Изобретение относится к деревообрабатывающей промышленности и касается технологии изготовления древесностружечных плит.
Известны способы производства древесностружечных плит, включающие операции сушки древесных частиц, подготовки водных растворов связующего, добавок и отвердителей, их перемешивания с древесными частицами, формирование ковра и горячее прессованием (1,2).
Недостатками указанных способов изготовления древесностружечных плит является повышенное содержание влаги в стружечном ковре, необходимость увеличения продолжительности горячего прессования для выхода парогазовой смеси и повышенный расход смолы для обеспечения регламентируемых прочностных показателей древесностружечных плит.
Известен способ изготовления древесностружечных плит, включающий операции сушки древесных частиц, подготовки компонентов связующего, их раздельный ввод с использованием смесителя ДКС для перемешивания с древесными частицами путем распыления на специальных форсунках, формирование ковра и горячее прессование (3).
Недостатками известного способа являются применение водных растворов компонентов связующего и добавок для снижения вязкости и увеличения дисперсности капель связующего, повышение влажности древесных частиц и высокая продолжительность прессования.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому эффекту является способ производства древесностружечных плит пониженной токсичности, включающий операции изготовления и сушки древесных частиц, их сортировку на фракции для среднего и наружных слоев и подготовку водных растворов смол различной концентрации, отвердителей и карбамида для раздельного нанесения на древесные частицы указанных компонентов, формирование стружечного ковра и горячее прессование (прототип).
Недостатками известного способа являются применение водных растворов смол различной концентрации и добавки водного раствора карбамида, повышение влажности древесных частиц, высокая продолжительность прессования и нестабильность качественных показателей готовой продукции.
Целью предлагаемого изобретения является снижение влажности осмоленных древесных частиц. Повышение качества их проклейки, интенсификация процесса прессования и повышение качества древесностружечных плит.
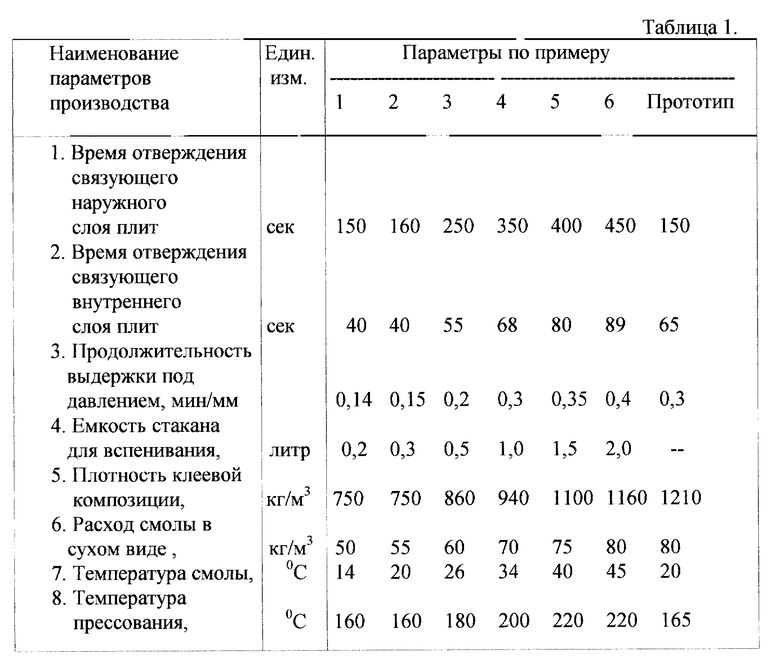
Поставленная цель достигается тем, что способ изготовления древесностружечных плит, включающий сушку древесных частиц, получение клеевой композиции, перемешивание связующего и отвердителей смол с древесными частицами для внутреннего и наружных слоев, формирование ковра и его горячее прессование, осуществляют получением вспененной клеевой композиции плотностью 750-1100 кг/куб.м и временем отверждения для проклейки древесных частиц внутреннего и наружных слоев при 100oC в пределах соответственно 40-80 с и 160-400 с, путем раздельного ввода применяемых смол, отвердителей с добавками и сжатого воздуха во вспенивающий стакан, с нижним выходом композиции через раздаточный коллектор для ее подачи к форсункам смесителя древесных частиц, причем горячее прессование ведут при выдержке под давлением 0,15-0,35 мин на 1 мм толщины прессуемых плит.
