Настоящее изобретение относится к способу изготовления двухосно ориентированного трубопровода или тюбинга из термопластичного материала, включающему насаживание трубы на оправку при температуре ориентирования материала пластика, при этом оправка имеет расширенную часть, которая создает расширение в направлении окружности трубы, в то время, как после оправки к трубе прикладывают осевое тяговое усилие, и двухосно ориентированную трубу охлаждают и после оправки трубу подвергают калибровке ее наружных размеров. В контексте настоящего изобретения термин "труба" также относится к продуктам или изделиям рукавного типа.
Задачей двухосной ориентации пластического материала трубы, также известной как двухосное волочение, или двухосное протягивание трубы, является улучшение свойств трубы через ориентирование молекул пластикового материала в двух взаимно перпендикулярных направлениях. В случае одного известного способа двухосное ориентирование осуществляют путем насаживания трубы на оправку, в результате которого труба деформируется. До оправки трубе сообщают соответствующую температуру ориентирования. На практике распределение температуры внутри стенки трубы находится в диапазоне, пригодном для двухосного ориентирования молекул пластического материала трубы.
В известном способе трубу насаживают на оправку посредством оказания воздействия аксиального тягового усилия на трубу ниже по потоку за оправкой. Оправка имеет расширенную часть, которая производит увеличение размеров в направлении окружности трубы. Факт, что трубу пропускают по этой расширенной части, по существу, определяет ориентацию пластмассы в направлении окружности трубы. Аксиальное тяговое усилие, по существу, определяет ориентацию в осевом направлении. Двухосную ориентацию закрепляют (замораживают) путем охлаждения трубы.
Способ, раскрытый в преамбуле, известен, например, из патента 093/19924. В этой публикации описано, как посредством пресса для выдавливания изготавливают трубу с цилиндрической стенкой. Глядя в направлении движения трубы, массивную недеформируемую оправку с конической расширенной частью располагают ниже по потоку от упомянутого пресса. Трубу насаживают на оправку при температуре ориентирования, соответствующей рассматриваемому материалу пластика, посредством аксиального тягового усилия, воздействующего на трубу за оправкой. На уровне сбегающей части оправки трубу охлаждают снаружи для фиксации полученной ориентации.
Для того, чтобы гарантировать, что окончательно изготовленная двухосно ориентированная труба имеет требуемые наружные размеры - в этом случае наружный диаметр - с достаточной точностью - в данной публикации предложено располагать ниже по потоку за оправкой между оправкой и натяжным устройством вакуумную калибровочную гильзу. Трубу протягивают через эту калибровочную гильзу, в ходе этого протягивания труба присасывается к внутренней стенке калибровочной гильзы посредством вакуума, создаваемого источником вакуума. В результате этого труба вытягивается там в направлении окружности до тех пор, пока не достигает наружного диаметра, определяемого внутренней стенкой калибровочной гильзы. Для обеспечения возможности вытягивания трубы последнюю нагревают в этом известном способе. Нагрев осуществляют посредством нагревания калибровочной гильзы.
Способ калибровки наружных размеров двуосно ориентированной трубы по известному способу имеет недостатки. В частности, установлено, что двухосная ориентация пластикового материала трубы, производимая в процессе прохождения по оправке, нежелательным образом нарушается как вследствие увеличения наружных размеров трубы в процессе калибровки, так и вследствие нагревания, применяемого к трубе в процессе калибровки.
Задачей настоящего изобретения является исключение вышеупомянутого недостатка, а также создание способа, который включает точную регулировку наружных размеров трубы.
Эта задача решается посредством способа, типа описанного в преамбуле, который отличается тем, что на некотором расстоянии ниже по потоку за оправкой трубу протягивают через калибровочное отверстие, ограниченное калибровочным средством, при этом калибровочное отверстие таково, что оно производит редуцирование или уменьшение наружных размеров трубы. Калибровочное средство может быть выполнено в форме, например, массивной волочильной доски с выполненным в ней калибровочным отверстием, или в виде множества валков, которые вместе ограничивают калибровочное отверстие. С этой точки зрения важно знать, что труба будет усаживаться ниже по потоку за оправкой вследствие охлаждения, в частности, производимого охлаждающим средством, установленным в этом месте. Эта усадка происходит и в случае способа согласно настоящему изобретению и в случае способов, уже известных. Для того, чтобы произвести эффективное редуцирование наружных размеров трубы, рассматриваемое, согласно настоящему изобретению, редуцирование должно, следовательно, вести к меньшим наружным размерам, чем наружные размеры, которые труба должна приобрести при обеспечении возможности ее возможной усадки.
