Изобретение относится к способам дуговой сварки плавящимся электродом с управлением энергией в течение времени короткого замыкания и может быть использовано во всех отраслях народного хозяйства.
Известен способ дуговой сварки плавящимся электродом с к.з. дугового промежутка, при котором в момент образования шейки перемычки ток уменьшают до минимальной величины, а после ее разрыва увеличивают [1]
Недостатком данного способа является сложность фиксации момента образования шейки перемычки и, следовательно, своевременность снижения тока к моменту разрыва перемычки.
В работе И. С. Пинчук и др. Уменьшение разбрызгивания при сварке с короткими замыканиями путем ограничения энергии взрыва перемычки (Сварочное производство, 1976, N 11, с. 52-54) показана вероятность нормальных коммутаций и связанный с этим коэффициент разбрызгивания.
Известен способ и устройство для управляемого переноса электродного металла путем кратковременных импульсов газа [2]
Недостатком данного способа является необходимость создания дополнительных устройств и ограниченность применения, поскольку способ обладает минимальным коэффициентом передачи энергии 0,7˙10-4 с.
Известен способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором в момент начала короткого замыкания снижают ток до 2-30 А на промежуток времени в интервале 0,1-1 мс (0,1-1,0 ˙10-3 с) [3]
Этот способ взят за прототип по данной заявке. При данных значениях тока и времени его протекания способ обладает ограниченным применением, поскольку время перехода капли (время к.з.) определяется массой капли и диаметром электрода и не для всех диаметров электрода и режима сварки приемлемы эти значения.
Целью изобретения является устранение указанных недостатков за счет управления величиной энергии и времени ее действия в период короткого замыкания в зависимости от массы капли.
Для достижения поставленной цели в способе дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором в момент начала короткого замыкания снижают ток, перед коротким замыканием дугового промежутка определяют энергию, затрагиваемую на образование капли, ток снижают до нуля на время τ определяемое из условия τ КЕк, где К коэффициент, учитывающий параметры режима, Ек энергия, затрачиваемая на образование капли, а на каплю воздействуют дополнительной энергией для ее отрыва. При этом дополнительно определяют зависимость дополнительной энергии от энергии, затрачиваемой на образование капли при различных параметрах режима, и величину дополнительной энергии выбирают в соответствии с полученной зависимостью. В качестве дополнительной энергии используют электрическую, механическую, электромагнитную энергию. При использовании в качестве дополнительной электрической энергии воздействуют ею на каплю по истечении времени снижения тока, а при использовании механической или электромагнитной энергии на каплю воздействуют в период короткого замыкания дугового промежутка.
Предлагаемый способ сварки благодаря совокупности существенных признаков позволяет выполнить сварку с короткими замыканиями с переносом каждой капли с существенным уменьшением разбрызгивания при оптимальном управлении энергетическими параметрами в течение времени перехода капли в ванну.
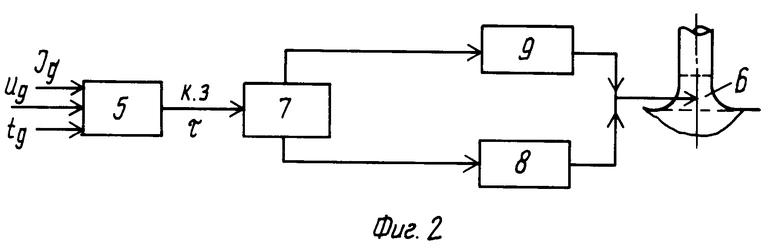
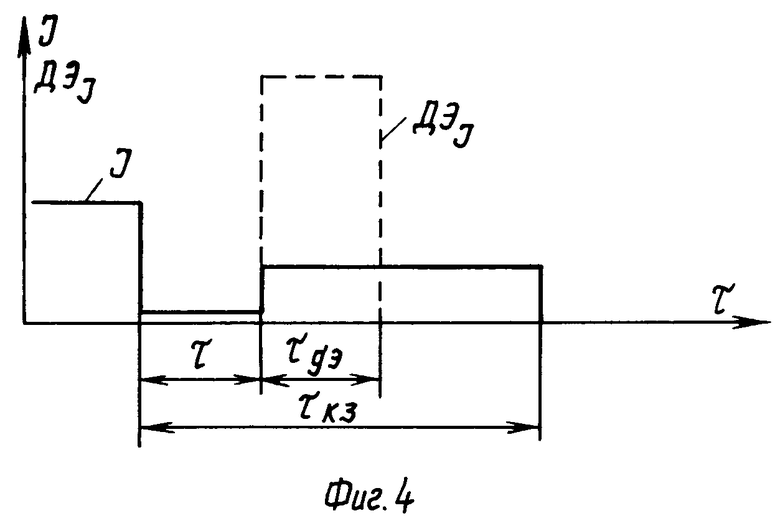
На фиг. 1 показана схема формоизменения капли при слиянии со сварочной ванной; на фиг.2 блок-схема управления дополнительной энергией и сварочным током в течение времени короткого замыкания; на фиг.3 и 4 циклограммы изменения сварочного тока и дополнительной энергии от внешнего источника в течение времени короткого замыкания.
