Изобретение относится к области вулканизации толстостенных резино-технических изделий, в частности к вулканизации шин, и предназначено для разработки режимов вулканизации и установки оптимальных режимов работы вулканизационного оборудования.
Известен способ определения минимального времени вулканизации резины под давлением (ГОСТ 12535-78 "Смеси резиновые. Методы определения вулканизационных характеристик"), по которому вулканизуют тонкостенный образец при заданной постоянной температуре, одновременно определяют кинетику вулканизации на реометре фирмы "Монсанто" и в последующем по реограмме (зависимость "динамический модуль Mд время τ") определяют время достижения 15% от максимального значения Mд, которое и принимают за минимальное время вулканизации (в дальнейшем по тексту τмин). Однако, точность определения τмин по данному способу недостаточна, так как применение тонких образцов не дает возможности учесть влияние диффузионных процессов на порообразование, имеющееся при вулканизации толстостенных резиновых изделий. Это происходит из-за того, что летучие продукты химических реакций, образующиеся при вулканизации резин, в тонких образцах сравнительно быстро диффундируют изнутри к поверхности, и при снятии давления, даже в недостаточно свулканизованных образцах пор, не наблюдаются.
Наиболее близким по технической сущности является способ определения минимального времени вулканизации резиновых смесей под давлением, гарантирующего отсутствие пор, при котором в пресс-форме осуществляют вулканизацию массивного образца при заданных давлении, температуре и продолжительности нагрева, извлекают свулканизованный образец из пресс-формы, разрезают его, визуально определяют наличие пор в нем и определяют эквивалентное время вулканизации (Зыков М. В. "Технологические аспекты интенсификации режимов вулканизации автомобильных шин". Автореферат диссертации на соискание ученой степени кандидата технических наук. Москва. 1990 г. с.7-9, поступил в Российскую Государственную Библиотеку 26.12.90 г., рег. N 29068T.
Несовершенством способа являются недостаточная точность в определении τмин из-за дискретного изменения толщины различных образцов и значительная трудоемкость (необходима серия опытов).
Техническим результатом изобретения является повышение точности определения минимального времени вулканизации резиновых смесей под давлением, гарантирующего отсутствие пор и снижение трудоемкости способа.
Указанный технический результат достигается тем, что при осуществлении способа определения минимального времени вулканизации резиновых смесей под давлением, гарантирующего отсутствие пор, в пресс-форме осуществляют вулканизацию массивного образца при заданных давлении, температуре и продолжительности нагрева, извлекают свулканизованный образец из пресс-формы, разрезают его, визуально определяют наличие пор в нем и определяют расчетный показатель степени вулканизации, согласно изобретению вулканизацию массивного образца осуществляют в пресс-форме со сферической формующей полостью диаметром от 10 до 70 мм, полученный свулканизованный сферический образец разрезают диаметрально и, при наличии пор на срезе, измеряют максимальный радиус зоны порообразования и определяют минимальное время вулканизации, гарантирующее отсутствие пор, τмин(rп) по соотношению:
где rп - максимальный радиус зоны порообразования (0 < rп < R), мм;
τк - общая продолжительность нагрева резинового образца в пресс-форме, c;
K - температурный коэффициент вулканизации, определяющий изменение скорости вулканизации при изменении температуры на 10oC, выбираемый в пределах 1,6 - 2,4 в зависимости от состава резин и уровня температур, безразмерная величина;
t(rп,τ) - изменение температуры в точке с координатой (rп) по времени (τ), oC;
tэкв - постоянная эквивалентная температура, к которой приводятся результаты неизотермической вулканизации, oC; при этом t(rп,τ) определяют по соотношению
t(rп,τ) = tc(τ)-θ[tc(τ)-to],
где tc(τ) - изменение температуры среды по времени, oC;
θ - относительная избыточная температура, безразмерная величина;
t0 - начальная температура образца, oC;
Предлагаемый способ поясняется фигурой, на которой представлен диаметральный срез сферического резинового образца.
Предлагаемый способ может быть осуществлен следующим образом.