В противоположность вышеописанному способу, калибровочное средство производит редуцирование наружных размеров трубы. Поскольку теперь происходит редуцирование наружных размеров, нет необходимости в нагревании трубы и/или калибровочного средства, что является выгодным при обеспечении рассматриваемой двухосной ориентации.
В случае способа согласно настоящему изобретению поперечное сечение трубы подвергают прогрессивному редуцированию между оправкой и калибровочным отверстием. Способ, которым осуществляют упомянутое здесь редуцирование, в частности, скорость, при которой оно осуществляется, может благоприятно использоваться для регулирования процесса двухосного волочения или двухосного протягивания, как это следует из зависимых пунктов формулы и соответствующего описания.
Труба также встречает сопротивление в момент, когда она проходит через калибровочное средство. Это сопротивление также может выгодно использоваться для регулирования процесса двухосного протягивания.
Следует обратить внимание на то, что в Европейском патенте EP 0157601 описан способ типа упомянутого в преамбуле, в котором за расширенной частью оправки трубу, подлежащую ориентированию, протягивают через волочильную доску, лежащую вокруг сбегающей части оправки. Ясно, что эта волочильная доска не служит в качестве калибровочного средства наружных размеров трубы после того, как труба покидает оправку, как в случае настоящего изобретения. Напротив, в патенте EP 0157601 описано взаимодействие между волочильной доской и частью оправки, лежащей внутри ее, для получения двухосной ориентации пластического материала трубы.
В случае способа согласно настоящему изобретению очень полезно, чтобы расстояние между оправкой и калибровочным отверстием было регулируемым. Для этой цели необходимо, конечно, чтобы калибровочное средство было подвижным относительно оправки, что очень просто осуществить.
Расстояние между оправкой и калибровочным отверстием предпочтительно регулируется в зависимости от характеристик, измеренных за калибровочным отверстием, в частности, от наружных размеров двухосно ориентированной трубы.
Расстояние между оправкой и калибровочным отверстием предпочтительно увеличивают, если измеренные наружные размеры двухосно ориентированной трубы меньше, чем требуемые наружные размеры, и расстояние между оправкой и калибровочным отверстием уменьшают, если измеренные наружные размеры больше, чем требуемые наружные размеры трубы.
В предпочтительном варианте способа, согласно настоящему изобретению, калибровочное средство является охлаждаемым. Трубу, предпочтительно, также охлаждают дополнительно, когда она находится за калибровочным средством. Воздействие усадки трубы, вызванное этим охлаждением, на наружные размеры трубы можно определить, например, экспериментально и использовать при определении или регулировании размеров калибровочного отверстия, которые необходимы для получения требуемых наружных размеров трубы.
В варианте способа, согласно настоящему изобретению, ниже по потоку за оправкой трубу протягивают через несколько калибровочных отверстий, расположенных одно за другим и ограниченных калибровочным средством, при этом каждое калибровочное отверстие таково, что оно производит дополнительное редуцирование наружных размеров трубы. Это означает, что редуцирование за один проход через калибровочное отверстие ограничено, что во многих случаях является выгодным с точки зрения воздействия упомянутого редуцирования на двухосную ориентацию, достигнутую в случае оправки.
Изобретение поясняется более подробно со ссылкой на чертеж, на котором изображен вид сверху части опытного варианта устройства, согласно изобретению, для изготовления двухосно ориентированного трубопровода или тюбинга, который уместен для пояснения изобретения.
Чертеж основан на применении, в котором трубу с гладкой цилиндрической стенкой изготавливают из термопластичного материала. Должно быть понятно, что идея изобретения и описанные здесь решения также могут быть использованы для изготовления трубчатых секций с различным поперечным сечением путем адаптирования в случае необходимости варианта решений, описанных в настоящем описании.