Способ дуговой сварки плавящимся электродом осуществляют следующим образом.
Перед сваркой определяют коэффициент К, зависящий от диаметра dэ плавящегося электрода и рассчитываемый по эмпирически выведенной формуле
К (6 ˙10-4-2,15 ˙10-4 dэ)x (0,018 + 0,0053 dэ).
Затем расчетным путем оценивают и экспериментально корректируют для различных параметров режима (Iд ток дуги; Uд напряжение на дуге; tд время горения дуги; dэ диаметр плавящегося электрода (марка свариваемого и электродного материала, состав защитного газа) зависимость дополнительной энергии ДЭ времени τдэ ее действия от энергии Ек, затрачиваемой на образование капли. После предварительного определения указанных величин осуществляют процесс сварки.
В момент возбуждения дуги 1 между оставшейся на электроде 2 частью капли 3 и ванной 4 (см. фиг.1) блок 5 фиксирует энергию Ек, затрачиваемую на образование капли 6. Сигналы Iд, Uд, tд от дуги 1 поступают в блок 5, который и определяет энергию Ек
Ек Iд˙ Uд˙ tд
В блок 5 введены значения k для различных диаметров dэ плавящегося электрода 2. В момент касания капли 6 поверхности ванны 4 блок 5 выдает сигналы: один о начале короткого замыкания, другой о величине времени τ При поступлении в блок управления 7 сигнала о начале короткого замыкания блок 7 выдает команду источнику 8 питания дуги 1 о снижении тока Iд до нуля на время τ и команду на включение исполнительного устройства 9 подачи дополнительной энергии ДЭ на каплю 6, в котором заложены предварительно определенные величины дополнительной энергии ДЭ, времени τ дэ ее действия в зависимости от энергии Ек, идущей на образование капли 6 и в который поступает действующее значение Ек. Исполнительное устройство 9 в зависимости от действующего значения Ек задает величину дополнительной энергии ДЭ, воздействующей на каплю 6 для ускорения времени ее переноса. По истечении времени τ блок 7 выдает команду источнику 8 питания дуги на увеличение тока (энергии) до уровня, исключающего разбрызгивание электродного материала при разрыве перемычки 10 и возбуждения дуги 1. Процесс повторяется.
В качестве дополнительной энергии ДЭ могут быть использованы внешние источники механические, электромагнитные (дополнительная энергия ДЭв) и "внутренние" источники электрическая энергия (дополнительная энергия ДЭI).
В случае использования внешней дополнительной энергии ДЭв последняя воздействует на каплю 6 в период короткого замыкания ( τ к.з) (см. фиг.3), при электрической дополнительной энергии ДЭI последняя воздействует на каплю 6 по окончании времени τ отсутствия сварочного тока (см. фиг.4). Введение ДЭв оказывает положительное действие на процесс переноса капли с точки зрения уменьшения времени короткого замыкания и исключения причины разбрызгивания, из-за чего является желательной. В этом случае энергия сварочного тока после τ необходима главным образом для последующего возбуждения дуги. Сумма энергий при этом должна быть достаточной для переноса капель объемом ниже критического.
