Изобретение относится к прокатному производству и может быть использовано для получения горячекатаных листов, лент и полос из чугуна с шаровидным графитом (ЧШГ).
Известен способ производств листового проката из чугуна, по которому расплав направляют в валки, затем осуществляют нагрев заготовки [1].
Недостатки известного способа состоят в том, что он не обеспечивает высокого комплекса механических свойств и коррозионной стойкости листового проката, а также имеет низкий выход годного.
Техническая задача, решаемая изобретением, состоит в повышении комплекса механических свойств, коррозионной стойкости и увеличении выхода годного.
Указанная техническая задача решается тем, что в способе производства листового проката из чугуна, включающем нагрев заготовки, согласно предложению, используют заготовку из чугуна с шаровидным графитом, нагрев заготовки производят до температуры 750-1100oC и осуществляют ее последующую многопроходную продольную прокатку с обжатием в каждом из проходов 8-55% и с температурой окончания прокатки 720-950oC.
Возможен вариант выполнения способа, по которому после первых 1-5 проходов заготовку поворачивают в плоскости прокатки на угол 90o и прокатывают до конечной толщины.
Также возможен вариант выполнения способа, по которому после окончания прокатки листовой прокат подвергают термической обработке путем нагрева до температуры Аr3 +50-280oC и выдержки при этой температуре в течение 0,4-48 ч.
Сущность изобретения состоит в следующем. Нагрев литой заготовки до температуры 750-1100oC обеспечивает повышение технологической пластичности ЧШГ и протекание рекристаллизации в деформированной микроструктуре аустенита. Приобретенный ресурс технологической пластичности позволяет деформировать ЧШГ продольной прокаткой с обжатием по толщине за проход 8-55%. В процессе деформирования и в периодах между проходами в ЧШГ протекают рекристаллизационные процессы, снятие напряжений деформации, залечивание зародышевых микротрещин. Заготовка из ЧШГ сохраняет способность деформироваться без разрушения и приобретать повышенный комплекс механических и антикоррозионных свойств при температуре окончания прокатки 720- 950oC.
Продольная прокатка в одном направлении из-за однонаправленного пластического течения металла в очаге деформации создает в листовом прокате из ЧШГ текстуру деформирования и анизотропию механических свойств. Поэтому для выравнивания механических свойств заготовку после первых 1-5 проходов можно поворачивать в плоскости прокатки на угол 90o, изменяя направление пластического течения металла.
После завершения горячей продольной прокатки листовой прокат из ЧШГ имеет деформированную рекристаллизованную микроструктуру, содержащую ледебурит, наличие которого ухудшает вязкость и коррозионную стойкость проката. Последующая термообработка по режиму: нагрев до температуры Аr3 +50-280oC с выдержкой в течение 0,4-48 ч, превращает ледебуритные участки в стабильную ферритно-перлитную матрицу с шаровидными включениями графита, что улучшает свойства листового проката из ЧШГ.
Экспериментально установлено, что при температуре нагрева литой заготовки из ЧШГ, меньшей чем 750oC, из-за недостаточной пластичности происходит накопление и развитие трещин, приводящих к ухудшению механических свойств, разрушению проката и снижению выхода годного. Увеличение температуры нагрева более 1100oC приводит к ослаблению границ зерен микроструктуры, ухудшению технологической пластичности, образованию глубоких трещин, особенно по боковым кромкам проката.
При обжатии в каждом из проходов менее 8% не достигается полная проработка пластическим деформированием микроструктуры заготовки на всю толщину, в результате по толщине листового проката формируется неравномерная микроструктура. Это ухудшает механические свойства листового проката и выход годного. Увеличение обжатия более 55% за проход приводит к разрушению заготовки из ЧШГ в валках, значительному снижению выхода годного.
Если заготовку прокатывать без поворота в плоскости прокатки на угол 90o, т. е. не делать даже одного поперечного прохода, то общий уровень механических свойств будет снижен из-за анизотропии, что в некоторых случаях окажет негативное воздействие в последующей переработке листового проката. Увеличение числа проходов более 5 при обжатии в каждом проходе 8-55% не исключает "перекомпенсации" - когда механические свойства листового проката из ЧШГ в поперечном направлении будут превышать механические свойства в продольном направлении, что также нежелательно.
Термическая обработка листового проката из ЧШГ позволяет стабилизировать механические свойства, устранить остаточные напряжения, улучшить коррозионную стойкость листового проката. Если температура термической обработки будет ниже Аr3+50oC или время выдержки при температуре термической обработки будет менее 0,4 ч, то в микроструктуре ЧШГ сохранятся участки ледебурита. Это снизит комплекс механических свойств листового проката. Увеличение температуры более Аr3+280oC или время выдержки более 48 ч ведет к увеличению разнобалльности зерен микроструктуры металлической матрицы, снижению прочности, пластичности и вязкости листового проката из ЧШГ.
Примеры реализации способа
Из ЧШГ, содержащего по массе 2,9% углерода, 1,5% кремния, 0,7% никеля, модифицированного кальцием и церием, отливают плоскую заготовку толщиной 100 мм.
Для ЧШГ данного состава значение критической температуры Аr3=720oC.
