Изобретение относится к переработке полимеров и к изготовлению биаксильно тянутых труб из термопласта, в частности поливинилхлорида.
Известен способ изготовления биаксиально тянутых труб из термопласта, заключающийся в формовании заготовки из высоковязкого синтетического материала с помощью управляемого или регулируемого по производительности экструдера с экструзионной трубной головкой и вытягивании заготовки посредством оправки с цилиндрической приемной частью, конической расширительной частью и цилиндрической вытягивающей частью и управляемого по скорости вытягивающего средства, причем в зоне приемной части оправки заготовку темперируют до температуры вытяжки с помощью охватывающей заготовку темперирующей ванны, а в зоне вытягивающей части заготовку охлаждают посредством охладительной ванны.
В указанном способе могут реализовываться определенные степени ориентирования молекул синтетического материала в осевом направлении и в окружном направлении трубы, например с осевым ориентированием в диапазоне 20% и окружным ориентированием, превышающим 30% . Определенная таким образом растяжка обеспечивает существенное улучшение механических характеристик и при заданных механических характеристиках существенную экономию материала. В частности для известного решения является действительным следующее: определенное ориентирование или растяжка в трубе из синтетического материала, производимой на известной установке постоянно требует также определенного температурного распределения в растягиваемой стенке трубы. При этом в рамках известного решения необходимо обеспечить гомогенное температурное распределение в растягиваемой стенке трубы, что может достигаться простым образом. Например, регулировка температуры осуществляется изнутри и снаружи в зоне удлиненной принимающей части. Внутреннее темперирование осуществляется за счет того, что направляют через приемную часть растяжной оправки теплообменную среду надлежащей температуры. Наружное темперирование осуществляется за счет того, что трубу из синтетического материала направляют в целом через охладительную ванну, причем емкость для ванны может быть разделена на несколько камер, которые оборудованы для обеспечения различных температур. Если гидравлическое средство для скольжения вводят уже в квазижидкостную зону термопластифицированного синтетического материала, то устанавливается увлекаемый поток средства для скольжения. Этот увлекаемый поток средства для скольжения, размещенный между приемной частью и внутренней стенкой трубы, дополнительно способствует теплопередаче. Одновременно достигается то, что все объемные элементы растягивающейся трубы перемещаются с одинаковой скоростью (без внутреннего массообмена), что поддерживает определенное распределение температуры и его поддержание в растягиваемой трубе. Подготовленная таким образом труба с ее определенным и по возможности гомогенным температурным распределением претерпевает растяжку или ориентирование молекул синтетического материала практически без трения скольжения между внутренней стенкой трубы и расширительной оправкой, так как перемещение постоянно происходит по средству для скольжения, принимающему форму увлекаемого клина средства для скольжения. При этом труба увлекает с собой этот увлекаемый клин средства для скольжения, если обеспечивает то, чтобы расширение и при этом охлаждение ее производились слишком мгновенным образом. Увлекаемый клин средства для скольжения образует в продольном разрезе как бы наклонную плоскость и гидравлическую подушку. Предотвращается то, что увлекаемый клин средства для скольжения как бы прерывается в переходной зоне между цилиндрической приемной частью и конической расширительной частью. Сам увлекаемый поток средства для скольжения продолжается до цилиндрической вытягивающей части растяжной оправки. Указание на "образование увлекаемого потока средства для скольжения" говорит также о количестве введенного средства для скольжения. В месте ввода гидравлическое средство для скольжения должно присутствовать в большей или меньшей степени не под давлением. Это является действительным в частности, при вводе в квазижидкостную зону. Следовательно, гидравлическое средство для скольжения совместно увлекается, а не вводится под давлением между трубой и растяжной оправкой. Это не исключает то, что средство для скольжения будет вводиться под давлением в соответствующие подводящие каналы для того, чтобы преодолевать потери на трение в подводящих каналах. Действие гидравлического средства для скольжения в рамках известного решения является гидродинамическим, а не гидростатическим. Как уже упоминалось, темперирование трубы из синтетического материала ввиду целесообразности осуществляют изнутри наружу, а именно в зоне удлиненной приемной части. Приемная часть имеет такую длину, что это темперирование достигается до достаточно определенного и гомогенного температурного распределения. В зоне конической расширительной части труба тогда практически находится в атмосфере спокойного воздуха. Однако здесь также можно производить охлаждение с помощью жидкого охлаждающего средства. В любом случае трубу энергично охлаждают в зоне вытягивающей части, благодаря чему увлекаемый клин средства для скольжения имеет существенное уменьшение его толщины. Это охлаждение вызывает сильную усадку трубы. Усадка действует как бы в качестве сальника и предотвращает то, что растянутая труба в существенном объеме будет увлекать с собой средство для скольжения. В результате достигается то преимущество, что трубы из термопласта могут биаксиально растягиваться определенным образом и с точно заданными также очень большими степенями растяжки, причем молекулы имеют описанное биаксиальное ориентирование. Одновременно достигается очень точная калибровка внутреннего диаметра расширенной за счет растяжки трубы. Степени ориентирования в рамках известного решения не могут регулироваться в производственных условиях без дополнительных мероприятий. Также могут возникать неконтролируемые мешающие отклонения от заданных величин.
