11
Изобретение относится к сварке, предназначено для определения собственных напряжений в сварных соединениях деталей и может найти применение в любой отрасли машиностроения.
Цель изобр етения - повьшение точности определения остаточных напряжений в металле сварных соединений.
На чертеже представлен образец перед операцией разрезки (для того чтобы не затемнять чертеж все замеры представлены на одной пластине, на другой пластине напряжения и деформации симметричны).
Образец состоит из двух пластин 1 и,2. На пластины 1 и 2 наносят баз АА +А „ А „ , параллельные сйариваемы кромкам. Между базами с обратной стороны образца зачеканивают термопары (на чертеже не показаны). Затем осуществляют сварку пластин и 2. В процессе сварки с помощью термопар записывают термический цикл. Сваренный образец разрезают из полосы - линии реза представлены на чертеже в виде пунктирной линии QO - ло типу гребенки, и измеряют изменение баз
АА и т.д.-
По разности полученных размеров определяют деформации. Для полосы, имеющей нулевую деформацию, например отбирают записанный -термический цикл и устанавливают значение максимальной температуры цикла. Зная эту температуру, строят ее изотерму 3 для двух соседних положений при перемещении источника нагрева и проводят между ними срединную изотерму А. Затем для определения нормальных и касательных напряжений используют известные построения (Малин Н.Н. Прикладная теория пластичности и ползучести. - М.: Машиностроение, 1968, с. 249-250), к срединной изотерме 4 в точках ее пересечения прямыми, являющимися продолжением базы АА , приводят касательные ВВ и к ним восстанавливают перпендикуляры СС до их пересечения с двумя соседними положениями изотермы 3. Определяют -уголвй между перпендикулярами СС и прямыми, являющимися продолжением базы АА . Уголен - угол первого главного напряжения. Затем определяют угол ср oi+ 45. Определяют коэффициент п, учитьшающий расстояние между двумя соседними положениями изотермы 3,
167702
СС , СС . СС i i
Ь|Ц .j ,
cc cc - n ---r ,
5 ЦС CyCf
где CC - отрезки перпендикуляра,
заключенные между двумя c седними положениями изо- fО , термы 3.
Остаточные напряжения в сварных соединениях возникают и находятся в прямой зависимости от пластических деформаций укорочения. 15 Эксперименты позволили уточнить, указанную взаимосвязь в виде нижеприведенных формул:
Сх |- (пл -ь -sin2tf); 5п -Tf-«i-2ef);s
EuE,
2пмр
ЛЦ) cos2qi.
По ним определяют остаточные напряжения сварных соединений.
.Пример. Для определения ос30 таточных напряжений в сварном соединении используют образцы из алюминиевого сплава АМгб толщиной 4- 5 мм, сварку которых проводят на регламентированном техдокументацией ре35 жима ICB 280 А, Vj. 12 м/ч, и а 10 в. Образец состоит из двух пластин 1 и 2. На пластины наносят базы АА , А,А,-А„ А|, параллельно свариваемым кромкам, размер базы
40 30 мм, расстояние между базами 6 мм. Между базами (с обратной стороны образца) зачеканивают термопары. Затем осуществляют сварку пластин 1 и 2. В процессе сварки с помощью термопар
45 (не показаны) записывают термический цикл. В результате сварки в образце возникают сварочные напряжения, вызывающие деформацию образца, различную на всех базах в пределах одной
50 пластины, на базах второй пластины деформации- будут симметричны. Образец разрезают по заданным уровням на полосы параллельные оси шва. На освобожденных от связей полосах измеряют
55 изменение баз и их новые размеры: АА 30,084 мм; А,А , 30,108 мМ; AjAj 30,096 мм; А,А , 30,084 мм; 30,042 мм; АуА, ЗД,015 мм.
313167704
По разности полученных до сварки и Неуравновешенность эпюры собствен1шх после разрезки замеров баз определяют напряжений указывает на то, что метод, принятый в качестве прототипа, не учитывает местные коробления кромок,- деформации, общей потери устойчивости и т.д.
По данному способу измерения выполняют в металле, когда он находится в свободном от напряжений состоя- ливают значение максимальной темпера- О „ии: измеряют до сварки и после раз- туры цикла - 200 С. Строят изотерму 3 резки, когда металл также свободен от для двух соседних положений при пере- напряжений. мещении источника нагрева на шаг. Проводят срединную изотерму 4, которая пересекает прямые, проходящие че-15 методу с полученными измерениями по .рез базы. К изотерме 3 в точках пере- данному способу приходим к выводу, сечения с прямь1ми, проходящими через
пластические деформации на этих базах: 5п, 0,0028; п/1, 0,0012; Епл 0,0036; „„, 0,028; „. 0,0014; 6р, 0,0005.
