Изобретение относится к области демонтажных работ и, в частности, к механическим работам по удалению труб из трубных решеток нежестких теплообменных аппаратов, и может быть использовано при выполнении ремонтно-восстановительных работ на теплообменных аппаратах.
Известен способ удаления труб из трубных решеток, при котором решетку располагают вертикально, ее фиксируют, устанавливают соосно оси трубы сверло с диаметром, меньшим внешнего диаметра трубы, высверливают часть объема трубы в пределах толщины трубной решетки с образованием "рубашки" и в последующем удаляют "рубашку". (см. В.Н. Никитин и др. Справочник. Монтаж и ремонт теплообменного оборудования. М.: Машиностроение, 1983 г.).
Известный способ удаления труб из трубных решеток имеет следующие недостатки:
- весьма непроизводителен, т.к. предусматривает большой ручной труд;
- качество выполняемой работы в основном зависит от квалификации рабочего;
- возможно локальное рассверливание отверстия в трубной решетке, из-за несоосного расположения сверла и оси трубы.
Известен также способ удаления труб из трубной решетки, при котором трубную решетку отделяют от пучка, фиксируют в горизонтальном положении, после чего удаляют трубу из решетки путем приложения осевого усилия к торцу (см. а.с. N 659834. МПК 22 B 37/58, опубл. 30.04.79 г., Б.И. N 16) - прототип.
Известный способ удаления труб из трубных решеток имеет тот недостаток, что, применительно к комбинированной сборке труба - трубная решетка, включающей сварку трубы с решеткой на лицевой поверхности последней, приложение осевого усилия к торцу трубы со стороны лицевой поверхности решетки и, как следствие, искажением геометрических размеров ее кольцевых канавок.
В основу настоящего изобретения положена задача создания способа по удалению труб из трубных решеток, который бы не вызывал деформацию отверстий в трубных решетках и искажение геометрических размеров кольцевых канавок последних.
Эта задача решается способом удаления труб из трубных решеток, при котором трубную решетку отделяют от пучка, фиксируют в горизонтальном положении, после чего удаляют трубу из решетки путем приложения осевого усилия к торцу трубы, согласно изобретению, применительно к комбинированной сборке труба - трубная решетка, включающей сварку трубы с решеткой на лицевой поверхности последней, осевое усилие к трубе прикладывают со стороны, противоположной лицевой поверхности решетки, вызывая последовательно формирование утолщения на трубе, радиальную ее деформацию с потерей устойчивости стенок в направлении оси и освобождение кольцевых канавок решетки и, наконец, сдвиговую деформацию материала трубы относительно оси последней по месту сварки.
Осуществление предлагаемого способа удаления труб из трубных решеток позволяет устранить деформацию отверстий трубных решеток и искажение геометрических размеров кольцевых канавок последних.
Это объясняется тем, что реализуется устойчивый процесс деформирования материала трубы за счет первоначального формирования утолщения, с последующей цилиндрической потерей устойчивости трубы, обеспечивающей освобождение кольцевых канавок решетки от материала трубы. При этом решетки не испытывает дополнительных радиальных усилий, которые могли бы вызвать ее деформации. А на последнем этапе имеет место отделение трубы от трубной решетки сдвиговой деформацией по месту сварки, что также не приводит к дополнительной деформации решетки из-за локального характера деформации.
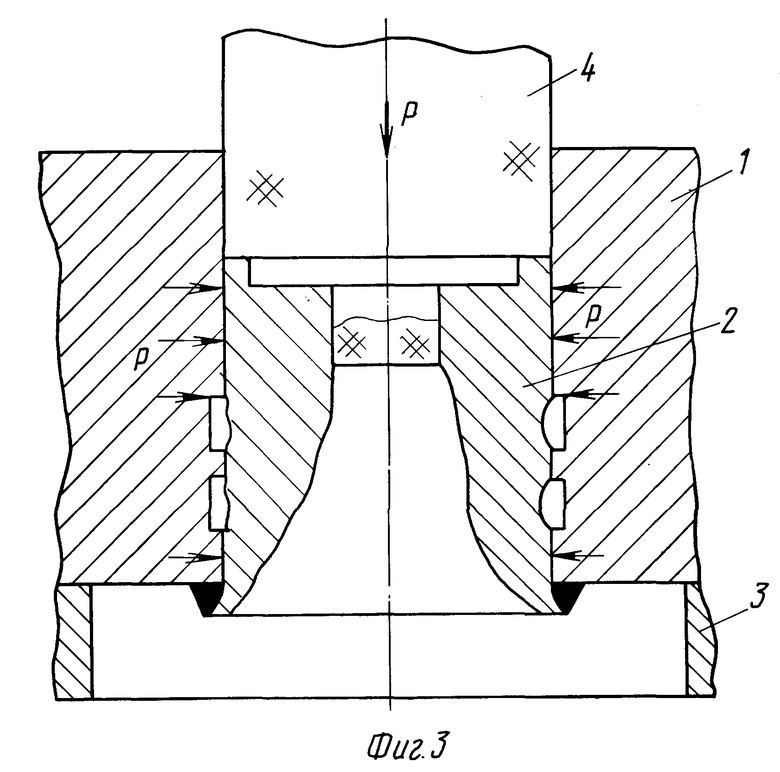
Сущность изобретения поясняется чертежами, где на фиг. 1 показан фрагмент трубной решетки и технологической опасности перед удалением трубы, на фиг. 2 - окончание стадии формирования утолщения на трубе, на фиг. 3 - радиальная деформация трубы с потерей устойчивости стенок в осевом направлении и освобождение кольцевых канавок решетки, на фиг. 4 - стадия сдвиговой деформации материала трубы относительно оси последней по месту сварки.