В основе изобретения лежит задача осуществлять описанный способ таким образом, чтобы повысить эффективность процесса и чтобы степень ориентирования можно было выбирать в производственных условиях и удерживать с малыми допусками по меньшей мере в осевом направлении, но преимущественно также в окружном направлении.
Для решения этой задачи предлагается, чтобы в зоне за охладительной ванной располагался спектpометр Рамана, работающий с лазерными волнами, что частоту лазерных волн согласуют с используемым синтетическим материалом и энергию лазерных волн согласуют с толщиной стенки изготовленной трубы таким образом, что помимо рассеянной или отраженной синтетическим материалом излученной волны от трубы испускается обратно, по меньшей мере, одна волна, соответствующая спектральной линии Рамана, и что на основании свойств рассеянной на трубе, соответственно отраженной от нее и/или испущенной от нее обратно, волны определяют степень осевого ориентирования молекул синтетического материала. В соответствии с предпочтительной формой осуществления изобретения работают со спектрометром Рамана, излучающим монохроматические лазерные волны.
Согласно изобретению, в зоне за охладительной ванной располагают спектрометр Рамана, работающий с лазерным светом, частоту которого согласуют с соответствующим синтетическим материалом таким образом, что без модификации образца получают надлежащий спектральный диапазон спектра рассеяния Рамана. Этот спектр измеряют в отношении различных геометрий рассеяния X/АВ/ и Y/АВ/. При этом X, Y обозначают направления падающего лазерного луча и рассеянного света, тогда как А, В обозначают их соответствующие поляризации. Интенсивность и/или поляризация могут быть оценены. Тензор переходной поляризуемости может содержать до шести независимых компонентов, так что на основании спектра Рамана в принципе можно получать детальную информацию об эффектах ориентирования. Дополнительно могут устанавливаться обусловленные обработкой морфологические измерения. Соотношения деполяризации и чувствительные по отношению к осевому ориентированию макромолекул относительные интенсивности Рамана подводят к вычислительной машине и сравнивают в ней с программируемыми номинальными величинами для осевого ориентирования молекул синтетического материала. Производительность экструдера синтетического материала и/или скорость вытягивающего средства регулируют в соответствии с разностью между номинальной и фактической величинами.
В изобретении исходят из того, что при изготовлении экструдированных труб из синтетического материала, в частности из поливинилхлорида, могут использоваться линии Рамана в качестве измерительной величины для осевого ориентирования или окружного ориентирования полимерных цепочек, когда используют лазерную волну соответствующей частоты. Частоту выбирают таким образом, что лазерные волны возбуждают настолько малую флюоресценцию, насколько это возможно и достаточно глубоко проникают в трубу из синтетического материала, так что как бы осуществляется интегрированное измерение без того, чтобы результат измерения искажался за счет текстур поверхности. Эффект Рамана известен. Когда монохроматический свет падает на среду, большая часть рассеянного света имеет ту же частоту (центральная линия Рэлея), что и падающий лазерный луч, тогда как намного меньшая часть имеет спектральные компоненты, смещенные относительно максимума Рэлея. Разница частот между активными линиями Рамана и центральной линией Рэлея обозначается как смещение линии эффекта Рамана. Оно является независимым от частоты падающей лазерной волны и определяется только структурой и соответствующим состоянием рассеивающих молекул - классически выражаемых за счет их поляризуемости. Поэтому спектральные линии эффекта Рамана являются характерными для рассеивающих молекул и могут зондировать трехкоординатные симметрии. Описанным образом с помощью лазерного луча соответствующей частоты и с помощью спектральных линий Рамана соответственно их поляризации можно делать четкий вывод об ориентировании соответствующих молекул. Следовательно, изобретение создает возможность при производстве трубы из поливинилхлорида выбирать в производственных условиях и удерживать с малыми допусками степень ориентирования, по меньшей мере, в осевом направлении, но преимущественно также в окружном направлении.
