1996 |
|
RU2134376C1 |
| СПОСОБ УДАЛЕНИЯ ТРУБ ИЗ ТРУБНЫХ РЕШЕТОК | 1996 |
|
RU2131082C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2109589C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2157288C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2132759C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2133165C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129054C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2107572C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129055C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129056C1 |


Изобретение предназначено для использования при выполнении ремонтно-восстановительных работ на теплообменных аппаратах. Способ удаления труб из трубных решеток включает способ, при котором трубную решетку отделяют от пучка, фиксируют в горизонтальном положении, после чего удаляют трубу из отверстия решетки, имеющего, например, две кольцевые выемки, путем приложения осевого усилия к торцу трубы. Сущность изобретения в том, что отверстие в трубной решетке разгружают путем формирования полости в трубе со стороны лицевой поверхности решетки с глубиной, превышающей расстояние от лицевой поверхности решетки до последней кольцевой выемки в ней, и, прикладывая осевое сжимающее усилие только к внешней кольцевой поверхности торца трубы со стороны, противоположной лицевой поверхности решетки, первоначально вызывают необратимую радиальную деформацию материала трубы в направлении ее оси в пределах части длины, располагаемой над кольцевой выемкой в решетке, с последующим развитием необратимой деформации в направлении прикладываемого усилия, обеспечивая освобождение кольцевых выемок решетки, что позволяет устранить возможность искажения геометрических размеров кольцевых выемок в отверстиях трубных решеток. 4 ил.
Способ удаления труб и трубных решеток, при котором трубную решетку отделяют от пучка, фиксируют в горизонтальном положении, после чего удаляют трубу из отверстия решетки, имеющего, например, две кольцевые выемки, путем приложения осевого усилия к торцу трубы, отличающийся тем, что отверстие в трубной решетке разгружают путем формирования полости в трубе со стороны лицевой поверхности решетки с глубиной, превышающей расстояние от лицевой поверхности решетки до последней кольцевой выемки в ней, и, прикладывая осевое сжимающее усилие только к внешней кольцевой поверхности торца трубы со стороны, противоположной лицевой поверхности решетки, первоначально вызывают необратимую радиальную деформацию материала трубы в направлении ее оси в пределах части длины, располагаемой над кольцевой выемкой в решетке, с последующим развитием необратимой деформации в направлении прикладываемого усилия, обеспечивая освобождение кольцевых выемок решетки.
| Способ удаления труб из отверстий трубных досок теплообменных аппаратов и устройство для его осуществления | 1977 |
|
SU659834A1 |
| RU 2059923 С1, 20.05.96 | |||
| SU 1190142 А, 07.11.85 | |||
| Устройство для удаления труб из трубных досок теплообменных аппаратов | 1987 |
|
SU1521980A2 |