Способ дуговой сварки плавящимся электродом позволяет полностью автоматизировать процесс сварки, создав математическую модель процесса и используя компьютерную технику.
В качестве примера оценки изменения энергетических параметров воздействия на каплю в течение времени короткого замыкания каждой капли ниже приведены количественные зависимости τ ДЭ, τдэ для случая сварки стали 1Х18Н10Т проволокой Св-04Х19Н11МЗТ диаметром 2,0 мм в среде аргона. В этом случае τ 48˙10-7 Ек (с), где Ек энергия образования капли, Дж. Критический объем капли, меньше которого капля переносится только при действии дополнительной энергии, определяется величиной энергии Еккр. В данном примере Еккр 460 Дж. При энергии Ек меньше Еккр необходимо ввести дополнительную энергию ДЭ (Дж) не меньше величины, определенной по формуле
(Дэ + 5,1·10-6)2+ 86·10-12 0,36
0,36 (5,8·10-6)2 в течение всего времени короткого замыкания.
(5,8·10-6)2 в течение всего времени короткого замыкания.
Для уменьшения времени короткого замыкания величина дополнительной энергии (ДЭв), вводимой внешним источником, может составлять и большую величину. В случае же введения дополнительной энергии посредством сварочного тока (ДЭI) минимальное время действия ее необходимо выбирать по формулам в зависимости от объема капли (энергии, идущей на образование капли) и величины дополнительной энергии. При Ек ≅ 165 Дж
τдэ= 
Если Ек находится в пределах 165 < Ек < <390 Дж, а дополнительная энергия 1,15˙10-6-0,00265˙10-6 Ек < ДЭI ≅ 5,2˙ 10-6--0,012Eк˙10-6, то ДЭ рассчитывается по следующей формуле
τдэ= (2,2·10-9- 0,003·10-9Eк· 
Если же ДЭI > 5,2˙ 10-6-0,012 Ек˙ 10-6, то τдэ 1,9˙ 10-6 Ек 0,1Ек ДЭI.
Определены аналогичные зависимости и для случая Ек > 390 Дж.
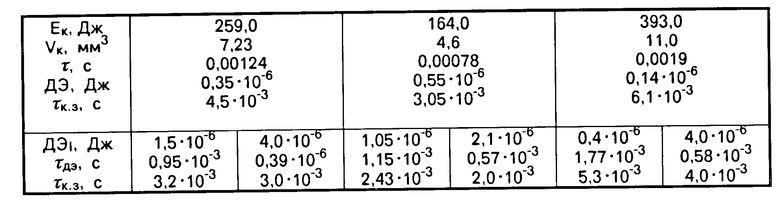
Расчет величины τ ДЭ, τдэ можно сделать для любого диаметра электрода, защитного газа, состава проволоки и основного материала. В таблице приведены значения τ, ДЭ, ДЭI, время ее действия τДЭ для трех различных значений энергии, идущей на образование капли Ек (объема капли).
Таким образом, предлагаемый способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка позволяет управлять процессом переноса капли с учетом действующих на нее возмущений, исключая (существенно уменьшая) разбрызгивание, а также обеспечивает повышение производительности процесса за счет уменьшения времени короткого замыкания при сохранении качества соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ | 1990 |
|
SU1743064A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СВАРОЧНОГО ТОКА | 1991 |
|
RU2038932C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| Способ сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1978 |
|
SU854639A1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |


Использование: для сварки плавящимся электродом с управлением энергией в течение времени короткого замыкания в любой отрасли народного хозяйства. Сущность изобретения: в момент начала короткого замыкания ток снижают до 0 в течение времени τ зависящего от энергии, затрачиваемой на образование капли, а на каплю воздействуют дополнительной энергией или дополнительной механической энергией, или дополнительной электромагнитной энергией. 3 з.п. ф-лы, 4 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Потапьевский А.Г | |||
| и др | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сварочное производство, 1980, N 4, с.15-17. | |||

