Изобретение относится к обработке металлов давлением, в частности к давильной обработке роликами без преднамеренного утонения стенки плоской или чашевидной заготовки.
Известен способ изготовления осесимметричных полых деталей из круглой листовой заготовки, закрепленной в центре на вращающемся шпинделе, последовательным деформированием отдельных ее участков методом ротационной вытяжки (см., например, авт.св. СССР N 441072, МКИ B 21 D 22/18).
Недостатком такого способа является необходимость применения оборудования со значительными габаритами и массой из-за высоких консольных нагрузок при изготовлении днищ большого диаметра (6000 мм и более), при этом не удается достигнуть высокой чистоты обработки внутренней поверхности из-за образования микрогофр при прижимании обрабатываемого днища к поверхности оправки, образованной кассетой с набором роликов различной конфигурации.
Этот недостаток частично устранен в способе изготовления осесимметричных деталей типа днищ из плоских круглых в плане листовых исходных заготовок, согласно которому сначала на заготовке штамповкой формуют центральную часть днища сферической формы, затем на недеформированной части заготовки ротационным выдавливанием формуют криволинейный участок и цилиндрический борт днища, после чего на периферийной части днища обжимом роликом на угол к центральной оси днища формуют кромки днища, при этом диаметр днища выбирают равным 0,4 - 0,5 диаметра исходной заготовки (см., например, авт.св. СССР N 1704884, МКИ B 21 D 22/18, 51/24).
Однако и этому способу присущи недостатки, заключающиеся в том, что внутренняя поверхность обладает недостаточной чистотой обработки из-за того, что при ротационном выдавливании обработку ведут с использованием привозного опорного приводного ролика, развернутого под постоянным углом к оси вращения днища. Для изготовления днищ по этому способу требуется дополнительное оборудование и дополнительная операция для формирования кромки днища.
По совокупности общих признаков в качестве прототипа способа выбран способ по авт. св. СССР N 1704884.
Задачей изобретения является повышение качества изделий за счет исключения брака в виде гофр и повышение производительности за счет сокращения количества оборудования при изготовлении плоских и сферических днищ.
Поставленная задача достигается тем, что способ изготовления осесимметричных деталей типа днищ из плоских круглых в плане листовых исходных заготовок включает формовку центральной части днища сферической формы, установку заготовки на свободно вращающийся шпиндель и формовку на недоформованной ее части криволинейного участка и цилиндрического борта днища ротационным выдавливанием накатным роликом по опорному ролику, причем в качестве опорного ролика используют опорный ролик сферической формы с конической юбкой, ось вращения которого устанавливают параллельно оси вращения заготовки днища, а ротационное выдавливание накатным роликом осуществляют по дуге окружности с центром, совпадающим с центром сферы опорного ролика. Кроме того, формовку центральной части осуществляют методом ротационного выдавливания, которое осуществляют с одновременным изменением угла наклона шпинделя по отношению к оси вращения опорного ролика и ротационное выдавливание осуществляют с подачей накатного ролика в радиальном направлении относительно сферы опорного ролика.
Использование в качестве опорного ролика опорного ролика сферической формы с конической юбкой, ось вращения которого устанавливают параллельно оси вращения заготовки днища, и осуществление ротационного выдавливания накатным роликом по дуге окружности с центром, совпадающим с центром сферы опорного ролика позволяет за одну операцию формовать криволинейную поверхность днища и ее цилиндрическую часть. При этом за счет регулирования усилия прижима накатного ролика и скорости вращения опорного ролика достигается необходимая величина фрикции, устраняющая образование микрогофр на внешней и внутренней поверхности днища. В отличие от известного технического решения, согласно которому для формования поверхности днища требуется три типа опорных роликов и по меньшей мере 2 типа давильных роликов, а также прессовое оборудование большой мощности для предварительного формования примерно половины диаметра заготовки для уменьшения поверхности ротационной вытяжки криволинейной части, реализация предлагаемого способа не требует сложного оборудования. Способ может быть реализован на серийно выпускаемых карусельных станках относительно небольшого диаметра. Другим важным преимуществом является возможность изготовления тонкостенных сферических и торосферических днищ большого диаметра, хотя известным способом их изготовить невозможно из-за коробления детали при перестановке со станка на станок (без этого нельзя заменить комплект опорного и давильного роликов). Таким образом, предлагаемый способ обеспечивает повышение производительности и достижение высокого качества.
