Изобретение относится к сварке в среде инертных газов, а именно к конструкции неплавящегося электрода, преимущественно для сварки погруженным электродом, и может быть использовано в различных отраслях машиностроения при сварке конструкций преимущественно средней и повышенной толщины.
Известен стержневой вольфрамовый электрод с заточкой на конус, который применяется в способе сварки погруженным электродом (А. Г. Братухин, Ю.Л. Иванов, Б.Н. Марьин и др. Штамповка, сварка, пайка и термообработка титана и его сплавов в авиастроении. - М: Машиностроение, 1997, стр. 248-252). Горелка для сварки погруженным вольфрамовым электродом имеет конструкцию, которая не позволяет использовать вольфрамовые стержни короче 110 мм. Поэтому к недостаткам электрода с конусной заточкой относится повышенный расход вольфрама.
Известен также электрод в виде вольфрамовой трубки, внутри которой установлен вольфрамовый стержень (а. с. СССР 639674, В 23 К 35/02, 1978 г.). Недостатком известного электрода является повышенный расход вольфрама при изготовлении и работе электрода.
Наиболее близким по технической сущности и достигаемому результату к заявляемому решению является неплавящийся электрод, содержащий тугоплавкий стержень, вставленный в трубку, в которой выполнены радиальные отверстия для выхода защитного газа (а. с. СССР 1057216, В 23 К 9/16, 1983 г.).
Недостатком известного электрода является отсутствие возможности его использования в условиях сварки погруженным электродом на форсированных режимах, так как при сварочных токах 1500-1800 А медная трубка, удерживающая вольфрамовый стержень, неминуемо расплавится либо перестанет выполнять свою фиксирующую функцию.
Изобретение направлено на снижение расхода вольфрама при сварке преимущественно погруженным электродом либо поверхностной дугой.
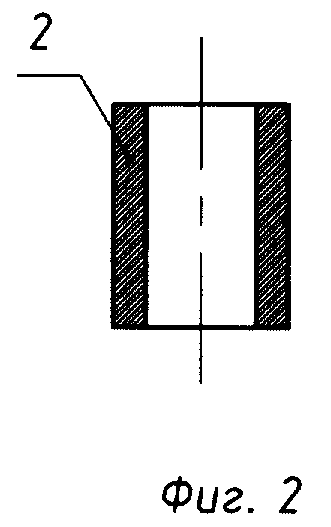
Сущность изобретения заключается в том, что корпус электрода, функции которого заключаются в подводе тока к рабочему торцу электрода и фиксации электрода в горелке, выполнен в виде водоохлаждаемого стержня. Стержень может иметь любую форму поперечного сечения - круглую, овальную, прямоугольную и пр. - удобную для его изготовления и эксплуатации. На торце стержня, обращенном к дуге, предусмотрено небольшое утолщение, в котором выполнены пазы, необходимые для крепления рабочей части электрода.
Использование водоохлаждаемого стержня многоразового использования позволяет значительно сократить рабочую часть электрода, выполненную из вольфрама. Рабочая часть электрода предназначена прежде всего для поддержания горения дуги. Поэтому ее выполняют из вольфрама. В зависимости от конкретных условий сварки рабочую часть электрода можно формировать из вольфрамовых стержней, обжатых и изогнутых при температурах, превышающих температурный порог хрупкости вольфрама.
Рабочую часть неплавящегося электрода можно изготавливать в виде вставки, выполненной, например, из волфрамовой пластины или двух вольфрамовых пластин, которые могут быть расположены параллельно относительно друг друга. Форму поперечного сечения вольфрамовых вставок выбирают таким образом, чтобы максимально использовать эффект сжатия сварочной дуги под действием собственного сварочного тока. Такие вставки приводят к образованию систем электрод - дуга - изделие, обладающих высокой степенью синергетичности, что положительно сказывается на стабильности дуги.
Сущность изобретения поясняется чертежами, где на фиг.1 показан неплавящийся электрод с рабочей частью в виде трубки, на фиг.2 - вставка в виде вольфрамовой трубки; на фиг.3 - различные варианты выполнения рабочей части (вольфрамовых вставок) и на фиг.4 - специальный электрод для сварки титановых сплавов поверхностной дугой.
Неплавящийся электрод содержит водоохлаждаемый медный корпус 1 и рабочую часть в виде вольфрамовой вставки 2. Длину вольфрамовой вставки 2 (фиг.2) при сварке погруженным электродом выбирают в зависимости от величины заглубления электрода: чем больше заглубление электрода, тем больше длина электрода. Вольфрамовая вставка 2 может быть выполнена в виде трубки с поперечным сечением в форме замкнутого кольца (фиг.3а) или разомкнутого кольца (фиг.3б) для отклонения дуги в нужном направлении.
