Предлагаемый способ относится преимущественно к машиностроению и может быть применен при выборе режима операций по уменьшению остаточных напряжений, например проковки сварных швов, термообработки (отпуска), или вибрационной обработки сварных изделий.
Известны способы снятия остаточных напряжений в сварных соединениях с помощью общей термообработки (отпуска), при которой сваренное изделие помещают в печь [1].
Известны также способы снятия остаточных напряжений в сварных конструкциях путем местной термообработки (отпуска) с нагревом индуктором или сварочной дугой. В последнем случае [2] дуговой нагрев шва производят в осевой плоскости стыка при перемещении горелки относительно трубы с одновременным охлаждением трубы изнутри. Режим нагрева определяют по формуле в зависимости от радиуса и толщины стенки трубы.
Известен способ снятия напряжений, при котором сварную конструкцию подвергают вибрационному нагружению [3], причем нагрузку назначают из условия, что сумма максимальных остаточных напряжений и напряжений от вибрационной нагрузки больше предела циклической ползучести конструкций, но меньше предельного напряжения цикла. В процессе нагружения по мере снижения остаточных напряжений величину нагрузки увеличивают.
Известно также [4] применение для снижения остаточных напряжений в сварных конструкциях проковки и поверхностного наклепа металла сварных швов, импульсивной обработки взрывом, прокатки зоны сварных соединений.
Все эти способы позволяют частично или полностью устранять остаточные напряжения в сварных соединениях, что повышает работоспособность сварных конструкций. Однако общим недостатком этих способов является сложность определения режима операций, обеспечивающего наибольшее снижение внутренних напряжений при наименьшей трудоемкости обработки. Косвенные методы определения параметров режима обработки [2, 3] путем расчета не позволяют судить о истинном снижении уровня остаточных напряжений в сварном соединении.
Наиболее достоверным способом определения эффективности режима операции по снижению остаточных напряжений является сравнение абсолютного или относительного значения напряжений в обрабатываемом сварном соединении до и после обработки.
Известен способ определения остаточных напряжений в сварных соединениях [5], при котором в зоне сварного шва высверливают отверстие и определяют уровень и картину распределения напряжений в области этого отверстия с помощью голографической интерферометрии. Этот способ позволяет точно определять уровень напряжений и раздельно измерять компоненты вектора перемещений участков детали в зоне отверстия под действием остаточных напряжений. Однако он трудоемок и требует специального сложного оборудования, что делает его малопригодным для оперативного определения эффективности режимов операций по снятию остаточных напряжений и для выбора этих режимов.
Известен также способ определения остаточных напряжений в сварных соединениях [6]. По этому способу наносят на образец измерительные базы, образец сваривают, фиксируя термический цикл сварки, разрезают образец на полосы, измеряют деформации. По термическому циклу устанавливают максимальную температуру, строят ее изотермы для двух соседних положений при перемещении источника нагрева, находят срединную между ними изотерму, определяют для каждой базы угол между перпендикуляром и касательными в точках пересечения с базами, определяют коэффициент, учитывающий изменение расстояния между соседними положениями изотермы при перемещении источника тепла и вычисляют остаточные напряжения.
Этот способ также позволяет определять на образцах, имитирующих сварное изделие, величину остаточных напряжений. Однако он требует выполнения сложных измерений и вычислений, что увеличивает его трудоемкость. Кроме того, способ ограниченно учитывает особенности конструкции конкретной детали, для которой выбирается режим операции для снятия напряжений. Этим способом трудно, например, определить суммарную величину напряжений в узлах форменной или каркасной конструкции, он более удобен для листовых конструкций.
Технической задачей изобретения является уменьшение трудоемкости и повышение достоверности определения эффективности режимов операций по снятию остаточных напряжений в сварных конструкциях.