Заготовку резиновой смеси помещают в предварительно прогретую пресс-форму со сферической формующей полостью диаметром 10 - 70 мм, состоящую из 2-х симметричных разъемных полуформ и содержащую прессующее приспособление. Прессуют заготовку под давлением P, величина которого должна быть не менее 10 H/м2, что превышает внутреннее давление летучих продуктов, образующихся в процессе вулканизации, и позволяет получить монолитный вулканизат. Пресс-форму с резиновой заготовкой помещают в пресс и производят вулканизацию при заданных давлении, температуре и продолжительности нагрева, осуществляя их контроль. Температура вулканизации испытуемых образцов может находиться, например, в интервале 140-200oC, который включает практически весь диапазон изменения температур теплоносителей, используемых в производстве шин. Следует отметить также, что применение температуры нагрева ниже 140oC может привести к необоснованному удлинению режима вулканизации, а использование температур, превышающих 200oC, в большинстве случаев недопустимо из-за недостаточной температуростойкости резин. Приведенный диапазон изменения размеров сферической формующей полости пресс-формы диктуется необходимостью целесообразного выбора оптимальной продолжительности режима вулканизации при заданных температурах вулканизации. Применение образца диаметром более 70 мм приведет к необоснованному удлинению режима вулканизации, а использование образца диаметром менее 10 мм не обеспечивает достаточную точность определения rп на наблюдаемом срезе, так как для корректного определения τmin(rп) желательно соблюдать соотношение (R-rп) ≥ 3 мм. По окончании вулканизации извлекают свулканизованный сферический образец из пресс-формы, разрезают его диаметрально и, при наличии пор на срезе, измеряют максимальный радиус зоны порообразования (rп) (см. фиг.), далее определяют минимальное время вулканизации, гарантирующее отсутствие пор, τмин(rп) по соотношению:
где rп - максимальный радиус зоны порообразования (0 < r < R), мм;
τк - общая продолжительность нагрева резинового образца в пресс-форме, с;
K - температурный коэффициент вулканизации, определяющий изменение скорости вулканизации при изменении температуры на 10oC, выбираемый в пределах 1,6 - 2,4 в зависимости от состава резин и уровня температур, безразмерная величина;
t(rп,τ) - изменение температуры в точке с координатой (rп) по времени (τ), oC;
tэкв - постоянная эквивалентная температура, к которой приводятся результаты неизотермической вулканизации, oC.
Указанное соотношение (1) позволяет определить эквивалентное время вулканизации резин (А.И.Лукомская, П.Ф.Баденков, Л.М.Каперша "Тепловые основы вулканизации резиновых изделий". Изд-во "Химия", Москва. 1972 г., с. 254).
При этом t(rп,τ) определяют по соотношению:
t(rп,τ) = tc(τ)-θ•[tc(τ)-to], (2)
где tc(τ) - изменение температуры среды по времени, oC;
θ - относительная избыточная температура, безразмерная величина;
t0 - начальная температура образца, oC;
Величину θ определяют по соотношению:
где An = (-1)n+1 • 2, (n=1,2,3,...), безразмерная величина;
R - радиус свулканизованного образца, мм;
μп= n•π, характеристические числа (n=1, 2, 3...);
Fo= (a•τ)/R2 - (критерий Фурье), безразмерная величина;
где a - коэффициент температуропроводности резиновой смеси, м2/с;
τ - текущее время вулканизации (0 < τ ≤ τк), с.
Приведенные соотношения (2) и (3) с достаточной точностью, позволяют оценить изменение температуры по времени применительно к сферическому резиновому образцу при его нагреве или охлаждении в зависимости от граничных и начальных температур, размеров и теплофизических характеристик материала, из которого он изготовлен (А.В.Лыков "Теория теплопроводности". Гос.изд-во технико-теоретической литературы, Москва, 1952 г., с.98).
Причем, для корректного определения τмин(rп) на наблюдаемом срезе сферического образца разница между радиусами R и rп должна составлять не менее 3 мм. Это необходимо для того, чтобы избежать влияния краевых эффектов и соответствующих погрешностей, связанных с дифффузией летучих продуктов.