Отбирают термический цикл для полосы АуА, имеющей практически нулевую остаточную деформацию. УстанавСравнивая измерения по известному
что применительно к тонкостенным
базы, проводят касательные ВВ , Затем конструкциям способ обладает повьшен- к касательным ВВ в этих точках вое- «ой точностью, так как базы при изме20 рениях оказываются строго прямолинейными, Достове-рность полученных результатов возрастает. Получение достоверных сведений об остаточных напряжениях 3 сварном соединении позволит 25 более объективно оценить такие покастанавливают перпендикуляры СС и определяют угол oi. между перпендику- рярами и прямыми, проходящими через базы, угол об - угол первого главного напряжения.
Значение определяемого угла oi .между перпендикулярами и прямыми, являющимися продолжением базы АА, меняется -при переходе от одной базы к другой, а угол Cf угол oi + 45°, тогда изменение, угла t|) при переходе от одной базы измерения к другой можно представить выражением йср
затели кггк коррозионная стойкость, прочность при статических и динами ческих нагрузках, а также позволит назначить режимы термической обраб 30 ки типа отпуска или отжига. Кроме того, по одному измерению баз разр занной пластины можно получить све-ху
Формула изобретени
дения о трех составляющих напряже- у т.е. в пр едлагаемом примере ниях: продольных G , поперечных (5ц u.tp соответственно равно 10, 9, 24, ,, и касательных f 25, 17°,или 0,2, 0,16, О,42,.0,436, 0,3 рад. Определяют коэффициент п, он равен 1,9; 1,65; 1,63j 1,2; 1,05. Поскольку сварка выполняется подвижным источником нагрева, необходимо учитывать неодновременность наложения шва, которая характеризуется коСпособ определения остаточных на 40 пряжений в сварных соединениях, вкл чающий нанесение на образец измерительных баз, измерение деформаций.
эффициентом п, учитывающим расстоя- разрезку образца на полосы, параллель- ние между двумя соседними положения- ные оси сварного шва, и определение ми изотермы при перемещении источника45 остаточных напряжений, отличаю- нагрева из одного положения в сосед- щ и и с я тем, что, с целью повьпле- нее на шаг. .ния точности определения остаточных
Как показали эксперименты, размер напряжений, сначала наносят базы на шага в зависимости от округлости изо- образец, выполняют его сварку, фик- термы 10-30 мм (в данном примере шаг 50 сируя при этом термический цикл свар- взят равным 10 мм).ки, разрезают образец на полосы, осуРезультаты испытаний сведены в ществляют измерение деформаций, по таблицу.термическому циклу устанавливают знаКак видно из таблицы, напряжение(Г чение максимальной те тературы цикла, по прототипу больше продольных напря-55 строят ее изотерму для двух соседних жений, полученных по данному способу, положений при перемещении источника причем имеется большой разброс значе- нагрева,, находят между ними срединную НИИ G по прототипу, что приводит к изотерму, определяют для каждой базы неуравновешенности эпюры напряжений. , угол об между перпендикуляром и касаПо данному способу измерения выняют в металле, когда он находитв свободном от напряжений состоя- : измеряют до сварки и после раз- зки, когда металл также свободен от ряжений. оду с полученными измерениями по ному способу приходим к выводу,
Сравнивая измерения по известному
По данному способу измерения в полняют в металле, когда он наход ся в свободном от напряжений сост „ии: измеряют до сварки и после р резки, когда металл также свободе напряжений. методу с полученными измерениями данному способу приходим к выводу
что применительно к тонкостенным
затели кггк коррозионная стойкость, прочность при статических и динамических нагрузках, а также позволит назначить режимы термической обработ- 30 ки типа отпуска или отжига. Кроме того, по одному измерению баз разрезанной пластины можно получить све-ху
ста х G
Формула изобретения
дения о трех составляющих напряже- ниях: продольных G , поперечных (5ц и касательных f
дения о трех составляющих напряже- ниях: продольных G , поперечных (5ц и касательных f
Способ определения остаточных на- пряжений в сварных соединениях, включающий нанесение на образец измерительных баз, измерение деформаций.
