Изобретение относится к oo.iacTH иере- )аботки г1О.ти 1ериых материа.мор и предиазиа- чено для отвода газов из полости иресс- формы, в частности ири формовании и вулканизации покрышек пневматических Н1ин.
Цель изобретения - иовышение надежности работы устройства за счет предотвращения забивания его каналов.
На фиг. 1 изображено устройство, смонтированное в иресс-форме для формования и вулканизации покрышек пневматических шин; на фиг. 2 - канал со вставкой; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство для отвода газов из полости пресс-формы содержит вынолненные в теле пресс-формы 1 сквозные каналы 2, со- обп1.аюпше полость пресс-формы с атмосферой, и установленные в каналах 2 с натягом по боковым сторонам цилиндрические вставки 3 с лысками 4. Лыски 4 располо- , жены паклонио к продольной оси вставки 3 с образованием выстуиа 5 на одном из торцов вставки. Вставки 3 выступами 5 об- panieHbi к полости пресс-формы 1. При этом между боковыми стенками каналов 2 и лысками 4 вставок 3 образуются воздушные карманы 6, сужающиеся в направлении от полости пресс-формы наружу, т. е. поперечное сечение карманов 6 у.меньшается с глубиной. Например, при длине вставки 7 мм ширину кармана б на входе выполняют равной 0,3 мм, а на выходе 0,05 мм.
Устр011ство работает следующим образом.
В пресс-форму I закладывается заготовка покр1 п11ки 7 и пресс-форма закрывается. Между заг()то1жой и стенками пресс-формы остается воздух, который при формовании нокрышки вытесняется из полости пресс- (рормы резицовой смесью и выходит через воздушные карманы 6 и каналы 2 в атмосферу. Резиновая смесь заполняет полость пресс-формы и начинает затекать в карманы 6. Затем осуществляется вулканизация. При это.м вследствие лучшей теплопередачи вулканизация резиновой смеси в кар.манах 6 идет быстрее, чем li массиве нокрышки 7. Так как вязкость резиновой смеси велика и увеличивается в процессе вулканизации, а ширина карманов 6 на входе мала (0,3 мм), то резиновая смесь затекает в них мед.тепно и б,пагодаря сужению карманов проникает па глубину не более 1 мм. При выгрузке свулканизованной покрышки из пресс- формы выпрессовки из карманов 6, 6;iaro- даря их клиновой форме, легко удаляются не открываясь от покрьпнки и не засоряя каналы. Выпрессовки, остающиеся на по- крыщке., тонкие (не более 0,3 мм) и короткие (пе бо,лее 1 мм), и поэтому не портят вид покрышки и не обрезки.
При наличии вставок, предлагаемой (|)ор- мы пресс-форму можно чистить через бо,1Ь- шое число варок, а сами вставки легко изготовить .методом штамповки.
А-А
5-5
/ S 5 3 Б
ери г. 2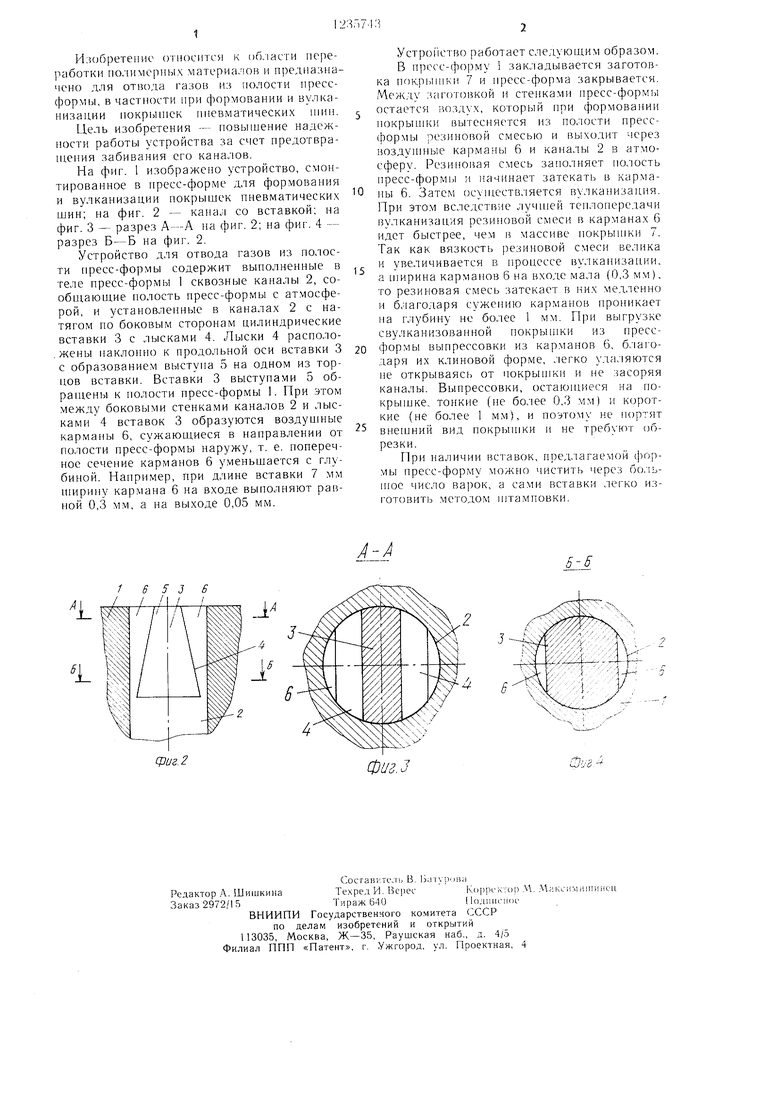
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отвода газов из полости пресс-формы | 1987 |
|
SU1502365A2 |
| Способ изготовления покрышек пневматических шин | 1985 |
|
SU1326433A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU960041A1 |
| Диафрагменный узел для формования и вулканизации покрышек | 1980 |
|
SU897563A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ и ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1970 |
|
SU263127A1 |
| Вулканизатор для покрышек пневматических шин | 1973 |
|
SU451231A3 |
| Диафрагменный узел для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1039732A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU975441A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1985 |
|
SU1265058A1 |
| Устройство для вулканизации покрышек | 1972 |
|
SU445245A1 |

| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Устройство для отбора проб из свободнопадающего потока | 1984 |
|
SU1231421A1 |
| кл | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Шеститрубный элемент пароперегревателя для котлов с жаровыми и прогарными трубами | 1918 |
|
SU678A1 |
| Солесос | 1922 |
|
SU29A1 |
