Изобретение относится к обработке металлов давлением и, в частности, к процессам закрепления труб в трубных решетках.
Известен способ закрепления труб в трубных решетках, при котором трубу устанавливают в отверстие трубной решетки, имеющее кольцевую канавку, фиксируют трубу от возможного осевого перемещения с последующим закреплением в решетке путем приложения осевого сжимающего усилия к торцу трубы (авторское свидетельство N 277712, МПК B 21 D 39/06, Бюл. N 25, от 05.08.70 г.).
К недостаткам известного способа следует отнести:
1. Пониженные характеристики прочности и плотности вальцовочных соединений из-за наличия только одной кольцевой канавки, а также неравномерности радиальной деформации трубы. Последняя существенно сказывается на заполнении кольцевых канавок отверстий в решетках ремонтного варианта, когда исходный односторонний зазор между трубой и стенками отверстия в трубной решетке может достигать величины в 0,7 мм.
2. Большие радиальные давления на стенки отверстия в трубной решетке, что вызывает ее деформацию за пределом упругости. При этом с увеличением исходного одностороннего зазора между трубой и стенками отверстия трубной решетки наблюдается увеличение потребного для деформации трубы радиального давления и, как следствие, интенсивное коробление трубной решетки.
Известен также способ закрепления труб в трубных решетках теплообменных аппаратов, включающий размещение трубных решеток, имеющих отверстия с кольцевыми канавками, в вертикальном положении с обеспечением параллельности их лицевых поверхностей, набивание трубного пучка, фиксирование каждой из труб от возможного перемещения с ее последующим закреплением в каждой из трубных решеток (см. Черняк Я. С. и др. Ремонт оборудования нефтеперерабатывающих заводов, М., Гостоптехиздат, 1960, 384 с.) - прототип.
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести тот факт, что прочностные характеристики вальцовочных соединений определяются косвенным путем посредством расчета, используя замеры и находя численные значения степени развальцовки.
Однако для трубных решеток ремонтного варианта установление корреляционной зависимости между степенью развальцовки и характеристиками прочности вальцовочных соединений не представляется возможным. Задачей изобретения является разработка такого способа закрепления труб в трубных решетках на стадии ремонта трубного пучка, который бы позволял установить прочностные характеристики вальцовочных соединений непосредственно на стадиях закрепления трубы в каждой из трубных решеток теплообменного аппарата.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках теплообменных аппаратов, включающем размещение трубных решеток, имеющих отверстия с кольцевыми канавками, в вертикальном положении с обеспечением параллельности их лицевых поверхностей, набивание трубного пучка, фиксирование каждой из труб от возможного перемещения с ее последующим закреплением в каждой из трубных решеток, согласно изобретению на концах каждой из труб выполняют по два кольцевых выступа, внешние диаметры которых на одном конце меньше, а на другом - больше диаметра отверстия трубной решетки, при размещении трубных решеток их устанавливают одну от другой на расстоянии, меньшем длины трубы, первоначально закрепляют трубу в первой трубной решетке концом, кольцевые выступы которого имеют меньший диаметр, далее нагружают трубу осевым усилием и ее фиксирование во второй трубной решетке достигают расположением кольцевых выступов, имеющих большой внешний диаметр, напротив кольцевых канавок отверстия второй трубной решетки, а последующее закрепление трубы выполняют в условиях осевого ее сжатия со стороны не лицевой поверхности второй трубной решетки.
Осуществление предлагаемого способа позволяет установить прочностные характеристики вальцовочных соединений непосредственно на стадиях закрепления трубы в каждой из трубных решеток теплообменника.
Это объясняется тем, что, используя стандартную длину трубы, трубные решетки устанавливают на расстоянии, меньшем чем выбранная длина трубы. В результате после закрепления трубы в первой из трубных решеток, для размещения ответного конца трубы в пределах второй из трубных решеток, осуществляют нагружение трубы осевым усилием. Величина последнего ограничивается значением абсолютной деформации трубы Δl для случая упругого деформирования ее материала. Таким образом, уже при закреплении трубы только в первой из трубных решеток можно определить для каждой из труб пучка прочностные характеристики вальцовочных соединений. Поскольку закреплению трубы во второй из трубных решеток предшествует ее упругая деформация, то после закрепления трубы во второй трубной решетке образуемое вальцовочное соединение также будет нагружено осевым усилием.
Следовательно, после закрепления трубы в трубных решетках стало возможным определять нижний уровень прочностных характеристик вальцовочных соединений. Отметим особенность такого закрепления труб в трубных решетках, когда на протяжении всего процесса образования вальцовочных соединений по концам каждой трубы трубные решетки остаются зафиксированными от перемещения в направлении друг друга.
