10
15
Изобретение относится к холодной обработке металлов давлением и может быть использовано для изготовления полых корпусов.
Целью изобретения является повышение производительности изготовления полых корпусов путем совмещения операции подготовки обечайки, изготовления и подготовки донышек, нанесения герметика, его сушку и сборку обечайки с до.нышком.
На фиг. 1 изображена линия для изготовления полых корпусов; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В- на фиг. 2; на .с)иг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 2; на фиг. 7 - устройство для поштучной выдачи заготовок; на фиг. 8 - разрез Е-Е на фиг. 7; а фиг. 9 - разрез Ж-Ж на фиг. 7.
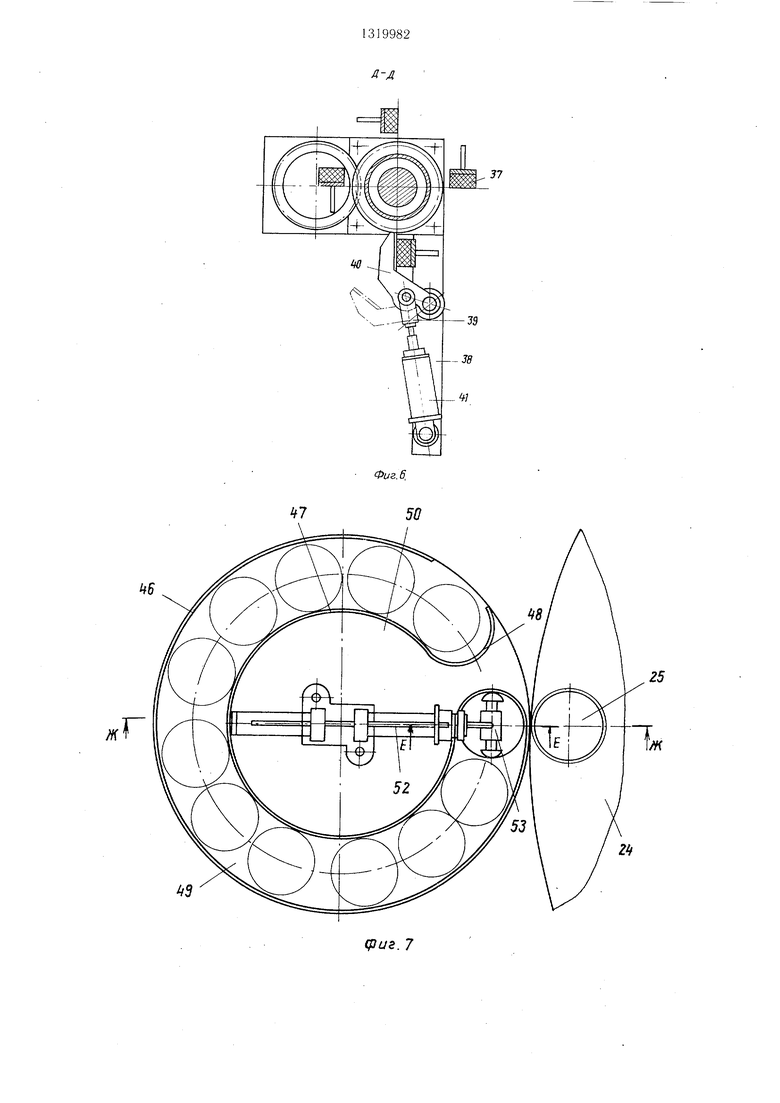
Линия состоит из устройства I подготовки обечайки, включаюш.его пиноль 2, шпиндель 3, зиговочный 4 и отбортовочньш 5 ро- JQ лики, устройства 6 для сборки обечайки с донышко.м, включаюи его пиноль 7, шпиндель 8, закаточный ролик 9, средства 10 межоперационного транспортирования обечайки, устройства- 11 изготовления и подготовки донышка, включаюш.его вырубной 25 пресс 12 с магазином 13 листовых заготовок, рукой авто.матического манипулятора 14, с вакуумнЕ гм захватом 15, устройством 16 шаговой подачи листовых заготовок, лоток 17, устройство 18 для нанесения герметика на фальц донышка, грейферные линей- 30 ки 19, накопитель 20 и средство 21 транспортирования донышка на сборку, а также системы 22 управления. Средство 10 межоперационного транспортирования обечайки выполнено в виде поворотного стола 23, вклюобечаек, содержашим бункер 45, включающий лоток 46 с дугообразными боковыми стенками 47, замкнутый в тупик 48, и дно 49 в виде поворотного диска 50, а также питатель 51 в виде руки авто.матического манипулятора 52 с захватом 53.
Систе.ма 22 управления содержит устройство циклового программного управления, четыре индуктивных датчика положения рабочих органов устройств, два бесконтактных датчика наличия детали в захватах манипуляторов, четыре фотоэлектрических датчика уровня листовых заготовок в магазине и донышек в накопителе, четыре датчика положения рук манипуляторов, один бесконтактный датчик положения конца листовой заготовки, устройство размножения команд и реле времени (не ноказаны).
Линия работает следующим образом.
