Изобретение относится к области контроля прямоугольности при производстве металлоконструкций крупных машин, в частности к контролю прямоугольности в плане металлоконструкций портальных, мостовых или козловых кранов и грузовых тележек этих кранов; оно может быть использовано для контроля прямоугольности в плане крупногабаритных металлоконструкций и в других областях тяжелого машиностроения.
Проверка прямоугольности металлоконструкции в плане осуществляется в настоящее время [1], [2] по воображаемому базовому прямоугольнику, обозначенному на поверхности контролируемой металлоконструкции кернением меток (точек) по вершинам его углов. При этом контроль правильности взаимного расположения накерняемых по углам базовых меток осуществляется последовательным измерением сторон и диагоналей этого воображаемого прямоугольника. Одинаковые, по законам элементарной геометрии, размеры диагоналей и противоположных сторон контролируемого прямоугольника свидетельствуют о его правильности.
Однако как показывают исследования [3], даже при соблюдении норм точности измерений, которые производятся машиностроительными рулетками, искажение прямоугольности базового четырехугольника может быть весьма значительным. К тому же при подобных последовательных измерениях диагоналей размечаемого базового прямоугольника с помощью упомянутых рулеток погрешности измерений не только из-за взаимного смещения измеряемых диагоналей, но и из-за взаимного смещения измеряемых диагоналей, но и из-за неодинакового натяжения лент рулеток, неизбежно возникающего при последовательном измерении сначала одной, а затем другой диагонали.
По обозначенному таким образом базовому прямоугольнику судят о прямоугольности первоначальной сборки металлоконструкции моста и в случае неточности по данным полученных измерений диагоналей и сторон добиваются прямоугольности специальными стяжными устройствами ([2] стр. 209) и уже после этой операции завершают окончательную сборку моста. Весьма важно, что этот базовый прямоугольник служит измерительной базой не только формы в плане самой металлоконструкции, на также является измерительной базой и при монтаже других элементов, располагаемых на металлоконструкции и особенно механизмом передвижения. Поэтому искажение базового прямоугольника может весьма отрицательно сказываться и на точности монтажа этих элементов и их взаимной работоспособности. Особенно отрицательно влияет указанное искажение измерительной базы при монтаже ходовых колес, износ которых из-за погрешностей монтажа является наиболее ощутимым.
Для повышения точности измерений в подобных случаях, а стало быть для повышения надежности и долговечности элементов машин, известны способы с использованием оптических в том числе лазерных приборов. Однако из-за сложности и дороговизны эти способы пока еще не нашли широкого применения особенно в цеховых условиях, где необходимо иметь достаточно простой, производительный, но в то же время и достаточно точный способ контроля прямоугольности формы в плане крупногабаритных металлоконструкций, который осуществляется традиционными измерительными средствами.
Для цеховых условий необходимо иметь достаточно простой, производительный, но в то же время и достаточно точный способ контроля прямоугольности в плане крупногабаритных металлоконструкций.
Техническим результатом предлагаемого способа должно явиться повышение точности обозначаемого базового прямоугольника на поверхности изготовляемой крупногабаритной металлоконструкции.
Эти требования выполняются, если для контроля прямоугольности формы металлоконструкций в плане вместо известного способа последовательного измерения одним инструментом сторон и диагоналей базового прямоугольника, размечаемого по вершинам углов кернением меток, использовать способ одновременного измерения взаимно пересекающихся диагоналей этого базового прямоугольника двумя одинаковыми рулетками. При этом измерение диагоналей осуществляется с обязательной четкой фиксацией на шкалах обеих рулеток точки их взаимного пересечения. После чего, отсчитывая по шкалам обеих рулеток одинаковые расстояния в обе стороны от точки их взаимного пересечения кернением наносят метки на поверхности контролируемой металлоконструкции, которые как раз и обозначают вершины углов базового прямоугольника. По законам опять же элементарной геометрии даже без дополнительного измерения сторон эти точки образуют вершины углов правильного базового прямоугольника.
Сущность указанного способа поясняется чертежом, на котором изображена в плане контролируемая металлоконструкция 1 и рулетки 2 и 3.
Нанесение меток и их контроль осуществляется следующим образом. По диагоналям контролируемой металлоконструкции 1 натягивают рулетки 2 и 3. После этого на шкалах обеих рулеток фиксируют деление, совпадающее по отвесу с точкой 0 их взаимного пересечения. От этой точки 0 в обе стороны вдоль полотна каждой из рулеток ведут отсчет деления и на одинаковом расстоянии 1 от точки пересечения 0 на поверхности контролируемой металлоконструкции кернением наносят метки A, B, C, D, которые и обозначат вершины углов правильного базового прямоугольника. Измерение и сравнение противоположных сторон базового прямоугольника в этом случае может быть даже исключено.