Сущность предлагаемого способа заключается в том, что сваривают образец - имитатор сварного соединения из материала обрабатываемого сварного узла, разрезают его после сварки и по величине деформации элементов образца судят о уровне остаточных напряжений. В отличие от прототипа образец сваривают в виде прямоугольной рамки, внутрь рамки в ее середине устанавливают под углом 5. . .30o к плоскости рамки перекладину, приваривают один ее конец к поперечине рамки, прилагают к свободному концу перекладины усилие и вводят перекладину в плоскость рамки. Затем приваривают второй конец перекладины ко второй поперечине рамки, после чего перекладину разрезают, располагая разрез на расстоянии 10...50 мм от внутренней поверхности второй поперечины и измеряют угол между перекладиной и плоскостью рамки. Аналогично сваривают второй образец, подвергают его операции по снятию остаточных напряжений, например термообработке (отпуску) на ориентировочном режиме этой операции. После этого разрезают перекладину второго образца так же, как перекладину первого образца и измеряют угол между перекладиной и плоскостью рамки образца. О эффективности выбранного режима операции по снятию напряжений судят по разности углов между поперечинами и плоскостями рамок первого и второго образцов.
Такая совокупность признаков позволяет уменьшить трудоемкость определения эффективности режимов операций по снижению остаточных напряжений в сварных соединениях, поскольку образцы - имитаторы просты по конструкции и легко изготавливаются, например из труб или уголков, либо полос в зависимости от особенностей сварных изделий, которые ими имитируются. Предлагаемый способ не требует затрат времени на расчеты напряжений или на расшифровку полученных данных (например голограмм или интерференционных картин на их снимках), так как сравнительная оценка изменения уровня напряжений производится по результатам 2...4 измерений одного параметра - угла между перекладиной и плоскостью рамки образца. При этом практически исключаются ошибки и неточности неизбежные при большом количестве измерений и допущения, необходимые при вычислениях. Это повышает достоверность результатов определения эффективности режимов операций по снятию остаточных напряжений.
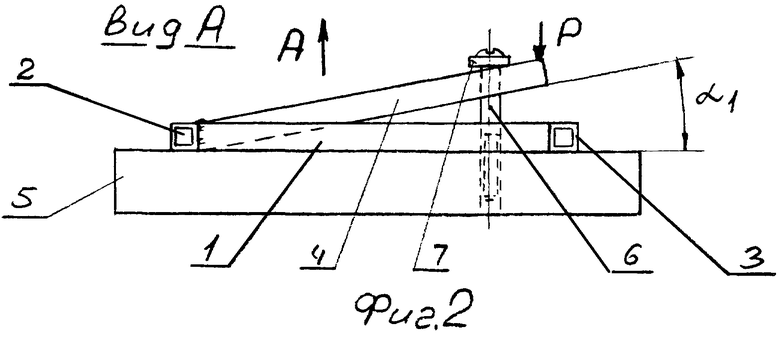
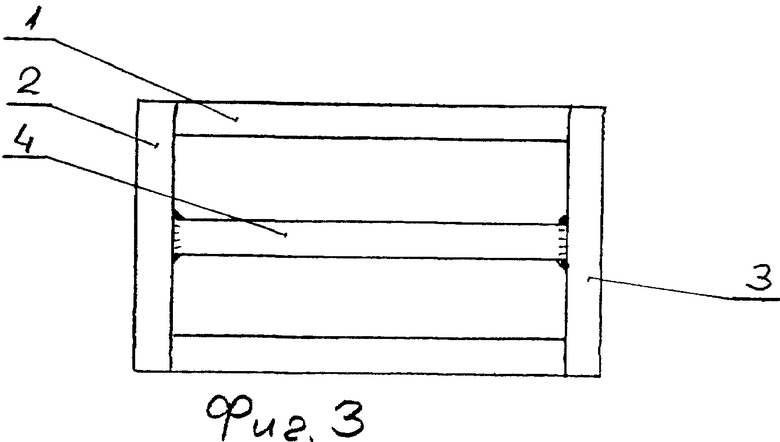
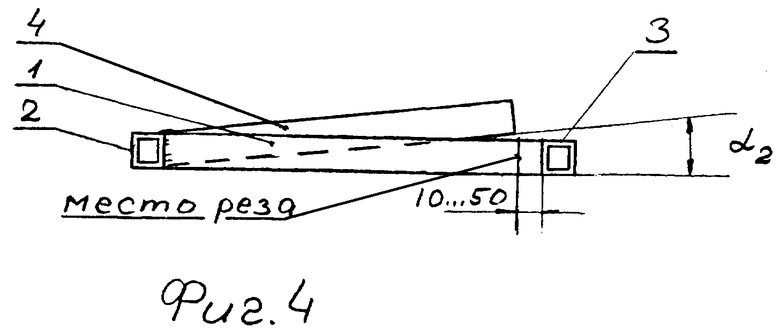
Предлагаемый способ иллюстрируется чертежом, где на фиг. 1 показан вид в плане образца с перекладиной, приваренной к первой поперечине, на фиг. 2 - вид А на фиг. 1 в момент начала ввода перекладины в плоскость рамки образца усилием, создаваемым винтовым зажимом, на фиг. 3 - вид в плане образца с перекладиной, приваренной с обоих концов к поперечинам рамки образца, на фиг. 4 - вид А на фиг. 1 после разрезки перекладины.