Осуществление формовки центральной части методом ротационного выдавливания позволяет исключить трудоемкую в изготовлении прессовую оснастку и избежать разнотолщинности материала днища, вызывающей перерасход металла, так как расчет ведется по наиболее тонкому участку днища. Это обеспечивает повышение качества продукции.
Осуществление ротационного выдавливания с одновременным изменением высоты и угла наклона шпинделя по отношению к оси вращения опорного ролика обеспечивает упрощение технологии за счет проведения обжима кромки днища без его перемещения на калибрующий станок ротационной вытяжки. Это позволяет повысить производительность при изготовлении днищ. Кроме того, изменение угла наклона шпинделя позволяет изменить направление сдвиговых деформаций на поверхности обрабатываемой детали - чем больше угол наклона, тем больше величина сдвиговых деформаций и в то же время ниже скорость ротационного выдавливания. Таким образом, при ротационном выдавливании появляется возможность достигать максимального качества поверхности даже при значительном разбросе физико-механических свойств материала заготовок.
Осуществление ротационного выдавливания с подачей накатного ролика в радиальном направлении относительно сферы опорного ролика обеспечивает изготовление днищ из листа различной толщины и различной пластичности материала.
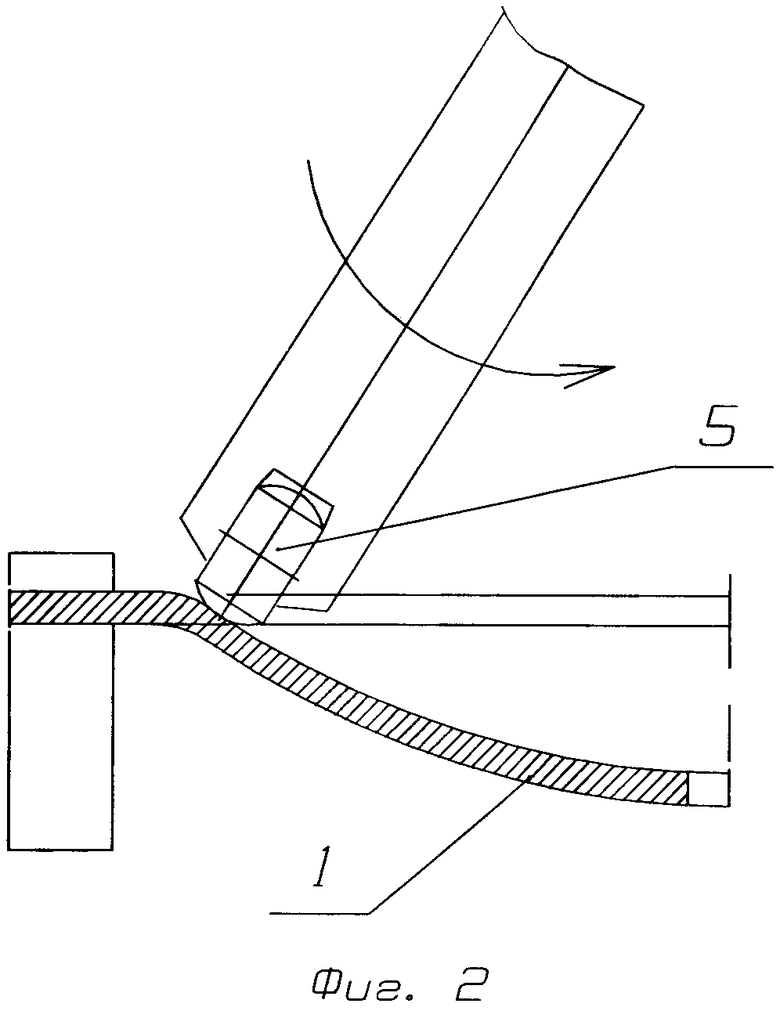
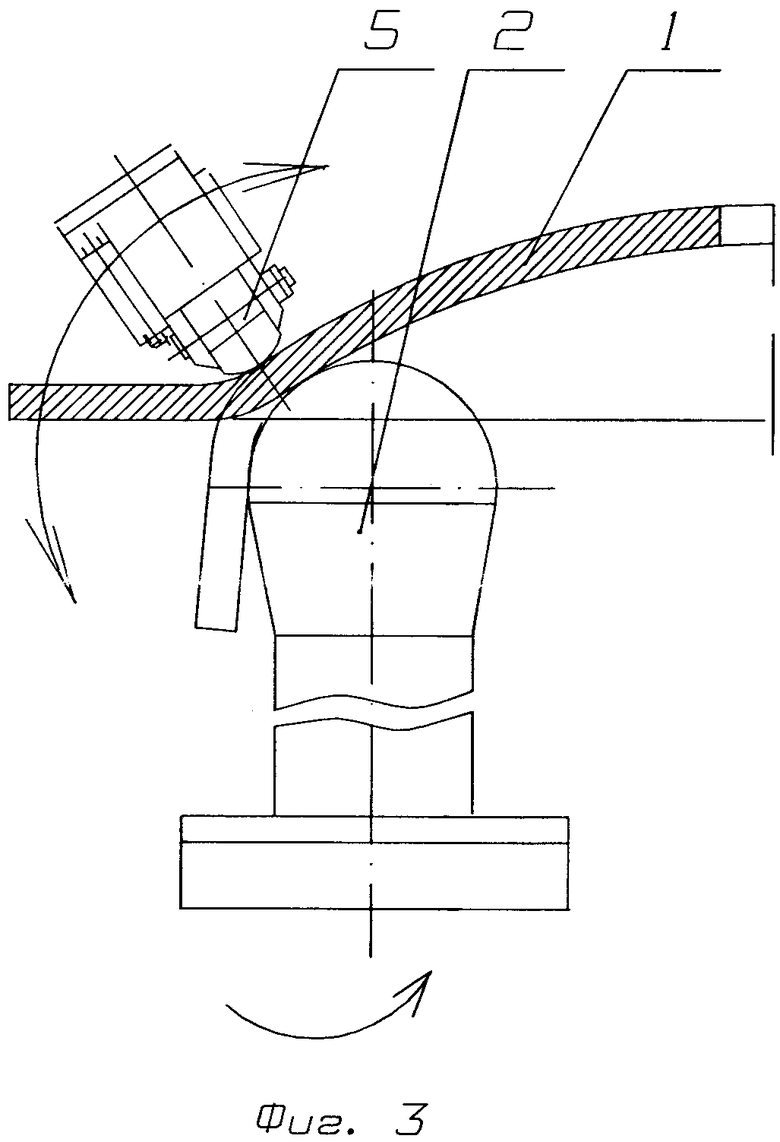
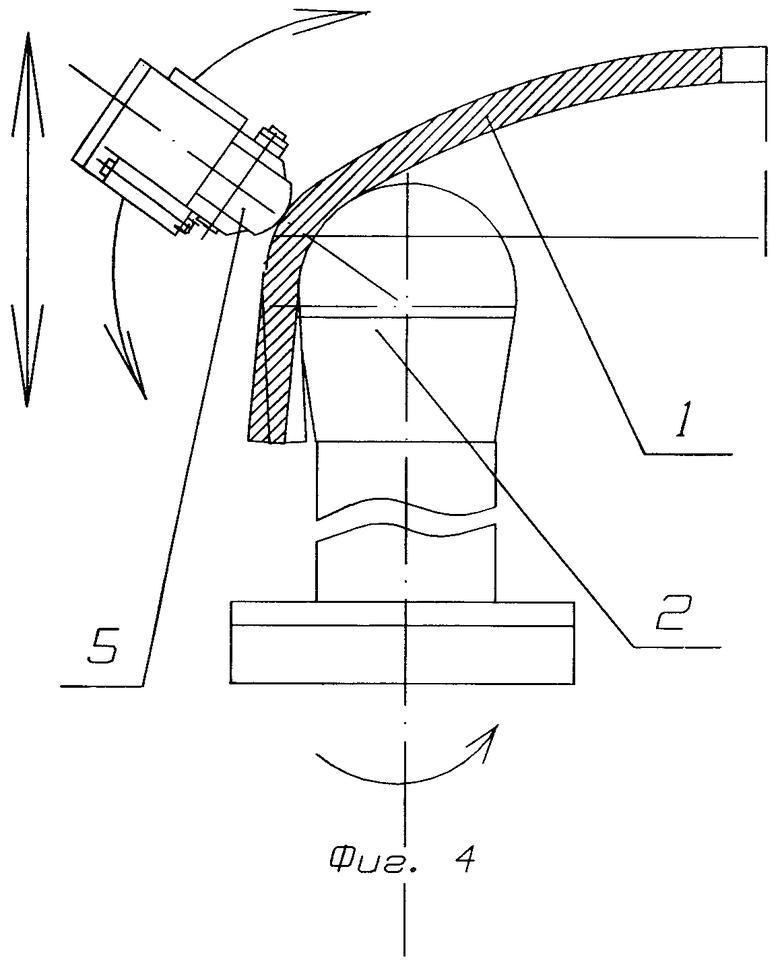
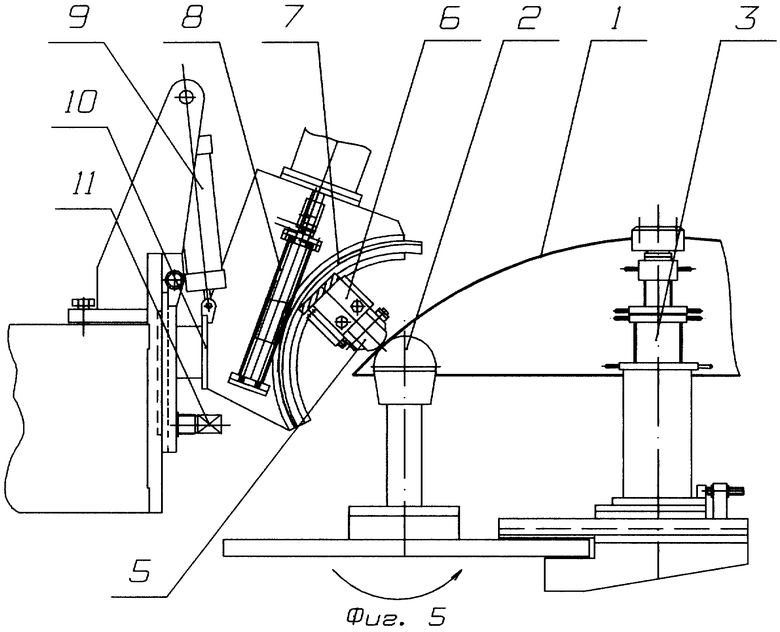
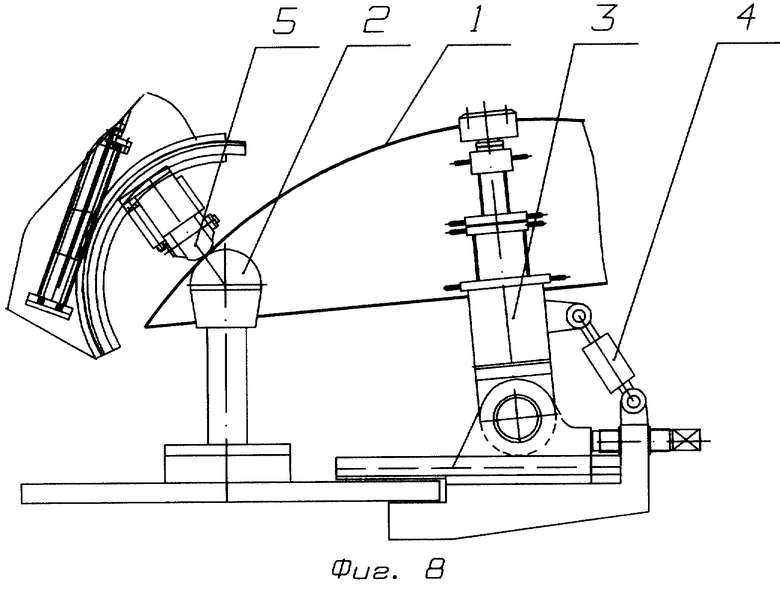
Сущность изобретения поясняется чертежами, на которых показаны: на фиг. 1 изображена исходная плоская заготовка; на фиг. 2 - полуфабрикат со сферической центральной частью, полученной методом ротационной вытяжки; на фиг. 3 - полуфабрикат с обкатанной криволинейной частью днища; на фиг. 4 - схема закатки цилиндрической кромки днища; на фиг. 5 - схема ротационной вытяжки с использованием вертикального шпинделя, полуфабрикат днища после формовки по заданному радиусу поверхности в периферической части; на фиг. 6, 7 и 8 показана схема ротационной вытяжки при использовании шпинделя с регулируемым углом наклона: на фиг. 6 - в вертикальном положении, на фиг. 7 - при отведенном от опорного ролика шпинделе и на фиг. 8 - при подведенном к опорному ролику.