Форма поперечного сечения вольфрамовой вставки 2 может быть овальной (фиг. 3в). Вставка 2 может быть выполнена в виде двух параллельных вольфрамовых пластин (фиг.3г), либо двух параллельных вольфрамовых стержней.
Работа заявляемого неплавящегося электрода для сварки в инертных газах осуществляется следующим образом. В зависимости от конкретных условий сварки в корпус электрода 1 устанавливают вольфрамовую вставку 2 той или иной формы. Вольфрамовые вставки, представленные на фиг.3 (а-г), рекомендуется использовать для сварки погруженным электродом. Технология сварки заявляемым неплавящимся электродом в целом не отличается от технологии сварки обычным стержневым вольфрамовым электродом с конусной заточкой.
Использование предлагаемого неплавящегося электрода позволяет значительно снизить расход вольфрама, прежде всего за счет уменьшения длины остатка электрода в горелке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2162779C2 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
| ВЫВОДНАЯ ПЛАНКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1998 |
|
RU2153408C2 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕТАЛЛОВ И СПЛАВОВ, ПРЕТЕРПЕВАЮЩИХ ПОЛИМОРФНОЕ ПРЕВРАЩЕНИЕ | 1996 |
|
RU2110379C1 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГАЗОФЛЮСОВОЙ СМЕСИ В РАСПЛАВ | 1998 |
|
RU2151811C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ ГАЗАМИ ПРИ БЕСФЛЮСОВОМ ПРИГОТОВЛЕНИИ | 2000 |
|
RU2173722C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЯ И ЕГО СПЛАВОВ В ОТКРЫТЫХ ПЕЧАХ | 1999 |
|
RU2154689C1 |
| СРЕДА ДЛЯ КОМПЛЕКСНОГО НАСЫЩЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛОВ | 1998 |
|
RU2133298C1 |


Изобретение относится к сварке в среде инертных газов, а именно к конструкции неплавящегося электрода, и может быть использовано в различных отраслях машиностроения. Электрод содержит корпус и рабочую часть. Корпус выполняется в виде водоохлаждаемого стержня, а рабочая часть - в виде вольфрамовой пластины или двух вольфрамовых пластин. Вольфрамовые пластины могут быть расположены параллельно друг другу. Использование электрода позволяет значительно снизить расход вольфрама. 1 з.п. ф-лы, 4 ил.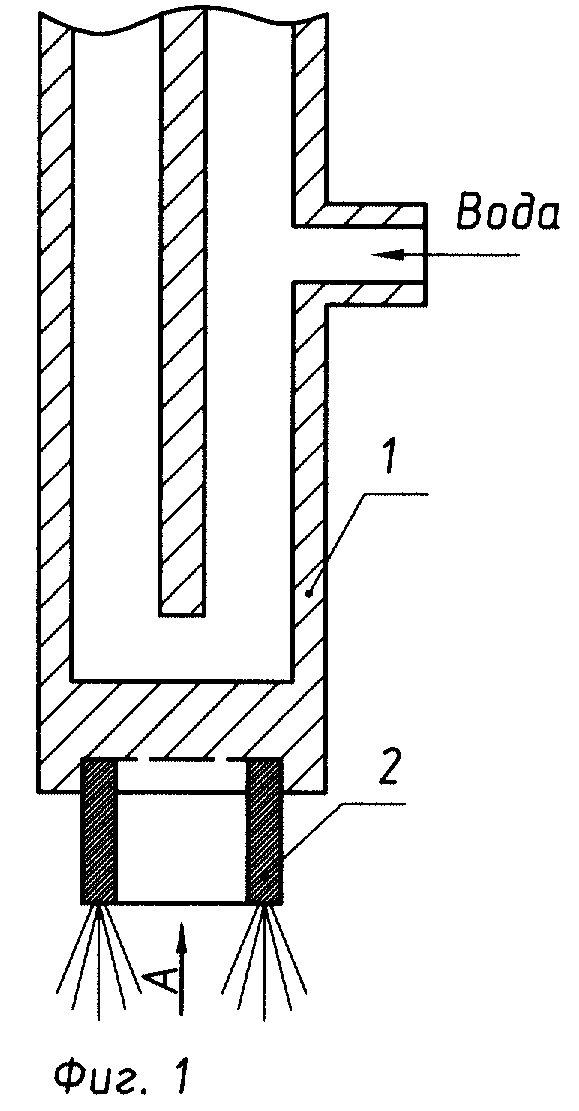
| US 3198932, 03.08.1965 | |||
| Неплавящийся электрод | 1982 |
|
SU1057216A1 |
| Неплавящийся электрод для дуговых процессов | 1972 |
|
SU420222A1 |
| Неплавящийся электрод для дуговой сварки | 1978 |
|
SU789260A1 |