51316770
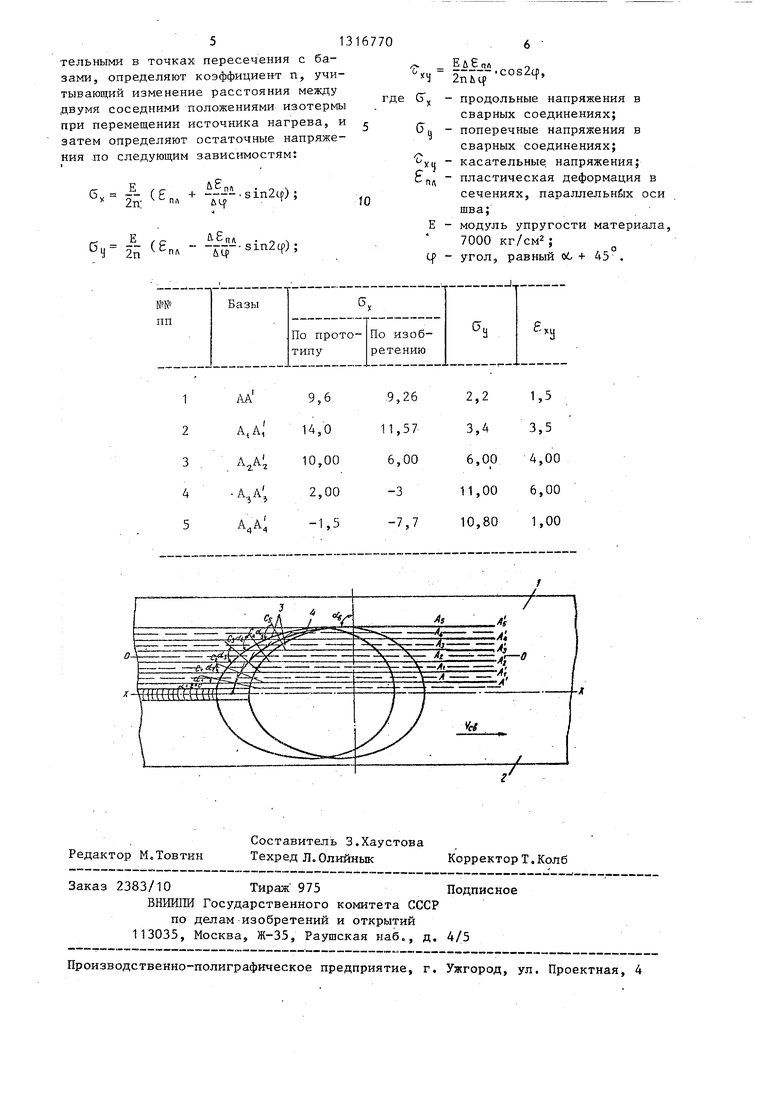
тельными в точках пересечения с базами, определяют коэффициент п, учитывающий изменение расстояния между двумя соседними положениями изотермы при перемещении источника нагрева, и затем определяют остаточные напряжения по следующим зависимостям:
гд
6..i(e
. т ч
+ - -. sin2u)) ; ulf ,
г- E/r -04
С5у 2- (пл - -д --51п2ц);
М
А, Л,
А,
А;
9,6 14,0 10,00 2,00 -1,5
6
где
ху 6 „
9
пл
Е Е лЕ пп „ -----.cos2(.
продольные напряжения в сварных соединениях; поперечные напряжения в сварных соединениях; касательные, напряжения; пластическая деформация в сечениях, параллельнб1х оси шва;
модуль упругости материала, 7000 кг/см2;
Cf - угол, равный ot. + 45 .