Литую заготовку нагревают до температуры Тн=925oC и подвергают продольной прокатке на реверсивном стане кварто с длиной бочки валка 2800 мм. Обжатие по толщине в каждом из проходов устанавливают равным ε = 32%. Толщина заготовки в первых трех проходах изменяется по схеме:
После завершения трех проходов заготовку поворачивают в плоскости прокатки на угол 90o и продолжают ее продольную многопроходную прокатку с обжатием по толщине
ε = 32%. Толщина заготовки при этом изменяется по схеме:
Температуру окончания прокатки в последнем 9-м проходе поддерживают (за счет регулирования темпа прокатки) равной Топ=835oC
После завершения продольной прокатки листовой прокат подвергают термической обработке в газовой печи. Температура нагрева То при термической обработке составляет
Tо=Аr3+165oC=720oC+165oC=885oC,
а время выдержки при температуре То устанавливают равны τ = 24 ч.
Готовый листовой прокат из ЧШГ обладает повышенными механическими свойствами и коррозионной стойкостью, имеет высокий выход годного.
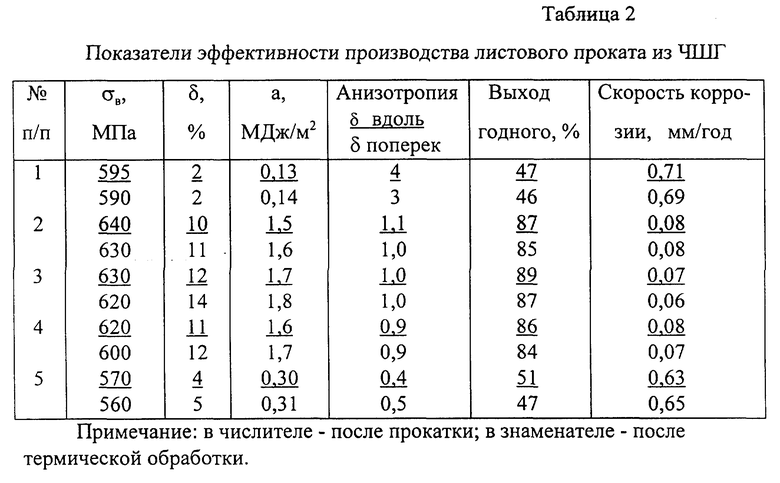
Варианты реализации предложенного способа представлены в табл. 1. В табл.2 даны показатели эффективности различных вариантов производства листового проката из ЧШГ.
Из табл. 1 и 2 следует, что в случае реализации предложенного способа (варианты 2-4) достигается повышение прочности, пластичности, ударной вязкости, коррозионной стойкости листового проката из ЧШГ при минимальной анизотропии механических свойств и максимальном выходе годного.
В случаях запредельного значения заявленных параметров (варианты 1 и 5) комплекс механических свойств и коррозионная стойкость листового проката из ЧШГ снижаются, уменьшается выход годного.
Технико-экономические преимущества предложенного изобретения состоят в том, что оно обеспечивает возможность получения листового проката из ЧШГ с высокими механическими и антикоррозионными свойствами при минимальной отбраковке.
Источник, использованный при составлении описания изобретения
1. Авт.св.СССР N 139910, 1961 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ ТРУБ | 1998 |
|
RU2137564C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1998 |
|
RU2137563C1 |
| СПОСОБ ПРОИЗВОДСТВА ХРОМОНИКЕЛЕВОЙ ЛИСТОВОЙ СТАЛИ | 2006 |
|
RU2303638C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦЕНТРОБЕЖНО-ЛИТОЙ ТРУБЫ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2000 |
|
RU2175986C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2441721C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОГО ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2011 |
|
RU2481407C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2242524C1 |
| Способ производства упрочненного проката | 1990 |
|
SU1786133A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ | 1999 |
|
RU2166389C2 |
| Способ производства ленты из электротехнической стали | 1990 |
|
SU1747513A1 |

Изобретение относится к прокатному производству и может быть использовано для получения горячекатаных листов, лент и полос из чугуна с шаровидным графитом (ЧШГ). Способ включает нагрев литой заготовки. Литую заготовку из ЧШГ нагревают до температуры 750-1100oС и осуществляют ее многопроходную продольную прокатку с обжатием в каждом из проходов 8-55% и с температурой окончания прокатки 720-950oС. Возможны варианты реализации способа, согласно которым после первых 1 -5 проходов заготовку поворачивают в плоскости прокатки на угол 90o и прокатывают до конечной толщины. После окончания прокатки листовой прокат подвергают термической обработке путем нагрева до температуры Аr3+50-280oС и выдержки при этой температуре в течение 0,4-48 ч. Изобретение позволяет повысить комплекс механических свойств, коррозионную стойкость и увеличить выход годного. 2 з.п.ф-лы, 2 табл.
| Способ получения стального листа | 1960 |
|
SU139910A1 |
| US 5325697 A, 05.07.94 | |||
| Способ прокатки листов с гексагональной структурой | 1987 |
|
SU1435335A1 |
| Способ прокатки металлов | 1982 |
|
SU1068180A1 |

