Изобретение относится к области металлургии и может быть использовано в приборо- и машиностроении.
Известно устройство - кольцевой образец для испытания на релаксацию напряжений при изгибе [1], принятое в качестве аналога.
С помощью известного устройства определяют деформацию упругой части и величину релаксации в образце. Известный кольцевой образец сконструирован в виде кольца с разным сечением его частей. При этом более тонкая упругая часть, используемая для расчета, выполнена в виде бруса равного сопротивления изгибу. Утолщенная часть, передающая нагрузку на упругую часть, разделена пазом определенной ширины пополам.
Основной недостаток известного кольцевого образца заключается в его сложной конструкции, обуславливающей высокую трудоемкость его изготовления. При этом точность измерения линейных размеров не превышает десятых долей миллиметра. Кроме того, известное устройство нельзя использовать для определения деформаций жестко закрепленных конструкций из-за наличия паза в утолщенной (жесткой) части.
Известен кольцевой образец переменного сечения для качественного определения напряжений и измерения деформаций после объемной термической обработки [2].
Данный кольцевой образец принят в качестве прототипа.
Прототип сконструирован в виде кольца с тонкой (упругой) и утолщенной (жесткой) частями, плавно переходящими друг в друга. При этом переменное сечение каждой части и переход между ними образованы цилиндрическими поверхностями, у которых оси симметрии параллельны друг другу и смещены друг относительно друга, для обеспечения возможности образцу изгибаться в участке с наименьшим сечением. На плоскости в жесткой части кольцевого образца алмазным наконечником выполнены два контрольных отпечатка для измерения деформаций после объемной термической обработки и разрезки утолщенной части.
Основной недостаток прототипа состоит в сложном конструктивном исполнении, что обусловлено необходимостью выдерживать с высокой точностью размеры тонкой (упругой) и утолщенной (жесткой) частей. Поэтому при изготовлении образцов требуется применение высокоточного оборудования для координатно-расточных операций с индивидуальной настройкой каждого образца. А это существенно повышает трудоемкость изготовления образцов и в целом процесса измерения деформаций.
Основная задача предлагаемого изобретения заключается в создании более простой конструкции кольцевого образца для определения деформаций сварных швов при изгибе прецизионных сварных конструкций.
Техническим результатом предлагаемого изобретения является упрощение конструкции известного устройства кольцевого образца переменного сечения, снижение трудоемкости его изготовления при одновременном обеспечении высокой точности измерений и расширение диапазона его применения.
Указанный результат достигается тем, что в кольцевом образце для определения деформаций сварных швов при изгибе прецизионных сварных конструкций, содержащем упругую и жесткую части, которые образованы внешней и внутренней цилиндрическими поверхностями разного диаметра, а также контрольные отпечатки в жесткой части, внешняя цилиндрическая поверхность образована цилиндрическим и плоским участками, причем оси симметрии внутренней цилиндрической поверхности и цилиндрического участка внешней цилиндрической поверхности совмещены, а сварной шов выполнен в упругой части образца по линии пересечения плоского участка с плоскостью симметрии образца, проходящей через ось симметрии внутренней цилиндрической поверхности и цилиндрического участка внешней цилиндрической поверхности, при этом толщина упругой части в месте расположения сварного шва выбрана из условия
Н=(1,5-2,5)L,
где L - глубина проплавления сварного шва.
На чертеже изображен кольцевой образец для определения деформаций сварных швов.
Кольцевой образец содержит упругую 1 и жесткую 2 части. Упругая часть 1 с внешней стороны образована плоским участком 3 и частью цилиндрического участка 4, а с внутренней стороны - частью цилиндрического участка 5. Жесткая часть 2 с внешней стороны образована частью цилиндрического участка 4, а с внутренней стороны - частью цилиндрического участка 5. Внутренняя цилиндрическая поверхность 5 и цилиндрический участок 4 внешней поверхности выполнены с совмещенными осями, т.е. соосными, что значительно упростило конструкцию кольцевого образца, так как стало возможным изготовление сразу нескольких образцов вести на токарном станке, а затем фрезерованием выполнить лыску - плоский участок 3 в упругой части 1. В центре плоского участка 3 упругой части 1 расположен сварной шов 6, который сориентирован по линии пересечения плоского участка 3 с плоскостью симметрии образца, проходящей через ось симметрии внутренней цилиндрической поверхности 5 и цилиндрического участка внешней цилиндрической поверхности 4 (ось симметрии проходит через точку О - точку пересечения осей Х и Y - перпендикулярно плоскости чертежа). Выбранное расположение сварного шва обеспечивает симметричную относительно плоскости симметрии (и оси Y) деформацию элементов конструкции образца после разрезки. Жесткая часть 2 содержит два контрольных отпечатка 7, которые расположены на плоской торцевой поверхности 8 на одинаковом расстоянии от линии пересечения торцевой поверхности 8 с плоскостью симметрии образца, и риску 9, расположенную на плоской торцевой поверхности 8 по линии пересечения торцевой поверхности 8 с плоскостью симметрии образца. Толщина упругой части 1 в месте расположения сварного шва 6 выбрана из условия обеспечения максимальной чувствительности образца, т.е. жесткость сечения в этой части образца подобрана достаточной, для того чтобы образец среагировал на тепловое воздействие при сварке. С учетом известных данных [3] и на основании собственных экспериментов для данной конструкции кольцевого образца было установлено, что в зависимости от глубины проплавления сварного шва L оптимальная толщина Н упругой части 1 должна находиться в пределах (1,5-2,5) L.