Способ изготовления полых осесимметричных деталей типа днищ осуществляют следующим образом.
Круглую заготовку 1 из листа получают одним из известных способов, например, вырезкой на дисковых ножницах, и из нее на карусельном станке формуют центральную часть днища сферической формы, для чего заготовку 1 зажимают во вращающейся оправке по периметру и подводят установленный с возможностью перемещения по радиусу давильный ролик 5, как это показано на фиг. 2. Затем заготовку устанавливают на свободно вращающийся шпиндель 3 и на недеформированной части заготовки ротационным выдавливанием формуют криволинейный участок и цилиндрический борт днища. Ротационное выдавливание осуществляют на соединенном с приводом вращения опорном ролике 2 сферической формы с конической юбкой, ось вращения которого параллельна оси вращения заготовки днища, а движение накатного ролика 5 осуществляют по дуге окружности с центром сферы опорного ролика 2. Ротационное выдавливание днища при необходимости осуществляют с одновременным изменением высоты шпинделя вращением рукояток резьбовых составляющих шпинделя 3 относительно основания. Угол наклона шпинделя изменяют путем его поворота на горизонтальной оси шарнира в основании с помощью домкрата 4. Ротационное выдавливание осуществляют с подачей накатного ролика 5 в радиальном направлении относительно центра сферы опорного ролика 2 путем перемещения его вместе с направляющей 6, которая установлена на червячном секторе 7, взаимодействующем с приводным червяком 8. Путем перемещения направляющей 6 вместе с накатным роликом 5 в радиальном направлении устанавливают такой зазор между ним и опорным роликом 2, при этом величину зазора подбирают опытным путем, чтобы исключить образование гофр и обеспечить необходимую чистоту поверхностей днища. Для формирования борта днища включением цилиндра 9 перемещают станину 10 с установленными на ней узлами перемещения накатного ролика 5 в вертикальной плоскости, а для изменения угла наклона осуществляют разворот вращением винта 11, позволяющим перемещать накатной ролик параллельно юбке накатного ролика 2 либо при необходимости - под углом к образующей юбки.