Технико-экономическая эффективность предложенного способа заключается в повышении точности измерений при монтаже крановых металлоконструкций и их механизмов, что в свою очередь окажет положительное влияние на характер взаимодействия этих механизмов, их узлов и деталей между собой, при этом понижаются затраты энергии на трение, уменьшается интенсивность износа деталей, следовательно, повышается надежность, увеличивается долговечность элементом этих машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОТКЛОНЕНИЯ ХОДОВОГО КОЛЕСА КРАНА ОТ ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 1996 |
|
RU2121963C1 |
| ХОДОВАЯ ЧАСТЬ МОСТОВОГО КРАНА | 1994 |
|
RU2084392C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЗАЗОРОВ | 1997 |
|
RU2130585C1 |
| Способ измерения внутренних диаметров крупногабаритных изделий | 1989 |
|
SU1668859A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2165320C2 |
| СПОСОБ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ ГИДРОЦИЛИНДРОВ | 1997 |
|
RU2139510C1 |
| Устройство для контроля положения ходовых колес рельсового транспортного средства | 1985 |
|
SU1244076A1 |
| СПОСОБ РЕДАКТИРОВАНИЯ СТАТИЧЕСКИХ ЦИФРОВЫХ КОМБИНИРОВАННЫХ ИЗОБРАЖЕНИЙ, ВКЛЮЧАЮЩИХ В СЕБЯ ИЗОБРАЖЕНИЯ НЕСКОЛЬКИХ ОБЪЕКТОВ | 2011 |
|
RU2458396C1 |
| Способ обмера колонн | 1939 |
|
SU59064A1 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ КОРПУСОВ ПОДВОДНЫХ ЛОДОК | 2015 |
|
RU2617721C1 |
Способ включает измерение сторон и диагоналей базового прямоугольника на поверхности металлоконструкции. Измерение обеих диагоналей базового прямоугольника проводят одновременно двумя одинаковыми рулетками, при этом фиксируют точку их взаимного пересечения, отсчитывают от этой точки пересечения одинаковые расстояния в обе стороны каждой рулетки до вершины углов базового прямоугольника и наносят метки по вершинам углов базового прямоугольника. Обеспечивается повышение точности измерений при монтаже металлоконструкций. 1 ил.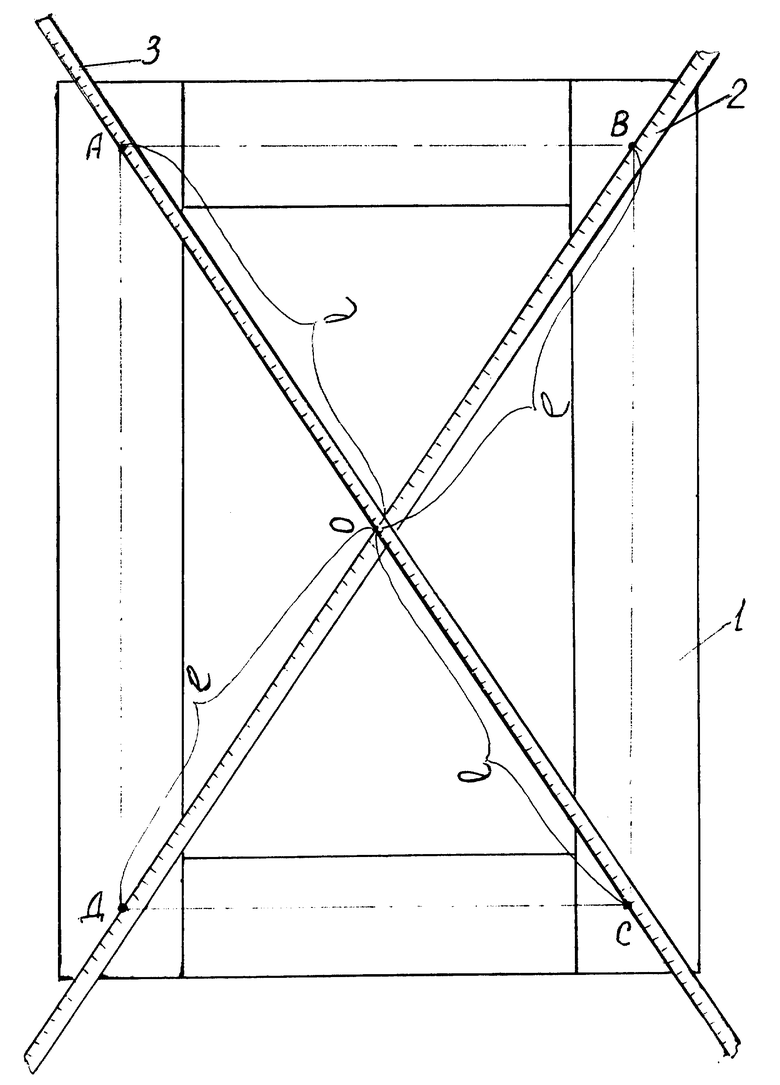
Способ контроля прямоугольности формы в плане крупногабаритных металлоконструкций, включающий измерение сторон и диагоналей базового прямоугольника на поверхности металлоконструкции, отличающийся тем, что измерение обеих диагоналей базового прямоугольника производят одновременно двумя одинаковыми рулетками, при этом фиксируют точку их взаимного пересечения, отсчитывают от этой точки пересечения одинаковые расстояния в обе стороны каждой рулетки до вершин углов базового прямоугольника и наносят метки по вершинам углов базового прямоугольника.
| Ивашов И.И | |||
| Монтаж, эксплуатация и ремонт подъемно-транспортных машин | |||
| - М.: Машиностроение, 1989, с.209 | |||
| Способ определения косины листов бумаги и картона | 1979 |
|
SU783559A1 |
| Устройство для одновременного измерения длины и ширины прямоугольных изделий | 1951 |
|
SU93692A1 |
| WO 9520138 A1, 27.07.95. | |||