При симметричных растяжках или гибках ориентирование цепочек и структурное варьирование могут вероятно достигаться легче. Могут использоваться относительные интенсивности полос и отдельных зон для того, чтобы получить информацию о структуре в биаксиально растянутых трубах из синтетического материала. В частности эти величины исследуются на различные ориентирования осей растяжки, отнесенные к плоскости рассеяния, то есть поляризация падающего лазерного луча направляется в осевом направлении и/или окружном направлении. Для подавления мешающей флюоресценции имеет решающее значение предотвращение ее возбуждения, а именно либо за счет выбора соответствующей лазерной частоты в видимом диапазоне, либо за счет использования требующей меньших затрат техники Рамана с преобразованием Фурье. Согласно этой технике в качестве источника излучения используют инфракрасный лазер с непрерывной волной и используют интерферометр преобразования Фурье для записи спектра Рамана. Окончательная структура, а также условия опыта главным образом зависят от цвета труб из поливинилхлорида.
В частности в рамках изобретения имеется много возможностей для осуществления способа. Одна форма осуществления отличается тем, что интенсивность испускаемой обратно соответствующей спектральной линии Рамана волны измеряют в качестве фактической величины для осевого ориентирования молекул синтетического материала, а также подводят к вычислительной машине и в вычислительной машине сравнивают с задаваемыми номинальными величинами для осевого ориентирования молекул синтетического материала, что производительность экструдера синтетического материала и/или скорость вытягивающего средства регулируют в соответствии с разностью между номинальной величиной и фактической величиной. Следующая форма осуществления отличается тем, что работают с поляризованными лазерными волнами и что определяют изменение поляризации рассеянной, соответственно отраженной, или испущенной обратно волны по отношению к поляризации падающей волны в качестве меры для осевого ориентирования молекул синтетического материала. Предпочтительная форма осуществления в этой взаимосвязи отличается тем, что измеряют поляризацию рассеянной, соответственно отраженной, и/или испущенной обратно волны в качестве фактической величины для осевого ориентирования молекул синтетического материала, а также подводят к вычислительной машине и сравнивают в вычислительной машине с задаваемыми номинальными величинами для осевого ориентирования молекул синтетического материала, и что производительность экструдера синтетического материала и/или скорость вытягивающего приспособления регулируют в соответствии с разностью между номинальной величиной и фактической величиной. Способ измерения, при котором работают с поляризованными лазерными волнами, также обозначается в качестве эллипсометрического способа измерения. Описанные приемы также могут использоваться для регулирования или управления окружным ориентированием, а именно за счет того, что соответственно измеряют окружное ориентирование молекул синтетического материала, а также подводят к вычислительной машине и сравнивают в вычислительной машине с задаваемыми номинальными величинами для окружного ориентирования молекул синтетического материала, а также регулируют температуру охладительной ванны и/или температуру темперирующей ванны и/или растяжной оправки в соответствии с разностью между номинальной величиной и фактической величиной.