Предлагаемый кольцевой образец работает следующим образом.
Предварительно на торцевую поверхность 8 жесткой части 2 алмазным наконечником наносят два отпечатка 7 и риску 9, замеряют начальное расстояние между отпечатками 7. Затем кольцевой образец устанавливают на предметном столике сварочной лазерной установки и выполняют сварной шов 6 по плоскому участку 3 в упругой части 1. Затем электроэрозионным методом разрезают образец в жесткой части 2 по риске 9. Остаточные напряжения, вызванные сварочным циклом, вызывают деформацию образца в упругой части 1. Образец изгибается относительно плоскости симметрии, проходящей через ось симметрии внутренней цилиндрической поверхности 5 и цилиндрического участка 4 внешней цилиндрической поверхности образца, и расстояние между контрольными отпечатками 7 изменяется до 71. После измерения нового положения между контрольными отпечатками 71 вычисляют разницу между начальным и конечным значением и по ней судят о величине деформации.
Предлагаемая конструкция кольцевого образца может быть использована для определения влияния термической обработки и, в частности, отпуска на процесс снижения напряжений в сварном шве. Для этого в предлагаемом кольцевом образце необходимо замерить расстояние между контрольными отпечатками, выполнить сварной шов и, не разрезая, провести термическую обработку (отпуск), а затем разрезать и измерить расстояние между контрольными отпечатками, определить полученную деформацию и сравнить ее с деформацией образцов, разрезанных после сварки. Величина изменения деформации будет характеризовать эффективность термической обработки по снятию сварочных напряжений.
Таким образом, предлагаемая конструкция кольцевого образца значительно упростилась, что позволяет существенно снизить трудоемкость его изготовления с обеспечением высокой точности при проведении измерений. Кроме того, образец может быть использован для оценки результатов термической обработки по снижению сварочных напряжений в шве.
Источники информации
1. Борздыка А.М., Гецов Л.Б. Релаксация напряжений в металлах и сплавах. Изд.2-е, М., Металлургия, 1978, 25с., стр.50-51.
2. Еремин А. И. Исследование влияния отпуска в процессе закалки на свойства быстрорежущих сталей и стойкость малоразмерных инструментов. - Диссерт. на соискание учен. степени канд. техн. наук., М., Московский станкоинструментальный институт, 1990 г., с.53-54, с.168.