На чертеже изображена часть трубы 1 (в продольном сечении), изготовленной из термопластика, при этом труба изготовлена непрерывным процессом посредством пресса для выдавливания (не показан). Ниже по потоку, за прессом, пластиковый материал трубы 1 доводят посредством средства регулирования температуры (не показано) до температуры, пригодной для двухосного ориентирования, например, посредством охлаждения воздухом или водой.
Пластиковый материал отпущенной трубы двухосно ориентируют (протягивают) путем последовательного насаживания трубы 1 на оправку 3, закрепленную посредством натяжного элемента 2 к прессу. Оправка 3 имеет цилиндрическую набегающую часть 4, коническую расширенную часть 5 и немного скошенную сбегающую часть 6.
Для насаживания трубы 1 на оправку 3 ниже по потоку за оправкой предусмотрено натяжное устройство (не показано) для оказания воздействия осевого тягового усилия на трубу 1. Выше по потоку перед оправкой также может быть предусмотрен толкатель для оказания воздействия толкающего усилия на трубу 1.
Для того, чтобы закрепить двухосную ориентацию молекул пластикового материала трубы 1 во время прохождения по оправке 3, трубу подвергают воздействию наружного охлаждения за расширенной частью оправки 3. Для этой цели в этом месте установлено схематически показанное охлаждающее устройство, например, сопла для разбрызгивания охлаждающей воды.
На некотором расстоянии ниже по потоку за оправкой 3 размещено калибровочное и охлаждающее устройство 10, согласно изобретению, которое будет пояснено ниже. Калибровочное и охлаждающее устройство 10 содержит волочильную доску 11, выполненную в форме металлического диска с центральным калибровочным отверстием 12. Волочильная доска 11 установлена с возможностью скольжения по направляющим балкам 13 закрепленной рамы калибровочного устройства 10 таким образом, что расстояние между волочильной доской 1 и оправкой 3 может быть установлено в заданных пределах. Калибровочное устройство 10 содержит показанный схематически блок перемещения 14 для перемещения волочильной доски 11.
К волочильной доске 11 прикреплены кронштейны 15 с соплами для разбрызгивания охлаждающей среды 16 для охлаждения двухосно ориентированной трубы 1 во время и после ее прохождения через волочильную доску 11. Охлаждающая среда, например, вода, подается к соплам для разбрызгивания 16, посредством трубопровода 17. Охлаждающая среда собирается в баке 18, размещенном вокруг калибровочного и охлаждающего устройства 10.
Диаметр калибровочного отверстия 12 волочильной доски 11 выбирается таким образом, чтобы наружный диаметр трубы редуцировался при ее прохождении сквозь волочильную доску 11. Редуцирование наружного диаметра, производимое волочильной доской 11 относительно наружного диаметра трубы 1 в момент, когда труба покидает оправку 3, больше, чем редуцирование наружного диаметра трубы 1, полученное в результате, вследствие охлаждения трубы на пути между оправкой 3 и калибровочным отверстием 12. Другими словами, волочильная доска оказывает эффективное воздействие на трубу 1, редуцируя вследствие этого наружный диаметр трубы 1. За счет обеспечения дополнительной усадки трубы 1 после того, как она покидает калибровочное отверстие, диаметр упомянутого калибровочного отверстия может быть выбран таким образом, что изготовленная в конце-концов труба 1 приобретает рассматриваемый наружный диаметр с большой точностью.
Настоящее изобретение предусматривает решение эффективного регулирования наружного диаметра двухосно ориентированной трубы 1. С этой целью ниже по потоку за калибровочным устройством 10 помещено показанное схематически измерительное устройство 20. Это измерительное устройство 20 измеряет наружные размеры, в данном случае наружный диаметр трубы 1. Измерительное устройство передает сигнал, характеризующий наружные размеры, в блок регулирования 21, который сравнивает этот сигнал с сигналом, характеризующим требуемые наружные размеры трубы 1. Регулирующий сигнал, основанный на разности между этими двумя сигналами, подается блоком регулирования 21 в устройстве перемещения 14 калибровочного устройства 10. Последнее осуществляет перемещение волочильной доски 11 относительно оправки 3. Если блоком регулирования установлено, что наружный диаметр трубы меньше, чем требуемый наружный диаметр, блок регулирования 21 передает сигнал об увеличении расстояния между оправкой 3 и волочильной доской 11 в блок перемещения 14. Однако, если наружный диаметр трубы 1 больше, чем требуемый наружный диаметр, волочильная доска 11 перемещается в направлении оправки 3.