Вариант осуществления изобретения состоит в следующем.
Для осуществления ремонта трубного пучка теплообменного аппарата необходимо выполнить следующие операции:
1. Подготовить трубные решетки с обеспечением в них отверстий диаметром D и кольцевых канавок прямоугольного поперечного сечения глубиной 0,5 мм и шириной 3,0 мм.
2. Подготовить трубу, выполнив кольцевые выступы трапециевидного поперечного сечения одним из методов обработки металлов давлением. Причем на одном из концов внешний диаметр кольцевых выступов на трубе D1 < D. На ответном конце трубы внешний диаметр кольцевых выступов D2 > D.
3. Установить и зафиксировать трубные решетки в вертикальном положении на расстоянии 1, обеспечивая параллельность лицевых поверхностей трубных решеток.
4. Уточнить длину трубы, которая должна быть больше расстояния l на величину Δl.
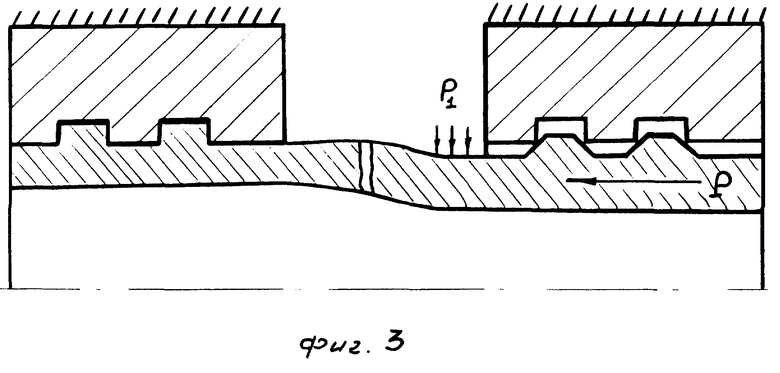
Закрепление трубы в трубной решетке осуществляют в последовательности, представленной на фиг. 1 - 4.
Трубу 1, например, из стали 10 задают через трубную решетку 2 в трубную решетку 3 концом, где диаметры кольцевых выступов D1 меньше диаметра отверстия в трубных решетках 2 и 3 (перегородки трубного пучка на чертежах условно не показаны). Трапециевидные кольцевые выступы на трубе 1 располагают напротив кольцевых канавок в трубной решетке 3. Контроль правильности установки трубы 1 в отверстии трубной решетки 3 производят по совмещению торца трубы с лицевой поверхностью последней.
Кольцевые выступы на ответном конце трубы 1 будут запрессованы в отверстие трубной решетки 2 и отстоят на расстоянии Δ1 от осей кольцевых канавок в трубной решетке 2. Поскольку внешний диаметр кольцевых выступов превышает диаметр отверстия в трубной решетке 2, то на контактной поверхности труба 1 - трубная решетка 2 имеет место давление p0 (фиг. 1).
После чего осуществляют закрепление трубы 1 в трубной решетке 3, например, методом механической развальцовки. Последовательно реализуются стадии свободного введения кольцевых выступов трубы в объемы кольцевых канавок отверстия трубной решетки, развальцовка соединяемых элементов с последующей, после снятия деформирующего усилия, упругой их разгрузкой. Как следствие, наблюдается полное заполнение свободных объемов кольцевых канавок в трубной решетке 3 материалом трубы 1 (фиг. 2).
Затем производят осевое нагружение трубы 1 усилием P, вызывающим только упругую ее деформацию:
где F - площадь поперечного сечения трубы,
E - модуль упругости материала трубы.
Последняя обеспечит совмещение кольцевых выступов на трубе 1 с кольцевыми канавками в трубной решетке 2. Следствием этого совмещения будет упругая разгрузка кольцевых выступов трубы 1 и приобретение ими исходного диаметра D2. Дополнительно, зафиксировав трубу 1 с нелицевой стороны давлением Р1, гарантирующим ее неподвижность, производят закрепление трубы 1 в трубной решетке 2, также механической развальцовкой.
Контроль прочностных характеристик вальцовочных соединений производят по остаточному усилию P*, приходящемуся на каждую из трубных решеток.