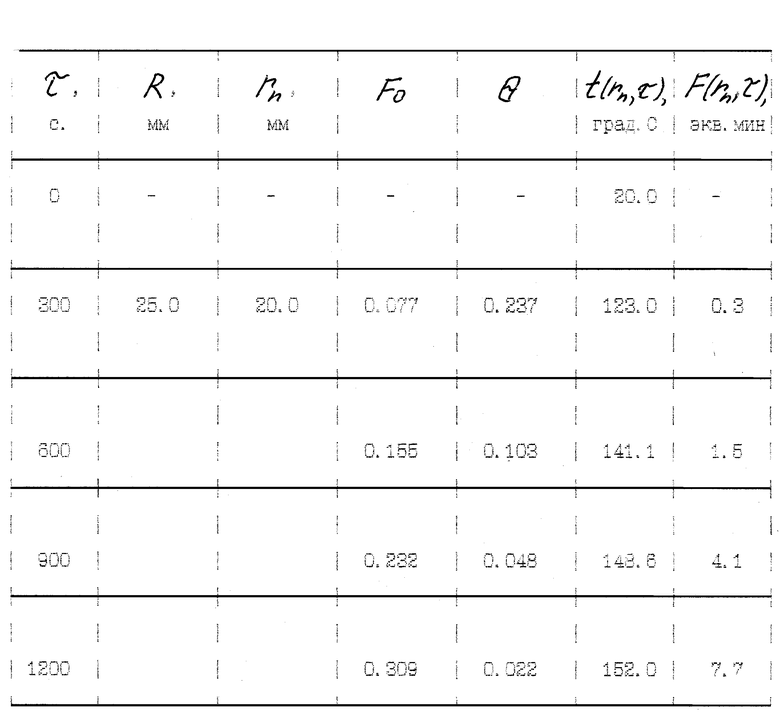
Пример. Резиновую смесь на основе СКИ-3 и СКД (70:30 м.ч.) с коэффициентом температуропроводности a = 1,61 • 10-7 м2/с и начальной температурой t0 = 20oC вулканизовали в пресс-форме со сферической формующей полостью диаметром 50 мм (R=25 мм) (до снятия давления, равного 10 H/м2) в течение τ = 1200 с при постоянной температуре нагрева tc, равной 155oC. После снятия давления свулканизованный сферический образец извлекали из пресс-формы, разрезали диаметрально и, при наличии пор на срезе, измеряли максимальный радиус зоны порообразования (rп), равный в рассматриваемом примере 20 мм. Замеры делались на одном образце. Далее τмин(rп) рассчитывали как функцию времени вулканизации (τ), радиуса свулканизованного сферического образца (R), максимального радиуса зоны порообразования (rп), критерия Фурье (F0), температур (tc, to, θ, t(rп,τ)) при температурном коэффициенте вулканизации K = 2 и tэкв = 155oC в соответствии с приведенными выше соотношениями (1), (2), (3). Данные, необходимые для расчетного определения изменения температуры по времени t(rп,τ) в контролируемом слое, ее значения и эквивалентные времена вулканизации F(rп,τ) при заданной эквивалентной температуре tэкв = 155oC, рассчитанные с шагом по времени, равным 300 с, сведены в таблицу. За минимальное время вулканизации исследуемой резиновой смеси под давлением, гарантирующее отсутствие пор, τмин(rп) принимаем значение эквивалентного времени вулканизации F(rп,τ), соответствующее конечному моменту времени нагрева резинового образца τк, т.е. τмин(rп) = F(rп,τк) = 7,7 экв.мин при tэкв = 155oC.
Таким образом, применение сферического образца для определения минимального времени вулканизации резиновых смесей под давлением позволяет повысить точность способа за счет использования в качестве исходной характеристики максимального радиуса (rп) зоны порообразования, величина которой может изменяться непрерывно, в широком диапазоне значений, причем при использовании одного образца.