Основной принцип этого способа может быть объяснен скоростью, с которой редуцируют поперечное сечение трубы. Эта скорость зависит от расстояния между оправкой и волочильной доской 11. Если скорость редуцирования поперечного сечения относительно велика, то, как установлено, предельное редуцирование диаметра больше, чем предельное редуцирование диаметра при более низкой скорости (большее расстояние между оправкой и волочильной доской).
Создаваемое волочильной доской 11 сопротивление трубе, проходящей через нее, также может быть выгодно использовано для достижения двухосной ориентации. Хотя эта ориентация, по существу, происходит, когда труба 1 проходит по оправке 3, установлено, что осевое растяжение трубы 1 на пути после прохождения ею волочильной доски 11, оказывает воздействие на окончательно изготовленную трубу 1. В частности, охлаждение трубы можно соответствующим образом регулировать посредством охлаждающего устройства 10 с тем, чтобы охлаждать двухосно ориентированную трубу 1 на пути между оправкой 3 и волочильной доской. Это приводит к возрастанию сопротивления, создаваемого волочильной доской 11, проходящей через нее трубе 1. Это изменение сопротивления в сочетании с воздействием тягового усилия, оказываемым на трубу 1, приводит к изменению осевого растяжения трубы 1. Этот способ изменения осевого растяжения в трубе 1 может быть выгодно использован для достижения рассматриваемой двухосной ориентации.
Способ изготовления двухосно ориентированного трубопровода или тюбинга из термопластичного материала. Способ включает насаживание трубы на оправку при температуре ориентации материала пластика. При этом оправка имеет расширенную часть, которая создает расширение в направлении окружности трубы. К трубе прикладывают осевое тяговое усилие. Затем двухосно ориентированную трубу охлаждают и производят калибровку наружных размеров. На некотором расстоянии от оправки трубу протягивают через калибровочное отверстие. Калибровочное отверстие ограничено калибровочным средством. Калибровочное отверстие производит уменьшение наружных размеров трубы. Способ позволяет получать ориентированную трубу с точными наружными размерами. 1 с. и 5 з.п.ф-лы, 1 ил.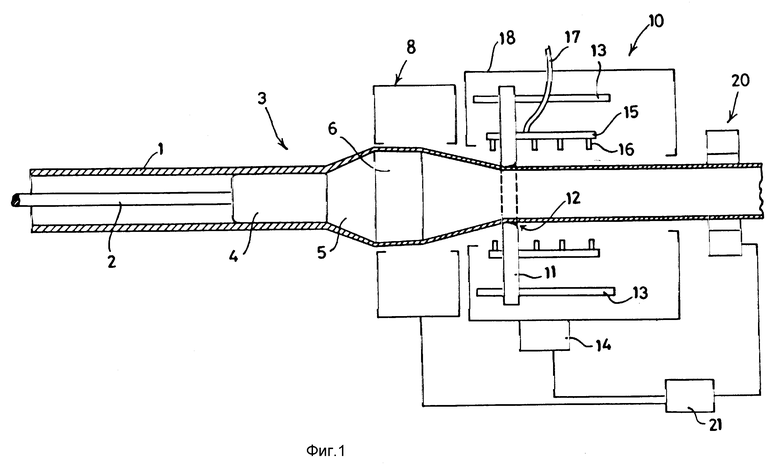
| 0 |
|
SU157601A1 | |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 5152335 A, 29.09.92 | |||
| ШАРИКОВИНТОВОЙ ПРИВОД | 2001 |
|
RU2225551C2 |
| Способ двухосной ориентации труб из термопластических материалов | 1961 |
|
SU149558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИАКСИАЛЬНО ТЯНУТЫХ ТРУБ ИЗ ТЕРМОПЛАСТА | 1991 |
|
RU2011528C1 |