Вариант осуществления способа удаления труб из трубных решеток состоит в следующем:
Трубную решетку (I), например, из стали 3 и труба (2), например, из стали 10 имеют комбинированную сборку (соединение), когда завальцованная в отверстии решетки (1) труба (2) (что обуславливает радиальное давление "р") дополнительно приваривается на лицевой поверхности решетки (1). Трубную решетку (1) отделяют от пучка пламенной резкой и на токарном станке удаляют выступающие концы трубы (2) заподлицо с нелицевой поверхностью трубной решетки (1).
После чего трубную решетку (1) лицевой поверхностью размещают на плите (3), имеющей сквозное отверстие с диаметром, большим диаметром трубы (2) на выступающей из решетки (1) ее части ("колокольчика"). В отверстие трубы (2) устанавливают ступенчатый пуансон (4) с диаметром "Д", выполненным с минимальным зазором по отношению к внутреннему диаметру трубы (2), диаметром "Д1", меньшим диаметра отверстия в решетке (1) и хвостовиком с длиной " l " и диаметром "Д2" (фиг. 1).
При воздействии усилием "Р" на ступенчатый пуансон (4) вызывают его перемещение в осевом направлении. Этому перемещению оказывают сопротивление силы трения на контактной поверхности труба (2) решетка (1). В результате под пуансоном (4) имеет место пластическая деформация материала трубы 2 с истечением его в радиальном направлении и формирование на конечной стадии утолщении (фиг. 2).
Дальнейшее перемещение ступенчатого пуансона (4) в осевом направлении приводит к цилиндрической потере устойчивости трубы (2) в направлении ее оси (деформацию в направлении от оси трубы (2) устраняет решетка (1) и радиальное давление "Р" от процесса завальцовки). Как следствие, освобождаются объемы кольцевых канавок решетки (1) от материала трубы (2) (фиг. 3).
Труба 2 удерживается теперь в решетке (1) только силами трения на контактной поверхности и прочностью, обеспеченной сваркой.
На конечной стадии перемещения ступенчатого пуансона (4) в осевом направлении предопределяется процесс отделения трубы (2) от решетки (1) сдвиговой деформации материала трубы (2) по месту сварки и удаление пуансона (4) из отверстия решетки (1) (фиг. 4).
В отработке технологического процесса удаления труб из трубных решеток использовались решетки толщиной 60 мм из стали 3 с трубами диаметром 25 мм при толщине стенки 2,5 мм из стали 10. Решетки имели две кольцевые канавки шириной - 3 мм и глубиной - 0,5 мм. Расстояние между кольцевыми канавками составило 9 мм. Передняя кольцевая канавка располагалась на расстоянии в 5 мм от свободной поверхности решетки. Завальцовка труб в трубные решетки осуществлялась по традиционной технологии. На лицевой поверхности решетки труба приваривалась по периметру "колокольчика". Удаление трубы из трубной решетки осуществляли трехступенчатым пуансоном из стали У8 А с твердостью после закалки HRC, 56-58 ед. Исполнительные размеры ступенчатого пуансона выполнялись по 7-му квалитету точности.
Осевое усиление, прикладываемое к торцу трубы, создавались ударником с весом в 5 кг, метаемым посредством магнитно-импульсной установки МИЦ-20 при уровне запасаемой энергии до 4,0 КДЖ со скоростью в пределах 12-15 м/с.
Тензометрическая оценка деформации отверстия в трубной решетке не выявила каких-либо заметных ее значений, что подтверждает правомерность использования вышеприведенной физической модели процесса удаления труб из трубных решеток.
Визуальный анализ состояния кольцевых канавок не обнаружил их искажения.