3. Сварка в машиностроении. Справочник. В 4-х т. М., Машиностроение, 1979, т.3/Под ред. В.А.Винокурова. 1979, 567с., стр.353-354.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИЙ СВАРНЫХ ШВОВ ПРИ ИЗГИБЕ | 2001 |
|
RU2201586C2 |
| СПОСОБ И ОБРАЗЕЦ ДЛЯ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ ЛАЗЕРНОЙ СВАРКЕ ПРЕЦИЗИОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2248867C1 |
| ГИРОСКОП | 2001 |
|
RU2197715C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ПРЕЦИЗИОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2240906C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛИ ХВГ | 2000 |
|
RU2184156C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2000 |
|
RU2194080C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКИХ ПРОВОДНИКОВ | 1999 |
|
RU2164848C2 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| ПРЕОБРАЗОВАТЕЛЬ ИНЕРЦИАЛЬНОЙ ПЕРВИЧНОЙ ИНФОРМАЦИИ | 1993 |
|
RU2046350C1 |
| ГИРОСКОП | 2005 |
|
RU2298151C1 |
Изобретение относится к области металлургии и может быть использовано в приборо- и машиностроении. Кольцевой образец для определения деформаций сварных швов при изгибе прецизионных сварных конструкций содержит упругую и жесткую части, которые образованы внешней и внутренней цилиндрическими поверхностями разного диаметра, а также контрольные отпечатки в жесткой части. Внешняя цилиндрическая поверхность образована цилиндрическим и плоским участками, причем оси симметрии внутренней цилиндрической поверхности и цилиндрического участка внешней цилиндрической поверхности совмещены, а сварной шов выполнен в упругой части образца по линии пересечения плоского участка с плоскостью симметрии образца, проходящей через ось симметрии внутренней цилиндрической поверхности и цилиндрического участка внешней цилиндрической поверхности, при этом толщина упругой части в месте расположения сварного шва выбирается в зависимости от глубины проплавления сварного шва. Данное изобретение позволяет упростить конструкцию исследуемого кольцевого образца, снизить трудоемкость его изготовления, а также повысить точность измерений с помощью таких образцов. 1 ил.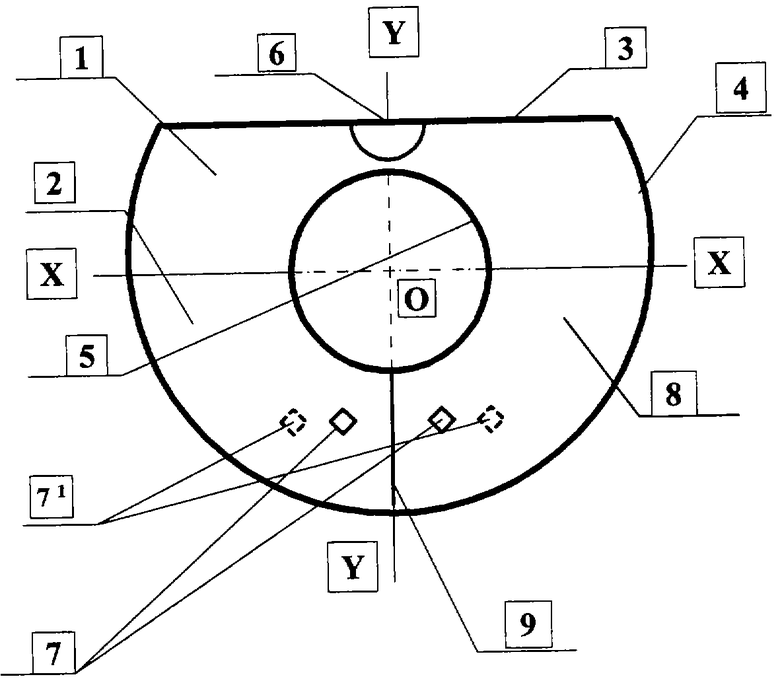
Кольцевой образец для определения деформаций сварных швов при изгибе прецизионных сварных конструкций, содержащий упругую и жесткую части, которые образованы внешней и внутренней цилиндрическими поверхностями разного диаметра, а также контрольные отпечатки в жесткой части, отличающийся тем, что внешняя цилиндрическая поверхность образована цилиндрическим и плоским участками, причем оси симметрии внутренней цилиндрической поверхности и цилиндрического участка внешней цилиндрической поверхности совмещены, а сварной шов выполнен в упругой части образца по линии пересечения плоского участка с плоскостью симметрии образца, проходящей через ось симметрии внутренней цилиндрической поверхности и цилиндрического участка внешней цилиндрической поверхности, при этом толщина упругой части в месте расположения сварного шва выбрана из условия
H= (1,5÷2,5)•L
где L - глубина проплавления сварного шва.
| Образец для испытаний на прочность сварного шва при изгибе | 1977 |
|
SU647580A2 |
| Образец для испытания на вязкость разрушения | 1981 |
|
SU989366A1 |
| Способ испытания образца на сопро-ТиВляЕМОСТь ОбРАзОВАНию гОРячиХТРЕщиН пРи CBAPKE | 1978 |
|
SU796707A1 |
| Образец для испытаний на релаксацию напряжений при изгибе | 1988 |
|
SU1677575A1 |
| Трубчатый образец для оценки прочности сварных швов | 1988 |
|
SU1610372A1 |
| ПРИЗМАТИЧЕСКИЙ ОБРАЗЕЦ ДЛЯ ОЦЕНКИ ПРОЧНОСТИ СВАРНЫХ ШВОВ В УСЛОВИЯХ ОДНОВРЕМЕННОГО ВОЗДЕЙСТВИЯ НОРМАЛЬНЫХ И КАСАТЕЛЬНЫХ НАПРЯЖЕНИЙ | 1991 |
|
RU2047122C1 |
| US 5597959 А, 28.01.1997. | |||

