ю
О5
а
С5 Изобретение относится к машиностроению и может быть использовано при шлифовании разнообразных деталей. Целью изобретения является совмеш,ение процесса правки с формированием режуш,ей поверхности круга, имеюш,ей впадины в форме архимедовой спирали,за счет одновременной радиальной подачи правящего инструмента и его возвратно-поступательных перемещений вдоль образующей круга с частотой, кратной частоте вращения круга, при амплитуде, превышающей щирину режущей поверхности круга. На фиг. 1 показана форма режущей поверхности круга через п оборотов; на фиг. 2 - то же, через п-(-1 оборотов круга; на фиг.S - то же, через оборотов круга; на фиг. 4 - режущая поверхность при одностороннем перемещении првящего инструмента, вид верху; на фиг. 5 - то же, при двукратном перемещении правящего инструмента; на фиг. 6 - то же, при перемещении правящего инструмента по окружности. Предложенный способ правки осуществляют путем радиальной подачи правящего инструмента при одновременных возвратнопоступательных перемещениях его вдоль образующей рабочей поверхности с частотой Па. При этом Па П,;--С
где п - частота вращения круга; Ь, с - целые числа;
Lk - ширина прорезанной впадины правящим инструментом на шлифовальном круге вдоль режущей поверхности;Lp.n - длина режущей поверхности круга.
Указанные перемещения из-за несовпадения частоты вращения круга с частотой перемещений правящего инструмента образуют на режущей поверхности круга ступенчатый регулярный макрорельеф. После совершения А оборотов круга происходит относительное перемещение микропрофиля вдоль режущей поверхности с уменьшением радиуса круга до величины Rn, Rn+i, через п, n-f- 1, n+ 2 оборотов круга. Высота макропрофиля , где S - глубина срезаемого слоя абразива при правке круга обычным способом.
Перемещение правящего инструмента вдоль образующей шлифовального круга может быть осуществлено за счет перемещения его по окружности, соприкасающейся с поверхностью круга.
Пример расчета частоты возвратно-поступательных перемещений правящего инструмента.
Определяют щирину прорезанной впадины правящим инструментом вдоль режущей поверхности. Эта величина зависит от раз1
Формула изобретения
Способ правки шлифовального круга правящим инструментом, которому сообщают возвратно-поступательные перемещения вдоль образующей круга и радиальную подачу, отличающийся тем, что, с целью расщирения технологических возможностей путем формирования режущей поверхности с впадинами по архимедовой спирали, радиальную подачу осуществляют одновременно с возвратно-поступательными перемещениями правящего инструмента, причем амплитуду возвратно-поступательных перемещений устанавливают более ширины режущей поверхности круга, а частоту определяют по зависимости
b
Па П -Тгде Па - частота возвратно-поступательных перемещений правящего инструмента;
Пй - частота вращения шлифовального
круга;
b - целое число;
с - целое число, определяемое из неравенстваoLpn/Lft
Lpn -длина режущей поверхности шлифовального круга, Lk - ширина впадины. 16 личных факторов и определяется при настройке (для алмазного карандаша Ц32 LI, 4 мм). Определяют длину режущей поверхности Lpn. Для кругла 0250 мм Lpn nd л 250 785,4 мм. Определяют значение с по неравенству 196,35 С помощью передаточных механизмов добиваются отнощения-с--При использовании в качестве передаточного механизма гитары с шестернями z. 200; передаточное отнощение . Частота возвратно--поступательных перемещений правящего инструмента Па п Таким образом, благодаря совмещению радиальной подачи и возвратно-поступательных перемещений правящего инструмента вдоль образующей круга на его рабочей поверхности при правке формируются впадины в форме архимедовой спирали.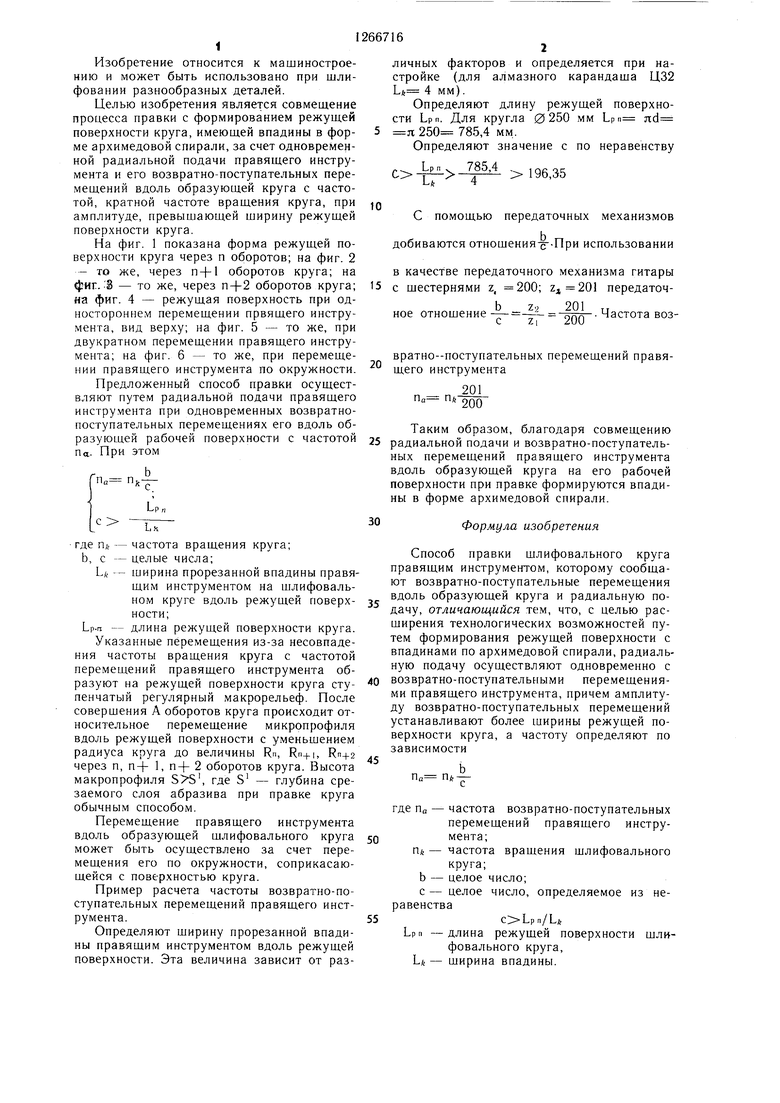
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076036C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100180C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2111108C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ правки шлифовального круга | 1986 |
|
SU1399098A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2137592C1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
Изобретение относится к правке шлифовального круга, в частности предназначено для совмещения правки с формированием на режущей поверхности круга впадин в форме архимедовой спирали. Правку осуществляют при одновременной радиальной подаче и возвратно-поступательных перемещениях правящего инструмента вдоль образующей режущей поверхности с частотой, кратной частоте вращения круга. 6 ил.
| Авторское свидетельство СССР № 705759, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ правки шлифовальных кругов вращающимся инструментом | 1941 |
|
SU63755A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