Предлагаемый способ осуществляется следующим образом.
Для определения эффективности режима операции по снятию внутренних напряжений изготавливают образец - имитатор в виде прямоугольной рамки из материала и элементов аналогичных материалу и деталям сварной конструкции, для которой предполагается применить операцию по снятию напряжений. Если это ферма из алюминиевых труб, то элементы образца - имитатора изготавливают из таких же труб, если операция по снятию напряжений будет проводиться для конструкции из стального листа, элементы образца выполняют из стальных полос и т.д.
Образец изготавливают из двух боковин 1, двух поперечин 2 и 3 и перекладины 4. Вначале сваривают рамку из боковин 1 и поперечин 2 и 3. В середину этой рамки устанавливают перекладину 4 под углом α1= 5...30o к плоскости рамки и приваривают один конец перекладины 4 к середине поперечины 2. Затем рамку укладывают на плиту 5 и с помощью, например, винтов 6 и накладки 7 прикладывают к свободному концу перекладины 4 усилие P, под действием которого перекладину 4 вводят в плоскость рамки, прижимая ее к плите 5. Второй конец перекладины 4 приваривают к поперечине 3, а затем разрезают перекладину 4 со стороны этого конца, располагая место реза на расстоянии 10...50 мм от внутренней поверхности поперечины 3.
Введение перекладины 4 в плоскость рамки образца с усилием P создает в образце внутренние напряжения, которые фиксируются при сварке конца перекладины 4 со второй поперечиной 3. Выбор пределов угла установки перекладины относительно плоскости рамки образца обусловлен тем, что при угле более 30o при вводе перекладины 4 в плоскость рамки образца могут возникнуть напряжения, превышающие предел прочности материала образца и образец (поперечина 2) разрушится. Если же угол α1 будет меньше 5o, напряжения могут быть незначительными и почти полностью релаксируются за счет пластической деформации металла образца еще до выполнения операции по снятию напряжений, что ухудшит достоверность оценки эффективности режима операции по снятию напряжений.
Выбор пределов расстояния места реза от внутренней поверхности поперечины 3 обусловлен необходимостью выполнять рез без опасности задеть режущим инструментом сварной шов и основной металл поперечины 3, что могло бы повлиять на напряженное состояние образца в целом. Смещение реза от внутренней поверхности поперечины 3 более чем на 50 мм заметно уменьшит базу измерений. И то и другое может уменьшить достоверность оценки эффективности выбранного режима операции по снятию напряжений.
После разрезки перекладины 4 вновь измеряют угол между перекладиной и плоскостью образца α2. В связи с тем, что под действием усилия P при введении перекладины 4 в плоскость рамки образца произойдет пластическая деформация поперечины 2, угол α2 будет меньше угла α1. Чтобы исключить влияние этой пластической деформации на результат оценки эффективности режима операции по снятию напряжений, измеренное значение угла α2 принимают за базовое. Затем аналогично сваривают второй образец - рамку и после приварки второго конца перекладины 4 к поперечине 3 подвергают его операции по снятию напряжений, например, термообработке (отпуску) на режиме, выбранном ориентировочно (например, по литературным или инструктивным данным). После этой операции перекладину 4 образца разрезают так же, как и на первом образце и измеряют угол между плоскостью рамки второго образца и его перекладиной 4, получая значение α3< α2. По разности углов α2 и α3 на первом и втором образцах судят о эффективности выбранного режима операции по снятию напряжений. При полном снятии напряжений α3= 0. Если разность α2-α3 не велика, корректируют режим операции, затем сваривают, обрабатывают и измеряют третий образец.
