Изобретение относится к области переработки пластмасс путем термоформования из листовых материалов и может быть использовано, в частности, для изготовления коррексов.
Известны пневмоформовочные машины, содержащие станину, транспортирующее устройство, нагревательное устройство, прессовый узел, формующий инструмент и защитное ограждение. Листовой материал подается транспортирующим устройством в нагревательное устройство, где происходит разогрев материала до пластического состояния, после чего нагретая пленка траспортирующим устройством подается в открытую форму. После смыкания полуформ формующего инструмента осуществляется формование изделия. Далее полуформы размыкаются и происходит выталкивание изделия (JP N 1-58061, МПК B 29 C 51/08, 1989 г.).
После окончания технологического цикла формования готовое изделие необходимо отделить от остатков материала. Для этого используются дополнительные режущие приспособления (EP N 0325036, МПК B 29 C 51/44, 1990 г.).
Известны машины, аналогичные вышеупомянутым (SU N 1466947, МПК B 29 C 51/08, 1989 г., DE NN 3821921, 3823189, МПК B 29 C 51/08, 1990 г.), в которых операция формования совмещена с отделением готовых изделий в формующем инструменте, что значительно усложняет последний.
Наиболее близким по технической сущности к предлагаемому является техническое решение, раскрытое в книге В.К.Завгороднего, Механизация и автоматизация переработки пластических масс, -М. , Машиностроение, 1970, стр. 281,283, выбранное в качестве прототипа. В соответствии с этим техническим решением пнемоформовочная машина содержит станину, транспортирующее устройство, нагревательное устройство, формующий инструмент, прессовый узел с механическим приводом для смыкания полуформ формующего инструмента, пневматическим приводом управления вытягивающими дорнами и формующим инструментом, в котором совмещены операции формования и отделения (резки) готовых изделий.
Однако, как вышеупомянуто, такое техническое решение приводит к значительному усложнению и, соответственно, удорожанию формующего инструмента, и поэтому оно экономически нецелесообразно и не может использоваться в условиях большого ассортимента и небольших партий изготавливаемых изделий.
В основу изобретения поставлена задача в пневмоформовочной машине путем нового расположения устройств продольной и поперечной резки за формующим инструментом, их новой взаимосвязи в пневмоформовочной машине и введения возможности регулирования расстояния резания обоих устройств обеспечить возможность переналадки на разные типоразмеры изделий, расширить ассортимент изготавливаемых изделий с одновременным повышением технологичности и упрощения конструкции и удешевления машины в целом.
Поставленная задача решается в машине пневмоформовочной, содержащей станину, транспортирующее устройство, нагревательное устройство с нижней и верхней секциями нагрева, формующий инструмент, прессовый узел с приводом смыкания полуформ формующего инструмента и пневматическим приводом управления вытягивающими дорнами, устройство продольной резки и устройство поперечной резки, тем, что, согласно изобретению, устройство продольной резки расположено за формующим инструментом, кинематически связано с транспортирующим устройством и выполнено с возможностью регулирования расстояния резания, а устройство поперечной резки смотировано за устройством продольной резки.
Такое расположение устройств продольной и поперечной резки и их взаимосвязь с остальными элементами машины пневмоформовочной, а именно с транспортирующим приспособлением позволяют обеспечить возможность быстрой переналадки расстояния резания на разные типоразмеры изделий при довольно высоком технологичном и экономичном исполнении машины в целом.
Для регулирования расстояния резания устройство продольной резки выполнено в виде подпружиненных дисковых ножей, которые установлены с возможностью перемещения в осевом направлении с помощью скользящих шпонок и фиксации с помощью гаек на валу, кинематически связанном с валом транспортирующего устройства.
В варианте выполнения устройство поперечной резки выполнено в виде ножей, установленных сверху и снизу от транспортирующего устройства, и жестко связанных с неподвижными частями прессового узла.