9,26 1,57 6,00 -3 -7,7
2,2
3,4
6,00
11,00
10,80
1,5
3,5
4,00
6,00
1,00
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ РЕЖИМА ОПЕРАЦИИ ПО СНЯТИЮ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНОМ ИЗДЕЛИИ | 1998 |
|
RU2137578C1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| Способ сварки стыковых соединений | 1984 |
|
SU1146166A1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU1039666A1 |
| Способ изготовления сварных конструкций | 1980 |
|
SU925593A1 |
| Способ дуговой сварки стыковыхСОЕдиНЕНий | 1978 |
|
SU818785A1 |
| Способ изготовления сварных конструкций | 1972 |
|
SU633691A1 |
| Устройство для дуговой сварки деталей встык | 1979 |
|
SU859075A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИЙ СВАРНЫХ ШВОВ ПРИ ИЗГИБЕ | 2001 |
|
RU2201586C2 |
| СПОСОБ И ОБРАЗЕЦ ДЛЯ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ ЛАЗЕРНОЙ СВАРКЕ ПРЕЦИЗИОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2248867C1 |
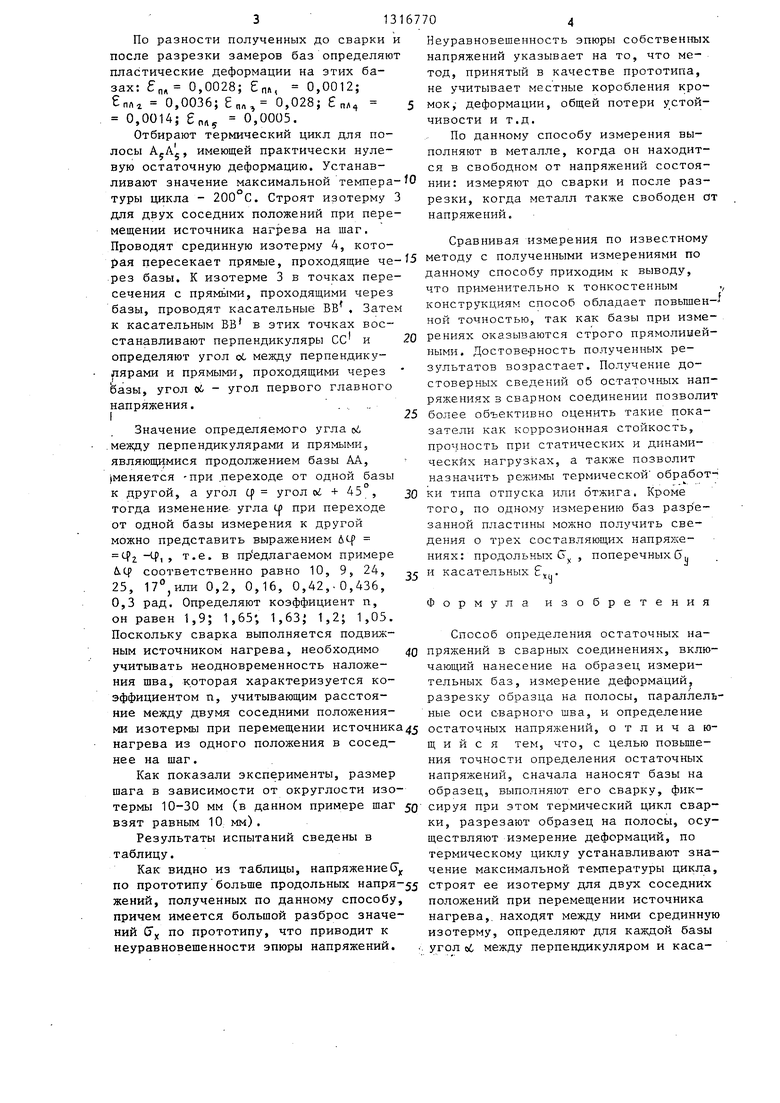
Изобретение относится к области сварки, в частности к способам определения остаточных напряжений в сварных соединениях, и может найти применение в различных отраслях машиностроения при изготовлении сварных конструкций. Целью изобретения является повышение точности определения остаточных напряжений сварных соединений. Данная задача решается следующим образом. На детали наносят базы, между ними зачекаинвают термопары, производят сборку деталей, Ьсу- ществляют сварку и снятие термиче.ско- го цикла, получают изотерму, ограничивающую область пластических деформаций. Измерение деформаций проводят по разности изменения баз, а остаточные напряжения определяют по формулам G Е/2п(пл + лЕпл/U4 sin2ip); Gy E/2n(enn - „„/лср- sin2(f); - Е йепд/2п йЦ)-со82с|,- гдеСГ - продольные напряжения в сварных соединениях; ц - поперечные напряжения в сварных соединениях; - касательные напряжения; „„ - пластическая деформация в сечениях, параллельных оси шва; Е - модуль упругости материала, 7000 кг/см ; п - коэффициент, учитывающий расстояние между двумя соседними положениями изотермы при перемещении источника нагрева; Ц - угол, равный ot + 45 , где об- угол первого главного напряжения, определяемый по изотерме, -ограничивающей область пластических деформаций. 1 ил., 1 табл. i со О5 «Ч
Редактор М.Товтин
Составитель З.Хаустова Техред Л.0л:ийнык
Заказ 2383/10 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Т.Колб
| Николаев Г.А., Куркин С.А., Винокуров В.А | |||
| Сварные конструкции | |||
| Прочность сварных соединений и деформации конструкций | |||
| - М | |||
| : Высшая школа, 1982, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