Опытно-промышленная проверка разработанного способа прошла при закреплении труб из стали 10 с поперечным сечением 25 x 2,5 мм в отверстиях трубных решеток диаметром 26,4 мм, выполненных из СТ. 3. Толщина трубных решеток составляла 60 мм. Технологическая оснастка для выполнения кольцевых выступов на трубах изготавливалась из стали У 8А, имевшей в закаленном состоянии твердость HRC 56....58 ед. Два кольцевых выступа на трубе имели диаметр, равный 26 мм, что обеспечивало их свободное перемещение как по отверстиям в трубных решетках, так и через отверстия в перегородках.
Внешние же диаметры еще двух кольцевых выступов (с ответной стороны трубы) были равны 26,43 мм, что предопределяло их упругую запрессовку при перемещении трубы в отверстии соответствующей трубной решетки. Закрепление труб в трубных решетках осуществляли на стенде фирмы "Индреско" с использованием отечественных вальцовок.
Осевое усилие в 62 кН, прикладываемое к торцу трубы, после ее закрепления в первой из трубных решеток выполняли экстрактором фирмы "Индреско" с контролем величины усилия по манометру. Абсолютное укорочение трубы при этом составляло 5 мм. Дополнительное удержание (со стороны нелицевой поверхности второй трубной решетки) выполняли с помощью гидравлического зажима.
Контроль качества вальцовочных соединений производили визуально по положению торцов трубы относительно лицевых поверхностей трубных решеток.
Освобождение трубных решеток от их крепления приводило к упругой разгрузке одновременно всех труб и приобретению пучком требуемого размера по длине.
Изобретение может быть использовано при ремонте и изготовлении новых теплообменных аппаратов, применяемых в различных отраслях промышленности, а также в энергетических установках судов и так далее.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2132759C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174887C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2109589C1 |
| СПОСОБ УДАЛЕНИЯ ТРУБ ИЗ ТРУБНЫХ РЕШЕТОК | 1996 |
|
RU2134376C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129056C1 |
| СПОСОБ УДАЛЕНИЯ ТРУБ ИЗ ТРУБНЫХ РЕШЕТОК | 1996 |
|
RU2131082C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2160174C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162023C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170153C2 |


Изобретение относится к обработке металлов давлением и может быть использовано при ремонте и изготовлении теплообменных аппаратов. Используют стандартную длину трубы, трубные решетки устанавливают на расстоянии, меньшем чем выбранная длина трубы. В результате после закрепления трубы в первой из трубных решеток для размещения ответного конца трубы во второй трубной решетке осуществляют нагружение трубы осевым усилием, вызывающим только ее упругую деформацию, затем осуществляют закрепление трубы во второй трубной решетке, вальцовочное соединение которой также будет нагружено осевым усилием. В результате трубные решетки фиксируются от перемещения. Способ позволит выявить прочностные характеристики вальцовочных соединений непосредственно при закреплении трубы в каждой трубной решетке. 4 ил.
Способ закрепления труб в трубных решетках теплообменных аппаратов, включающий размещение трубных решеток, имеющих отверстия с кольцевыми канавками, в вертикальном положении с обеспечением параллельности их лицевых поверхностей, набивание трубного пучка, фиксирование каждой из труб от возможного перемещения с ее последующим закреплением в каждой из трубных решеток, отличающийся тем, что на концах каждой из труб выполняют по два кольцевых выступа, внешние диаметры которых на одном конце меньше, а на другом больше диаметра отверстия трубной решетки, при размещении трубных решеток их устанавливают одну от другой на расстоянии, меньшем длины трубы, первоначально закрепляют трубу в первой трубной решетке концом, кольцевые выступы которого имеют меньший диаметр, далее нагружают трубу осевым усилием и ее фиксирование во второй трубной решетке достигают расположением кольцевых выступов, имеющих большой внешний диаметр, напротив кольцевых канавок отверстия второй трубной решетки, а последующее закрепление трубы выполняют в условиях осевого ее сжатия со стороны нелицевой поверхности второй трубной решетки.
| ЧЕРНЯК Я.С | |||
| и др | |||
| Ремонт и оборудование нефтеперерабатывающих заводов | |||
| - М.: ГОСТОПТЕХИЗДАТ, 1960, с.180 | |||
| 0 |
|
SU277712A1 | |
| Способ крепления трубы в отверстии детали и устройство для его осуществления | 1985 |
|
SU1281320A1 |
| RU 95101560 А1, 29.11.1996 | |||
| ИНДИКАТОР НА ЛОБОВОМ СТЕКЛЕ | 2006 |
|
RU2325679C2 |
| GB 1317983, 23.05.1973 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГЕМИЦЕЛЛЮЛОЗ | 1999 |
|
RU2170236C2 |
| US 4239713, 16.12.1980. | |||