Причинно-следственная связь между совокупностью признаков изобретения и техническим результатом, который достигается изобретением, обусловлен тем, что вынесенные из зоны пневмоформования изделий устройства продольной и поперечной резки и их связь с транспортирующим устройством и прессовым узлом не только удешевляет и повышает технологичность формовочного инструмента, но и делает технологичнее и экономичнее исполнение устройств резки с возможностью переналадки на разные типоразмеры изделий, согласованной с процессом пневмоформования.
Примером конкретного выполнения является машина пневмоформовочная, которая используется для изготовления коррексов.
Эта машина изображена на фиг.1 и 2.
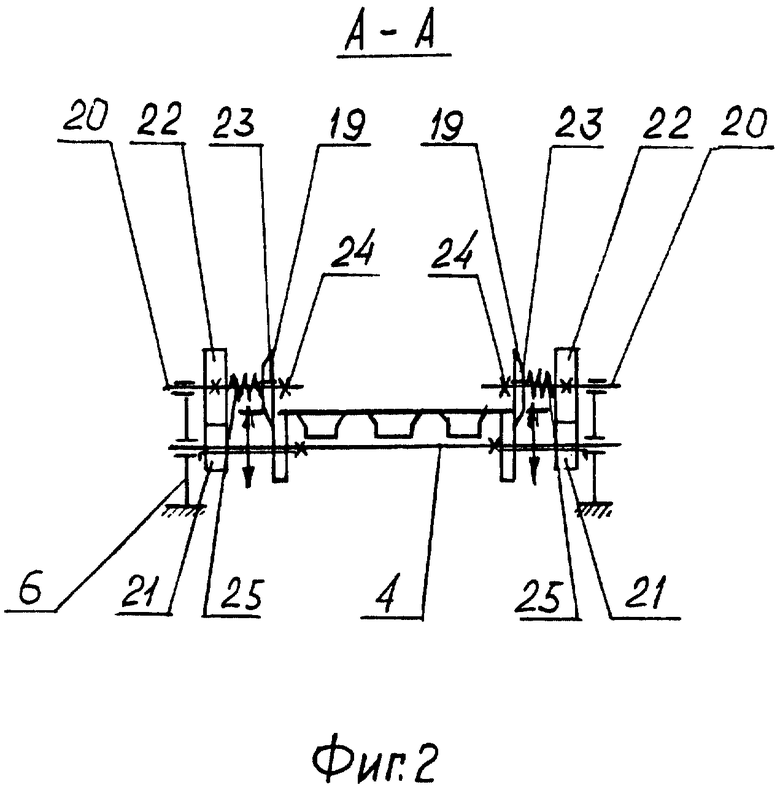
Фиг. 1 - схематическое изображение машины пневмоформовочной, общий вид;
Фиг. 2 - сечение А-А, где изображено устройство продольной резки.
В качестве изобретения заявляется машина пневмоформовочная, например для изготовления коррексов (фиг. 1), содержащая станину 1, на которой установлено транспортирующее устройство 2, которое включает в себя валы 3, 4, игольчатую цепь 5, смонтированную на раме 6 (фиг.2) и оснащенную пневмоприводом, который состоит из пневмоцилиндра 7, зубчатой рейки 8 и обжимной муфты 9. В зоне транспортирующего устройства 2 установлено нагревательное устройство 10, которое состоит из двух секций - верхней и нижней.
За нагревательным устройством 10 расположен прессовый узел 11, на опорных плитах которого установлены полуформы 13 формовочного инструмента 14. Прессовый узел 11 оснащен механическим приводом 15 смыкания полуформ 13 формовочного инструмента 14, установленным в его нижней части. В верхней части прессового узла 11 установлен пневмоцилиндр 16 пневмопривода управления дорнами 17 механического вытягивания материала (пленки).