Следующее осуществление способа, согласно изобретению, для установления или регулировки осевого ориентирования отличается тем, что с целью установления или регулирования осевого ориентирования молекул синтетического материала регулируют температуру охладительной ванны и/или температуру темперирующей ванны, и/или растяжной оправки в соответствии с разностью между номинальной величиной и фактической величиной. В отношении окружного ориентирования в этой степени можно действовать таким образом, чтобы помимо этого с целью установления или регулировки окружного ориентирования молекул синтетического материала регулировалась производительность экструдера синтетического материала и/или скорость вытяжного средства в соответствии с разностью между номинальной величиной и фактической величиной. Во всех случаях рекомендуется работать с лазерными волнами в инфракрасном диапазоне. В рамках изобретения находится работа с диффузными лазерными волнами, при этом измеряют интенсивность испущенной обратно спектральной линии эффекта Рамана в окружном направлении трубы и/или в радиальном направлении трубы и оценивают эти интенсивности в качестве меры для ориентирования молекул в этом направлении.
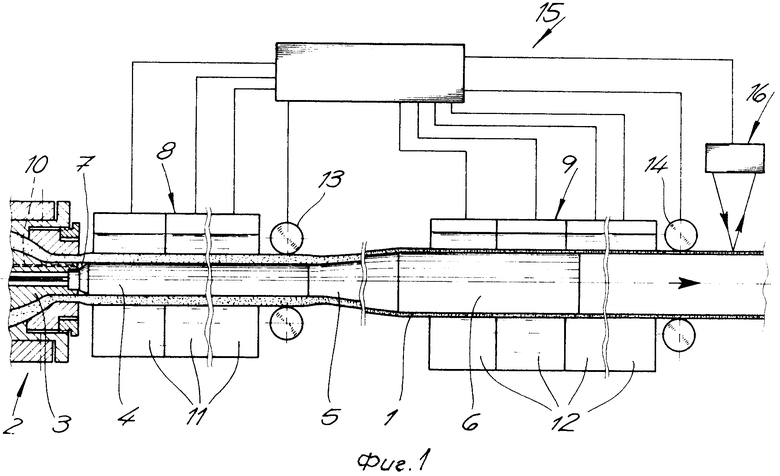
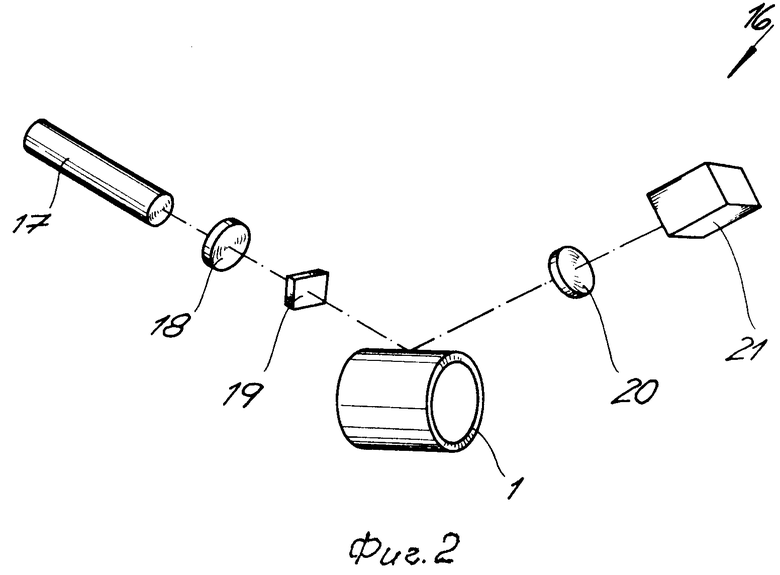
На фиг. 1 показан продольный разрез установки, оборудованной для осуществления способа согласно изобретению; на фиг. 2 - схема спектрометра Рамана, с которым работают на установке согласно фиг. 1.