Пример. Изготовление днищ с криволинейной поверхностью выполняют из круглых заготовок диаметром 1600 мм, вырезанных на дисковых ножницах модели Н-4420 из листового проката толщиной 4-10 мм стали 12Х18Н10Т. В установленном на специализированном станке с диаметром стола 3200 мм устройстве для ротационного выдавливания сфер формуют центральную часть полуфабриката диаметром 1200 мм, радиус кривизны которой равен 1400 мм, и растачивают центральное отверстие диаметром 100 мм для установки, центрирования и крепления заготовки на оси шпинделя обкатной машины. Обкатная машина представляет собой установленную над столом карусельного станка неподвижную траверсу, на которой установлен шпиндель с возможностью радиального перемещения относительно закрепленного на столе опорного ролика. На подвижной траверсе станка устанавливают приспособление со смонтированными узлами перемещения накатного ролика по концентрической окружности вокруг сферы опорного ролика, узлом радиального перемещения накатного ролика и механизма для изменения угла наклона станины в виде винта. Вертикальное перемещение траверсы осуществляют приводом траверсы карусельного станка, а перемещение станины вместе с накатным роликом параллельно и под углом к оси опорного ролика осуществляют гидроцилиндром при развороте станины под углом посредством регулировочного винта.
Предлагаемое техническое решение обеспечивает повышение качества изделий за счет исключения брака в виде гофр и повышение производительности за счет сокращения количества переходов между отдельными операциями, а также позволяет сократить количество оборудования при изготовлении плоских и сферических днищ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2014 |
|
RU2556846C1 |
| Способ изготовления тонкостенных деталей с криволинейной образующей и приспособление жесткости для его осуществления | 2022 |
|
RU2787190C1 |
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| УСТРОЙСТВО РОТАЦИОННОЙ ВЫТЯЖКИ | 2003 |
|
RU2240191C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |
| Способ изготовления полых осесимметричных деталей | 1986 |
|
SU1412840A1 |


Изобретение относится к обработке металлов давлением, в частности к давильной обработке роликами без преднамеренного утонения стенки плоской или чашевидной заготовки. Сначала на заготовке формуют центральную часть днища сферической формы, затем заготовку устанавливают на свободно вращающийся шпиндель и на недеформированной части заготовки ротационным выдавливанием формуют криволинейный участок и цилиндрический борт днища, причем ротационное выдавливание осуществляют на опорном ролике сферической формы с конической юбкой, ось вращения которого устанавливают параллельно оси вращения заготовки днища, а движение накатного ролика осуществляют по дуге окружности с центром сферы опорного ролика. Ротационное выдавливание может быть осуществлено одновременно с изменением высоты и угла наклона шпинделя по отношению к оси вращения опорного ролика или с подачей накатного ролика в радиальном направлении относительно сферы опорного ролика. Формовка центральной части может быть осуществлена ротационным выдавливанием. Исключается брак в виде гофр и повышается производительность за счет сокращения количества оборудования. 3 з.п. ф-лы, 8 ил.
| Способ изготовления полых осесимметричных деталей типа днищ | 1989 |
|
SU1704884A1 |
| Способ изготовления полых осесимметричных деталей | 1986 |
|
SU1412840A1 |
| SU 1169256 А1, 27.10.1996 | |||
| МАТРИЦА С СОСТАВНЫМИ РОЛИКАМИ ДЛЯ ШТАМПОВКИ С ОБКАТКОЙ | 1997 |
|
RU2131320C1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1283069A1 |
| DE 1777302, 20.09.1973. | |||