На раме 6 транспортирующего устройства 2 смонтировано устройство 18 продольной резки (фиг.2), которое состоит из подпружиненных дисковых ножей 19, валы 20 которых кинематически связаны с помощью шестерен 21 и 22 и вал 4 с игольчатой цепью 5 транспортирующего устройства 2. Дисковые ножи 19 выполнены с возможностью осевого перемещения с помощью скользящих шпонок 23 и фиксации на валах 20 во время переналадки на новую ширину изделия с помощью гаек 24 и пружин 25.
За устройством 18 продольной резки установлено устройство 26 поперечной резки (фиг. 1), жестко связанное с неподвижными частями прессового узла 11. Устройство 26 поперечной резка состоит из встречно направленных ножей 27, закрепленных на кронштейнах 28, смонтированных на неподвижных частях прессового узла 11.
Понятно, что конкретное выполнение устройств продольного и поперечного резания не ограничивается вышеупомянутым. Возможны другие конструктивные решения. Однако именно их расположение и взаимосвязь с транспортирующим устройством с возможностью быстрой переналадки на разные типоразмеры изделий обеспечивают выполнение поставленной задачи и значительно повышают технологичность машины в целом при изготовлении изделий разных типоразмеров и позволяет избежать ее необоснованному усложнению и удорожанию.
Пневмоформовочная машина работает следующим образом.
Работа транспортирующего устройства 2 синхронизирована с механическим приводом 15 прессового узла 11. Пленка 29 (фиг. 1) заправляется в транспортирующее устройство 2; когда полуформы 13 раскрыты, включается пневмоцилиндр 7 и с помощью зубчатой рейки 8 и обжимной муфты 9 усилия от пневмоцилиндра 7 передаются на игольчатую цепь 5. Пленка 29 протягивается на один шаг в зону между верхней и нижней секциями нагревательного устройства 10; далее, во время такого же последующего такта, пленка 29 в пластическом состоянии в момент раскрытия полуформ 13 подается в зону формования. Величина шага подачи пленки 29 регулируется. В момент смыкания полуформ 13 начинается движение пневмоцилиндра 7 вниз и осуществляется предварительная механическая вытяжка разогретой пленки 29 дорнами 17, а потом после достижения дорнами 17 нижнего положения включается подача воздуха в формующую полость между полуформами 13 со стороны дорнов 17, в это время осуществляется формование изделия. Далее сформованное изделие на протяжении очередного рабочего такта выносится из зоны формования в зону отделения (резки). В этой зоне сначала осуществляется продольная резка дисковыми ножами 19 одновременно с транспортировкой пленки 29.
Дисковые ножи 19 (фиг.2) с помощью скользящих шпонок 23 переналаживаются в осевом направлении на валах 20 и фиксируются на новую ширину изделия с помощью гаек 24 и пружин 25.
Далее полуфабрикат поступает в устройство 26 поперечной резки, где осуществляется поперечная резка (фиг. 1). Шаг резания устройства 26 согласован с необходимым размером изделия в формовочном инструменте 14.
Понятно, что машина пневмоформовочная может быть использована не только для формования коррексов разных типоразмеров, но и для других изделий из пластического материала в зависимости от формующих поверхностей формовочного инструмента.