Заявленный способ, в отличие от известного, позволяет определить минимальное время вулканизации резиновых смесей под давлением τмин(rп), гарантирующее отсутствие пор, при исследовании только одного образца, что значительно снижает его трудоемкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления покрышек пневматических шин | 1985 |
|
SU1326433A1 |
| Способ определения летучих продуктов вулканизации | 1983 |
|
SU1229053A1 |
| ТЕРМИЧЕСКАЯ МОДЕЛЬ КОНТРОЛИРУЕМОГО ОБЪЕКТА | 1997 |
|
RU2120622C1 |
| Устройство для отвода газов из полости пресс-формы | 1984 |
|
SU1235743A1 |
| Способ вулканизации камер пневматических шин | 1986 |
|
SU1324856A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1996 |
|
RU2096175C1 |
| Устройство для неразрушающего контроля резиновых изделий | 1984 |
|
SU1243952A1 |
| Пресс-форма для вулканизации ободных лент автомобильных шин | 1987 |
|
SU1452688A1 |
| УСКОРИТЕЛЬ ВУЛКАНИЗАЦИИ | 1992 |
|
RU2026320C1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1986 |
|
SU1402433A1 |
Предлагаемый способ позволяет определить минимальное время вулканизации резиновых смесей под давлением, гарантирующее отсутствие пор, путем использования для вулканизации массивного образца пресс-формы со сферической формующей полостью. Полученный свулканизованный сферический образец разрезают диаметрально и при наличии пор на срезе измеряют минимальный радиус зоны порообразования. Затем по предложенному соотношению определяют минимальное время вулканизации, гарантирующее отсутствие пор. Предлагаемый способ обеспечивает высокую точность определения минимального времени вулканизации резиновых смесей под давлением, гарантирующего отсутствие пор. 1 ил., 1 табл.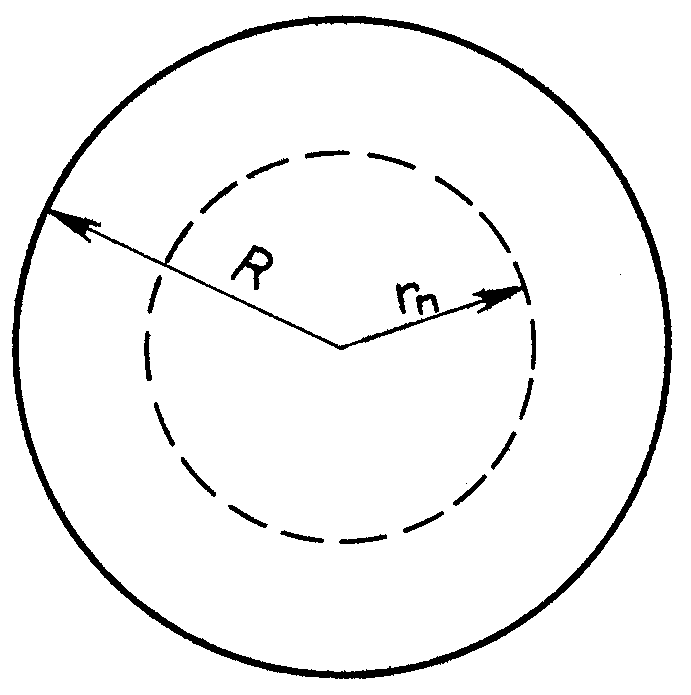
Способ определения минимального времени вулканизации резиновых смесей под давлением, гарантирующим отсутствие пор, при котором в пресс-форме осуществляют вулканизацию массивного образца при заданных давлении, температуре и продолжительности нагрева, извлекают свулканизованный образец из пресс-формы, разрезают его, визуально определяют наличие пор в нем и определяют расчетный показатель степени вулканизации, отличающийся тем, что вулканизацию массивного образца осуществляют в пресс-форме со сферической формующей полостью диаметром 10 - 70 мм, полученный свулканизованный сферический образец разрезают диаметрально и при наличии пор на срезе измеряют максимальный радиус зоны порообразования и определяют минимальное время вулканизации τмин(rп), гарантирующее отсутствие пор, по соотношению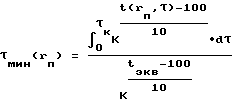
где rп - максимальный радиус зоны порообразования (0 < r < R), мм;
τк - общая продолжительность нагрева резинового образца в пресс-форме, с;
K - температурный коэффициент вулканизации, определяющий изменение скорости вулканизации при изменении температуры на 10 градусов, выбираемый в пределах 1,6 - 2,4 в зависимости от состава резин и уровня температур, безразмерная величина;
t(rп,τ) - изменение температуры в точке с координатой (rп) по времени (τ) oC;
tэкв - постоянная эквивалентная температура, к которой приводятся результаты неизотермической вулканизации, oC, при этом t(rп,τ) определяют по соотношению
t(rп,τ) = tc(τ)-θ[tc(τ)-to],
где tc(τ) - изменение температуры среды по времени, oC;
θ - относительная избыточная температура, безразмерная величина;
t0 - начальная температура образца, oC.
| Зыков М.В | |||
| Технологические аспекты интенсификации режимов вулканизации автомобильных шин | |||
| Автореф | |||
| дис | |||
| на соиск | |||
| уч | |||
| степ | |||
| к.т.н | |||
| - М.: Российская государственная библиотека, N 29068Т, 1990, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для корректировкир режимов вулканизации изделий сложной конфигурации | 1972 |
|
SU467835A1 |
| Способ определения степени вулканизации каучука | 1976 |
|
SU612164A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 3980743 A, 14.09.76 | |||
| EP 0733456 A2, 25.09.96 | |||
| US 4674965 A, 23.07.87. | |||