Примером применения предлагаемого способа может служить выбор режима термообработки (отпуска) для снятия остаточных напряжений сварных соединений каркаса автомобиля типа "Джип", выполненного из труб прямоугольного сечения из сплава АМг6М. По литературным данным [1; 4] был выбран ориентировочный режим термообработки: температура нагрева зоны сварного соединения 300oC, время выдержки при этой температуре 1 час. Для проверки эффективности этого режима сваривали дуговой сваркой в среде аргона неплавящимся электродом с присадочной проволокой СвАМг61 диаметром 4 мм образец в виде рамки размерами 300 х 400 мм из отрезков трубы прямоугольного сечения 36 х 36 мм с толщиной стенки 3 мм, прессованной из сплава АМг6М. Рамка составлялась из боковин 1 и поперечин 2 и 3. В середину рамки под углом 5o к ее плоскости устанавливали перекладину 4, один конец которой приваривали к поперечине 2. Затем рамку укладывали на плиту 5, с помощью винтов 6 и накладки 7 вводили перекладину 4 в плоскость рамки, прижимая ее к плите 5, и приваривали свободный конец перекладины 4 к поперечине 3. После сварки разрезали перекладину 4 дисковой фрезой шириной 3 мм. Место реза располагали на расстоянии 10 мм от внутренней поверхности поперечины 3, затем замеряли образовавшийся после разрезки перекладины 4 угол α2. Оказалось, что перекладина 4 после разрезки отклонилась от плоскости рамки образца на угол α2= 3o30'.
Затем был сварен второй образец, аналогичный первому. После введения перекладины 4 в плоскость рамки образца под действием усилия P, создаваемого винтами 6 с планкой 7, и приварки свободного конца перекладины 4 к поперечине 3 второй образец подвергли отпуску в печи с электронагревом. Образец нагревался и охлаждался вместе с печью. После охлаждения до комнатной температуры перекладину 4 разрезали так же, как и на первом образце, располагая место реза на расстоянии 10 мм от внутренней поверхности поперечины 3. В результате перекладина 4 не отклонилась после разрезки от плоскости рамки образца (α3= 0). Следовательно, в результате операции отпуска на выбранном ориентировочном режиме произошло полное снятие остаточных напряжений и выбранный режим операции эффективен. Однако этот режим трудоемок, поэтому была проверена эффективность режима с минимальной выдержкой при температуре отпуска. Для этого был сварен третий образец, который нагревали до 300oC и выдерживали при этой температуре 5 минут и охлаждался на воздухе. После разрезки перекладина 4 третьего образца отклонилась от плоскости рамки на угол α3= 0o26'. Этот режим был принят за основу при разработке технологического процесса.
Таким образом предлагаемый способ обеспечивает технический эффект: снижает трудоемкость и обеспечивает достоверность определения режима операций по снятию остаточных напряжений, не требует сложного оборудования и может быть осуществлен с помощью известных в технике и широко доступных средств. Следовательно, предлагаемый способ обладает промышленной применимостью.
Источники информации:
1. Винокуров В.А. Отпуск сварных конструкций для снижения напряжений. М. , Машиностроение, 1973, с. 31.
2. Умэмото Тадахаро, Танака Ясухиро. Уменьшение остаточных напряжений в трубах из нержавеющей стали. Заявка N 61-264132, Япония, 16.05.85 г. (РЖ 3.63.225П, 1988 г.).
3. Шульгинов Б.С., Дегтярев В.А. Авторское свидетельство СССР N 1328119, 8.08.85 г., МКИ B 23 K 25/00.
4. Сварка в машиностроении. Под ред. Винокурова В.А., том 3, М., Машиностроение, 1979, с. 385...386.
5. Антонов А.А. и др. Остаточные сварочные напряжения в сплаве МА2-1. В сб. "Актуальные проблемы сварки цветных металлов", Киев, "Наукова думка", 1985, с. 29...31.