Расположение и взаимосвязь устройств резки, как это вышеупомянуто, при наиболее технологичном выполнении машины в целом значительно расширяют ее возможности в условиях быстроменяющегося ассортимента в зависимости от потребностей промышленности и потребителей при наиболее экономичном и целесообразном выполнении.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ РУЛОННОГО ИЛИ ЛИСТОВОГО МАТЕРИАЛА НА ПРОДОЛЬНЫЕ ПОЛОСЫ | 2000 |
|
RU2176177C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ РАЗЛИЧНОЙ ЕМКОСТИ | 1999 |
|
RU2140853C1 |
| ИЗМЕЛЬЧИТЕЛЬ | 2001 |
|
RU2183992C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| ЖАТКА ДЛЯ УБОРКИ ГРУБОСТЕБЕЛЬНЫХ КУЛЬТУР | 2006 |
|
RU2331181C2 |
| ИНСТРУМЕНТАЛЬНЫЙ БЛОК ДЛЯ РАЗРЕЗАНИЯ ТЕСТОВОГО ЛИСТА | 1998 |
|
RU2147278C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2197384C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2213660C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРОДУКТ | 2011 |
|
RU2500545C2 |
Машина пневмоформовочная содержит станину, транспортирующее устройство, нагревательное устройство, формующий инструмент, прессовый узел с приводом смыкания полуформ формующего инструмента, устройства продольной и поперечной резки. При этом устройство продольной резки расположено за формующим инструментом, кинематически связано с транспортирующим устройством и выполнено с возможностью регулирования расстояния резания, а устройство поперечной резки смонтировано за устройством продольной резки. Устройство продольной резки выполнено в виде подпружиненных дисковых ножей, которые установлены с возможностью перемещения в осевом направлении с помощью скользящих шпонок и фиксации с помощью гаек на валу, кинематически связанном с валом транспортирующего устройства. Устройство поперечной резки выполнено в виде ножей, установленных сверху и снизу от транспортного узла и жестко связанных с неподвижными частями прессового узла. Расположение и взаимосвязь устройств резки в машине пневмоформовочной с остальными элементами конструкции позволяет осуществлять быструю переналадку на типоразмеры изготавливаемых изделий при наиболее технологичном и экономичном конструктивном выполнении. 2 з.п. ф-лы, 2 ил.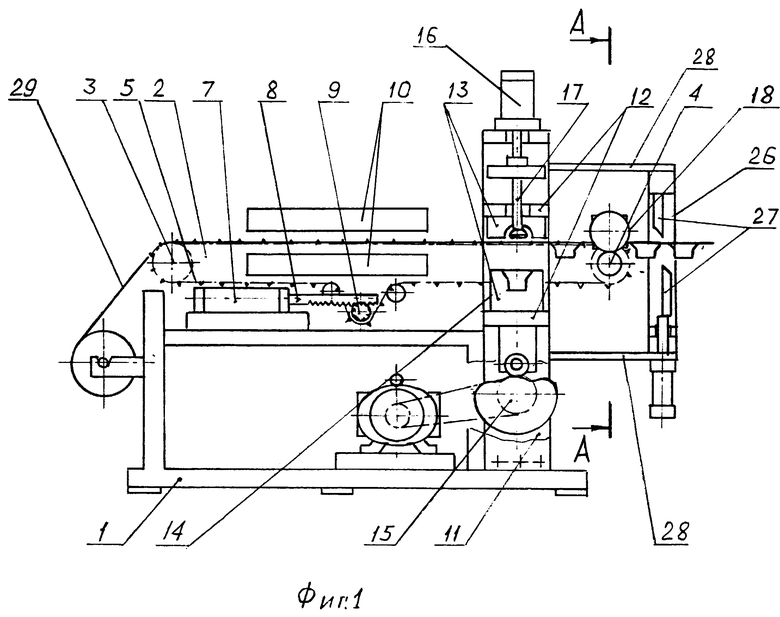
| СПОСОБ УПРАВЛЕНИЯ РЕАГЕНТНЫМ РЕЖИМОМ ПРОЦЕССА ФЛОТАЦИИ СОЛЕВЫХ РУД | 0 |
|
SU325036A1 |
| US 4636348 A, 13.01.87 | |||
| Устройство для изготовления изделий из листовых термопластов гидроформованием | 1986 |
|
SU1466947A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ЭКСТРУЗИИ ДАЮЩЕГО УСАДКУ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА | 1989 |
|
RU2022790C1 |
| DE 3821921 A1, 11.01.90 | |||
| Способ получения термоформуемых деталей и установка для его осуществления | 1986 |
|
SU1814616A3 |
