Известен способ производства упрочненных труб из полиэтилена с двухосной ориентацией, в котором трубчатая заготовка, выходящая из экструдера, последовательно проходит от калибрующей насадки через нагревательную ванну и калибруюш.ую насадку большого диаметра для двухосной ориентации.
Известен также способ калибрования труб из полиэтилена, при котором трубчатая заготовка, проходящая через калибрующую насадку, раздувается избыточным давлением воздуха и одновременно охлаждается. .
Указанные способы усложняют процесс непрерывного получения труб и не обеспечивают высокой производительности.
Предлагаемый способ двухосной ориентации труб из термопластических материалов отличается от известных тем, что заготовку пропускают через промежуточный цилиндрический термостатируемый участок для нагрева, благодаря чему производительность процесса увеличивается.
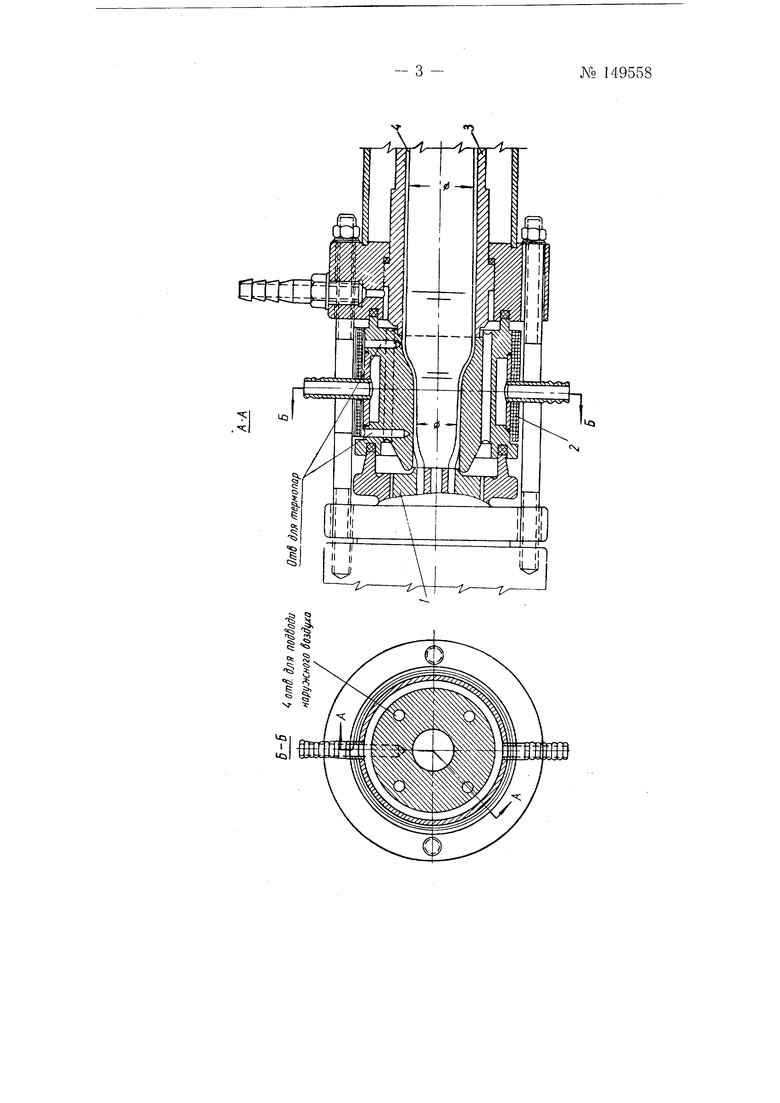
Иа чертеже показана конструкция калибрующего устройства, посредством -которого осуществляется процесс производства труб из термопластических материалов по предлагаемому способу.
Двухосная ориентация толстостенной трубчатой заготовки, выходящей из формующего отверстия экструзионной головки /, осуществляется с помощью переходной цилиндрической вставки при температуре ниже точки плавления кристаллов полиэтилена следующим образом.
Ироходя передний цилиндрический участок переходной вставки,толстостенная трубчатая заготовка приобретает необходимую температуру и затем плавно разду вается избыточным давлением воздуха до размера охлаждаемой калибрующей насадки.
№ 149558
Для точного поддержания определенного температурного режима в переходной цилиндрической вставке предусмотрены специальные K;Jналы для пропускания термостатированной жидкости, каналы для подвода сжатого воздуха, а также предусмотрен наружный электрообогреватель 2. Контроль температуры осуществляется в двух точках.
Подвод сжатого воздуха во внутреннюю полость переходной цилиндрической вставки позволяет избежать прилипания экструдирусмой нз головки трубчатой заготовки к внутренней поверхности этой вставки.
После плавной раздувки трубчатой заготовКи в переходной цилиндрической вставке в насадке 3 происходит окончательное калибрование упрочненной трубь, а также охлаждение стенок трубы 4 от металлической поверхности калибрующей насадки.
Предмет изобретения
Способ двухосной ориентации труб из термоПластг.ческих материалов, например, полиэтилена низкого давления, на экструдере, с калибровкой трубчатой заготовки в калибрующей насадке внутренним избыточным давлением воздуха, отличающийся тем, что, с целью увеличения производительности процесса, заготовку пропускают через промежуточный цилиндрический термостатируемый участок для нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления крупногабаритных цилиндрических изделий из термопластичных полимерных материалов | 1961 |
|
SU145337A1 |
| СПОСОБ НАРУЖНОГО ТЕРМОСТАТИРОВАНИЯ И КАЛИБРОВАНИЯ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1972 |
|
SU330977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ТРУБ С ЦВЕТНЫМИ ПОЛОСАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176596C1 |
| Калибрующая насадка к экструдеру для калибрования труб из термопластов | 1970 |
|
SU309588A1 |
| Устройство для изготовления трубчатых изделий из полимерных материалов | 1988 |
|
SU1620318A1 |
| Устройство для изготовления труб с участками различного диаметра | 1971 |
|
SU442647A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ДВУХОСНООРИЕНТИРОВАННОЙ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ НА ОСНОВЕ ПВХ | 2005 |
|
RU2299810C1 |
| Установка для регулирования толщины стенки экструдируемых труб из термопластов | 1985 |
|
SU1324858A1 |
| Способ изготовления труб из пластмассы | 1973 |
|
SU540557A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ЭКСТРУЗИИ ДАЮЩЕГО УСАДКУ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА | 1989 |
|
RU2022790C1 |