Способ изготовления древесностружечных плит осуществляют следующим образом.
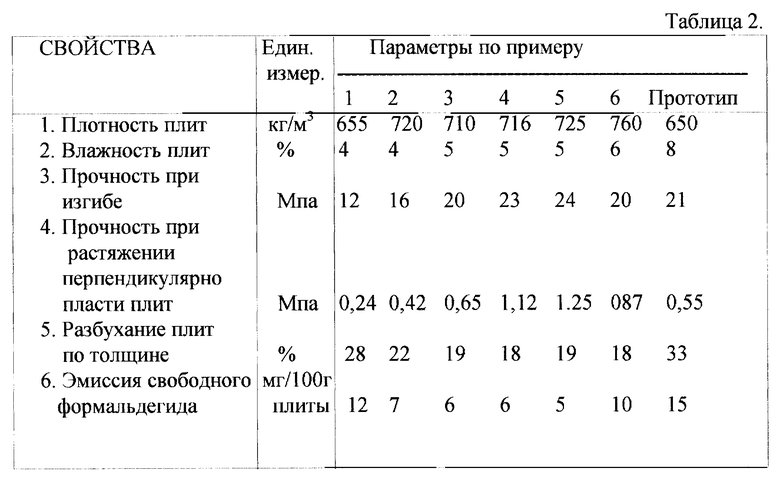
Карбамидоформальдегидные или другие смолы товарной концентрации, поступающие на предприятия от поставщиков смол, закачивают в расходную емкость, откуда с помощью дозирующих насосов осуществляют их подачу при регламентируемой температуре 20-40oC к смесителям древесных частиц раздельными потоками для внутреннего и наружного слоев плит. Для наружного слоя готовят отвердитель, обеспечивающий замедление времени отверждения смолы в пределах 160-400 с при 100oC, осуществляют дозирование его непрерывного расхода к смесителю древесных частиц. Для внутреннего слоя готовят отвердитель, обеспечивающий ускорение времени отверждения смолы в пределах 40-80 с при 100oC, осуществляют дозирование его непрерывного расхода к смесителю древесных частиц. Смеситель древесных частиц оснащен раздаточным коллектором с форсунками, над коллектором устанавливают вспенивающий стакан с индивидуальными штуцерами для ввода смолы товарной концентрации, отвердителя различных добавок и сжатого воздуха. Снизу стакан, емкостью 0,3-1,5 литра, оснащен штуцером для выхода вспененной клеевой композиции в раздаточный коллектор форсунок. Конструктивное исполнение стакана допускает использование у входных штуцеров для вводимых компонентов обратных клапанов и внутри стакана различных вихревых лопаток и рассекателей. Перед коллектором форсунок рекомендуется установка пробоотборников и возможна эжекторная подача различных компонентов в количестве до 15% от общего расхода смолы. При подаче стружки в смеситель осуществляется подача компонентов клеевой композиции по соответствующим штуцерам для раздельного ввода к вспенивающему устройству. Подача сжатого воздуха к вспенивающему устройству рекомендуется постоянной при кратковременной остановке подачи связующего и древесных частиц, что обеспечивает продувку и постоянную очистку форсунок. Ввод смолы товарной концентрации не требует дополнительных затрат и специального оборудования для приготовления по традиционной рецептуре смол различной концентрации на внутренний и наружные слои древесностружечных плит. При входе во вспенивающий стакан вплоть до рабочих форсунок смола, отвердитель и различные добавки перемешиваются сжатым воздухом и происходит их вспенивание. В процессе вспенивания клеевой композиции происходит увеличение объема связующего за счет снижения его плотности в пределах 750-1100 кг/куб.м путем регулирования расхода воздуха. Кроме этого, учитывая, что дозирующие насосы работают в пульсирующем режиме и жидкости сами несжимаемы, то во вспенивающем стакане оптимальных размеров объемом 0,3-1,5 литра происходит компенсация гидравлических ударов за счет воздуха и обеспечивается однородность потока клеевой композиции. Насыщение связующего воздухом способствует образованию пены, где смолы находятся в пленочном состоянии и увеличивается при этом способность обволакиваемости древесных частиц при минимальном расходе сухой смолы на уровне 55-75 кг/куб.м готовой плиты в зависимости от качества древесных частиц. Указанная процедура увеличения объема связующего не за счет разбавления их водой, а путем насыщения воздухом и получения вспененного композиционного состава способствует снижению степени увлажнения древесных частиц. Это обеспечивает возможность интенсификации процессов горячего прессования плит путем сокращения продолжительности горячего прессования под давлением до 0,15 мин на 1 мм толщины прессуемых плит при температуре 160-220oC, что обусловлено снижением парогазового давления и способствует ликвидации дефектов по расслоению плит. Во вспененном связующем смола находится в тонком пленочном состоянии и в процессе формирования стружечного ковра при разрушении пены уходит сжатый воздух с частичным выносом свободного формальдегида, таким образом при этом обеспечивается отсутствие внутри отвержденных макромолекул связующего свободного формальдегида, что обеспечивает получение малотоксичных плит по классу эмиссии свободного формальдегида Е-1.