Изобретение применимо для ремонтных работ на теплообменных аппаратах нефтеперерабывающей, нефтехимической и других отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ТРУБ ИЗ ТРУБНЫХ РЕШЕТОК | 1996 |
|
RU2131083C1 |
| СПОСОБ УДАЛЕНИЯ ТРУБ ИЗ ТРУБНЫХ РЕШЕТОК | 1996 |
|
RU2134376C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2157288C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2109589C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2132759C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2107572C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129054C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129055C1 |
| СПОСОБ УДАЛЕНИЯ ТРУБ ИЗ ТРУБНЫХ РЕШЕТОК | 1995 |
|
RU2096682C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2160174C2 |


Изобретение может быть использовано при выполнении ремонтно-восстановительных работ на теплообменных аппаратах при удалении труб из трубных решеток. Способ удаления труб из трубных решеток, при котором трубную решетку отделяют от пучка, фиксируют в горизонтальном положении, после чего удаляют трубу из решетки путем приложения осевого усиления к торцу трубы. Новым в способе является то, что применительно к комбинированной сборке труба - трубная решетка, включающей сварку трубы с решеткой на лицевой поверхности последней, осевое усиление к трубе прикладывают со стороны, противоположной лицевой поверхности решетки, вызывая последовательно формирование утолщения на трубе, радиальную ее деформацию с потерей устойчивости стенок в направлении оси и освобождение кольцевых канавок решетки и, наконец, сдвиговую деформацию материала трубы относительно оси последней по месту сварки, что не вызывает деформацию отверстий в трубных решетках и искажение геометрических размеров кольцевых канавок последних. 4 ил.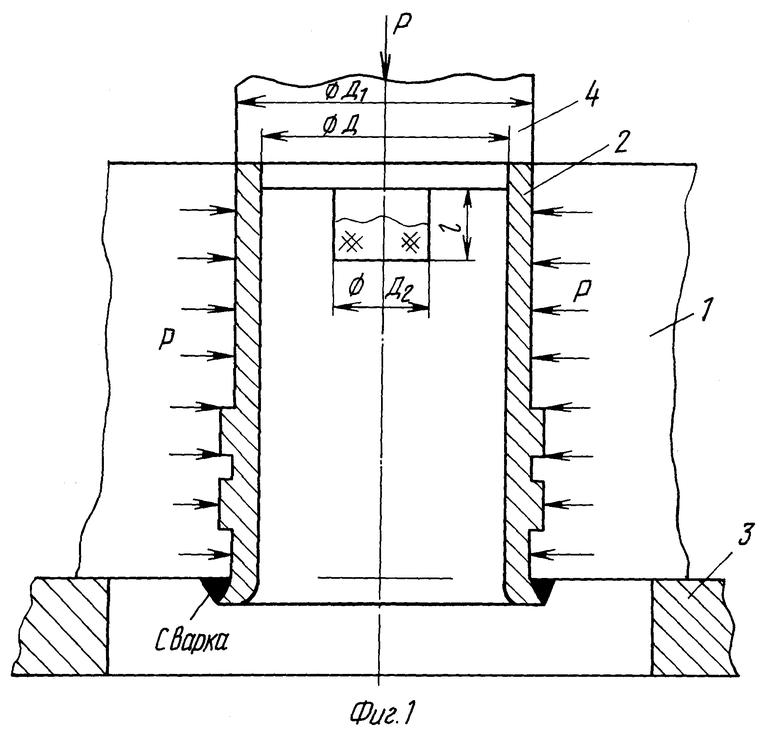
Способ удаления труб из трубных решеток, при котором трубную решетку отделяют от пучка, фиксируют в горизонтальном положении, после чего удаляют трубу из решетки путем приложения осевого усилия к торцу трубы, отличающийся тем, что применительно к комбинированной сборке труба - трубная решетка, включающей сварку трубы с решеткой на лицевой поверхности последней, осевое усилие к трубе прикладывают со стороны, противоположной лицевой поверхности решетки, вызывая последовательно формирование утолщения на трубе, радиальную ее деформацию с потерей устойчивости стенок в направлении оси и освобождение кольцевых канавок решетки и, наконец, сдвиговую деформацию материала трубы относительно оси последней по месту сварки.
| Способ удаления труб из отверстий трубных досок теплообменных аппаратов и устройство для его осуществления | 1977 |
|
SU659834A1 |
| SU 1190142 А, 07.11.85 | |||
| Устройство для удаления труб из трубных досок теплообменных аппаратов | 1987 |
|
SU1521980A2 |
| Способ удаления из трубной доски теплообменной трубы и устройство для его осуществления | 1981 |
|
SU985564A1 |