6. Жуков М.Б., Морозов Г.В. Способ определения остаточных напряжений в сварных соединениях. Авторское свидетельство СССР, N 1316770, 5.11.85 г., МКИ B 23 K 28/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ И СПОСОБ СВАРКИ С ЕГО ПРИМЕНЕНИЕМ | 1998 |
|
RU2137579C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ (ВАРИАНТЫ) | 1998 |
|
RU2176946C2 |
| Способ определения остаточных напряжений в сварных соединениях | 1985 |
|
SU1316770A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1998 |
|
RU2137576C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ | 1998 |
|
RU2141394C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ДЕТАЛЕЙ ПОД СВАРКУ | 1998 |
|
RU2137577C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165814C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЯЗКОУПРУГИХ СВОЙСТВ МАТЕРИАЛОВ | 1991 |
|
RU2011960C1 |
| КОЛЬЦЕВОЙ ОБРАЗЕЦ ДЛЯ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИЙ СВАРНЫХ ШВОВ ПРИ ИЗГИБЕ | 2002 |
|
RU2210754C1 |
Изобретение относится преимущественно к машиностроению и может быть применено при выборе режима операции по снятию остаточных напряжений в сварных изделиях, например термообработки, вибрационной обработки, проковки сварных швов и т.п. Из материала сварного изделия сваривают образец в виде прямоугольной рамки. Внутрь образца в его середине устанавливают под углом 5. ..30o к плоскости рамки перекладину, приваривают ее к поперечине рамки, с усилием вводят в плоскость рамки и приваривают второй ее конец ко второй поперечине. Затем перекладину разрезают на расстоянии 10...50 мм от второй поперечины и измеряют угол наклона перекладины к плоскости рамки. Аналогично сваривают второй образец, подвергают его операции по снятию напряжений на ориентировочном режиме, разрезают перекладину и измеряют угол ее отклонения от плоскости рамки. Об эффективности режима судят по разности углов отклонения перекладины от плоскостей рамок первого и второго образцов. Способ не требует сложного оборудования, расчетов и расшифровки данных, что уменьшает его трудоемкость и повышает достоверность результатов. 4 ил.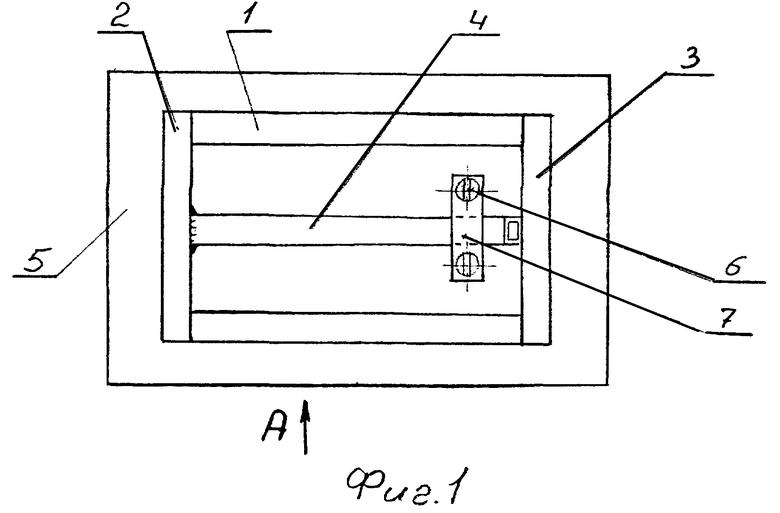
Способ оценки эффективности режима операции по снятию остаточных напряжений в сварном изделии, отличающийся тем, что сваривают образец-имитатор сварного соединения из материала обрабатываемого узла в виде прямоугольной рамки, внутрь рамки в ее середине устанавливают под углом 5 ...30° к плоскости рамки перекладину, приваривают один ее конец к поперечине рамки, прилагают к свободному концу перекладины усилие, вводят перекладину в плоскость рамки и приваривают ее второй конец ко второй поперечине рамки, после чего перекладину разрезают, располагая разрез на расстоянии 10 - 50 мм от внутренней поверхности второй поперечины, и измеряют угол между перекладиной и плоскостью рамки, затем аналогично сваривают второй образец, подвергают его операции по снятию остаточных напряжений на ориентировочном режиме этой операции, после чего разрезают перекладину второго образца так же, как перекладину первого образца, измеряют угол между перекладиной и плоскостью рамки второго образца, и об эффективности выбранного режима операции по снятию напряжений судят по разности углов между перекладинами и плоскостями рамок первого и второго образцов.
| Способ определения остаточных напряжений в сварных соединениях | 1985 |
|
SU1316770A1 |
| Способ снижения остаточных напряжений в конструкциях | 1985 |
|
SU1328119A1 |
| Винокуров В.А | |||
| Сварочные деформации и напряжения | |||
| М.: Машиностроение, 1968 c | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