Сущность предлагаемого изобретения подтверждается примерами конкретного выполнения, представленными в табл. 1.
Свойства древесностружечных плит представлены в табл. 2.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Авторское свидетельство СССР N642211, МКИ B 27 N 3/02 1979. "Способ изготовления древесностружечных плит".
2. Патент СССР N 1658813 A3 B 27 N 3/02, 1991 "Способ производства древесностружечных плит".
3. Шварцман Г.М., Щедро Д.А. Производство древесностружечных плит. 4-е изд., перераб. и доп. -М. стр. 189 - 200: Лесная пром-сть, 1987.
4. Авт. св. СССР N 1675087 A1, МКИ B 27 N 3/02, 1991. "Способ производства древесностружечных плит пониженной токсичности" (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1996 |
|
RU2097394C1 |
| Способ производства древесностружечных плит | 1983 |
|
SU1142291A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2074090C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ БИОСТОЙКИХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 2011 |
|
RU2486053C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2041813C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2004 |
|
RU2252867C1 |
| МОДИФИКАТОР СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ, СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ | 2019 |
|
RU2720306C1 |
| Способ изготовления древесно-стружечных плит из древесины высокой плотности | 1983 |
|
SU1148785A1 |
| Способ изготовления древесностружечных плит | 1990 |
|
SU1782754A1 |
| МЕХАНИЧЕСКИ СКЛЕЕННАЯ ПЛИТА ИЗ ДРЕВЕСНОГО МАТЕРИАЛА | 2001 |
|
RU2286248C2 |
Изобретение относится к деревообрабатывающей промышленности и позволяет повысить качественные показатели плит при минимальном расходе смол и интенсифицировать процесс производства. Способ реализуется в промышленности на различных технологических линиях по производству плит за счет получения вспененной клеевой композиции плотностью 750-1100 кг/м3 и слоев при 100°С в пределах соответственно 40-80 и 160-400 с. Осуществляют раздельный ввод применяемых смол, отвердителей с добавками и сжатого воздуха во вспенивающий стакан объемом 0,3-1,5 л, с нижним выходом композиции через раздаточный коллектор для ее подачи к форсункам смесителя древесных частиц. Горячее прессование ведут при выдержке под давлением 0,15-0,35 мин/мм толщины прессуемых плит. 2 табл.
Способ изготовления древесностружечных плит, включающий сушку древесных частиц, получение клеевой композиции, перемешивание связующего и отвердителей смол с древесными частицами для внутреннего и наружных слоев, формирование ковра и его горячее прессование, отличающийся тем, что осуществляют получение вспененной клеевой композиции плотностью 750 - 1110 кг/м3 и временем отверждения для проклейки древесных частиц, внутреннего и наружных слоев при 100oC в пределах соответственно 40 - 80 и 160 - 400 с путем раздельного ввода применяемых смол, отвердителей с добавками и сжатого воздуха во вспенивающий стакан, с нижним выходом композиции через раздаточный коллектор для ее подачи к форсункам смесителя древесных частиц, причем горячее прессование ведут при выдержке под давлением 0,15 - 0,35 мин/мм толщины пресуемых плит.
| Способ производства древесностружечных плит пониженной токсичности | 1989 |
|
SU1675087A1 |
| Способ производства древесностружечных плит | 1983 |
|
SU1658813A3 |