Установка, изображенная на фиг. 1, служит для биаксиальной растяжки трубы 1 из растягиваемого синтетического материала, причем трубу 1 в виде квазижидкости в высоковязком состоянии выдавливают под давлением из экструзионной трубной головки 2 с помощью экструзионной оправки 3, темперируют и вытягивают через растяжную оправку 4, 5, 6, состоящую из цилиндрической приемной части 4, конической расширительной части 5 и цилиндрической вытягивающей части 6, а также охлаждают снаружи и при этом упрочняют до образования устойчивой трубы. Перед экструзионной головкой 2 установлен неизображенный на чертежах шнековый пресс для синтетического материала. Приемная часть 4 присоединена к экструзионной головке 2 (и тем самым существенно удлинена по сравнению с известными формами осуществления в сторону экструзионной головки 2). Предусмотрено приспособление 7 для ввода гидравлического средства для скольжения между трубой 1 и растяжной оправкой 4, 5, 6. В зоне удлиненной приемной части 4 расположена охватывающая приемную часть растяжкой оправки 4, 5, 6 и тем самым растягиваемую трубу 1 темперирующая ванна 8 для темперирования трубы 1 до температуры растяжки, тогда как в зоне 6 растяжной оправки 4, 5, 6 расположена охладительная ванна 9. Приспособление 7 для ввода гидравлического средства для скольжения включает канавку с отверстиями подвода средства для скольжения 10 в экструзионной головке 2, причем эта канавка в направлении вытяжки конически переходит в поверхность приемной части 4. Темперирующая ванна размещена в емкости для темперирования 8 с несколькими темперирующими камерами 11, причем темперирующие камеры 11 могут регулироваться на различную температуру темперирования, при этом в эти камеры 11 вводят соответственно разогретую темперирующую жидкость. В этой степени температура является управляемой или регулируемой. Соответственно охладительная ванна размещена в зоне цилиндрической вытягивающей части 6 в емкости для охлаждения 9, которая также может иметь несколько камер 12. Коническая расширительная часть 5 выполнена с малой конусностью. Ее максимальный диаметр определяет степень растяжки в окружном направлении. Здесь перегиб между обеими частями 4 и 5 в остальной может быть заменен дугой. Вытягивающее средство 13 размещено за емкостью для темперирования 8. Его скорость практически соответствует скорости экструзии. Разность скоростей между этим вытягивающим средством 13 и включенным дополнительно вытягивающим приспособлением 14 определяет степень растяжки в осевом направлении.
В результате достигается то, что трубу 1 темперируют в зоне принимающей части 4, удлиненной до экструзионной головки 2, до температуры растяжки, что в квазижидкостной зоне между трубой 1 и приемной частью 4 вводят гидравлическое средство для скольжения для образования увлекаемого потока средства для скольжения, так что трубу 1 направляют по увлекаемому потоку средства для скольжения. На фиг. 1 изображено в виде блок-схемы устройство регулирования, соответственно управления, 15. Устройство 15 позволяет управлять, соответственно регулировать, скорость экструзии экструдера, вытягивающие приспособления 13, 14 и тем самым регулировать растяжку, температуру жидкости в емкости для темперирования 8 и температуру охлаждающей жидкости в емкости для охлаждения 9. Управление или регулирование осуществляют в соответствии со спектрометром Рамана 16.
На фиг. 2 изображен лазер 17, принадлежащий к спетрометру Рамана, и поляризатор 18. Вслед за поляризатором 18 в направлении луча включена пластина четверти волны 19. Поляризованный свет падает на обозначенную поверхность трубы из синтетического материала 1. При этом испускается спектральная линия Рамана. Эта линия через другой поляризатор 20, работающий в качестве анализатора, падает на фотоэлектрический детектор 21.
Соответствующим образом осуществляется работа в том случае, когда работают не с поляризованными лазерными волнами, а изменяют интенсивность испущенной обратно волны, соответствующей спектральной линии Рамана.
Использование: изготовление биаксиально тянутых труб из термопласта методом экструзии. Сущность изобретения: способ заключается в формовании заготовки с использованием регулируемого по производительности экструдера, растяжной оправки и управляемого по скорости вытягивающего средства. В зоне приемной части оправки расположена ванна для темперирования трубы до температуры растяжки. В зоне вытягивающей части размещена охладительная ванна. За охладительной ванной расположен спектрометр Рамана, работающий с лазерными волнами. Частоту лазерных волн согласуют с используемым синтетическим материалом. Энергию лазерных волн согласуют с толщиной стенки трубы так, что помимо рассеянной или отраженной синтетическим материалом излученной волны от трубы испускается обратно, по меньшей мере, одна волна, соответствующая спектральной линии Рамана. На основании свойств рассеянной на трубе, соответственно отраженной, и/или испущенной обратно волны определяют степень осевого ориентирования молекул синтетического материала. 8 з. п. ф-лы, 2 ил.