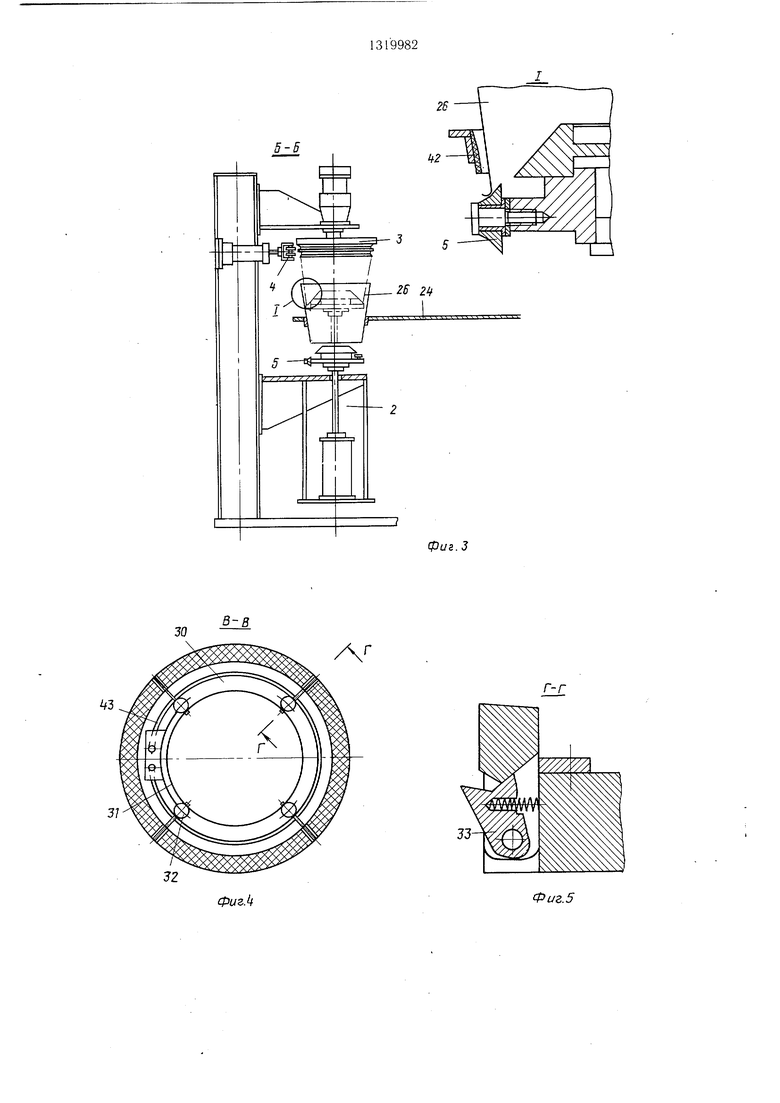
Листовые заготовки из магазина 13 рукой автоматического манипулятора 14 посредством вакуумного захвата 15 задаются в уст- ро.йство 16 шаговой подачи, на каждый njar пресс 12 вырубает донышко 29, которое по лотку 17 поступает в устройство 18 для нанесения гер.метика на фальц доньпнка, посредством грейферных линеек 19 донышко с нанесенным герметиком продвигается в зону действия накопителя 20, посредством пневмоцилиндра 34 донышко поднимается между стоек 32 до проскакивания собачек 33. при опускании штока пневмоцилиндра 34 донышко удерживается на собачках 33. Нагревательный элемент 30 постоянно включен, таким образом сушка герметика производится одновременно- с описанной операцией.
Накапливание длится до тех пор, пока
чающего диск 24 с отверстиями 25 для уста- 35 верхнее донышко не достигнет уровня, контновки обечаек 26, а средство 21 транспортирования донышка на сборку выполнено в виде рук автоматического манипулятора 27 с захватом 28 и установленного с воз.мож- ностью взятия донышка 29 из накопителя 20 и укладки его на пиноль 7 устройства 6 сборки обечайки с донышком.
Накопитель 20 размещен в нагревательном эле.менте 30 с кожухом 31 и выполнен в виде стоек 32, собачек 33 и подъемного
40
ролируемого фотоэлектрическим датчико.м, после чего включаются в работу остальные устройства. Рука авто.матического манипулятора 52 захватом 53 берет из тупика 48 предварительно загруженного обечайка.ми лотка 46 обечайку 26, переносит и опускает ее в отверстие 25 на позицию загрузки диска 24, в это время обечайки в лотке 46 сдви; гаются посредством врандаюшегося диска 50 до упора первой в тупик 48, после чего остаролируемого фотоэлектрическим датчико.м, после чего включаются в работу остальные устройства. Рука авто.матического манипулятора 52 захватом 53 берет из тупика 48 предварительно загруженного обечайка.ми лотка 46 обечайку 26, переносит и опускает ее в отверстие 25 на позицию загрузки диска 24, в это время обечайки в лотке 46 сдви; гаются посредством врандаюшегося диска 50 до упора первой в тупик 48, после чего остапневмоцилиндра 34. Нривод 23 поворотного 45 навливаются, проскальзывая по диску 50. стола может быть выполнен шаговым, например, в виде гидромотора 35, постоянно находящегося под давлением, и фиксирующего устройства 36, вк:ночающего размещенные на диске 24 упоры 37 и закрепленный па колон ге 38 приводной фиксируюцл.ий 50 элемент 39, выполненный в виде крюка 40 и цилиндра 41. Кромки отверстий 25 могут быть облицованы эластичным материалом 42. Нагревательный элемент 30 может быть выполнен в виде спирали 43. Для удобства в работе при ручной загрузке обечаек на поворотный стол 23 линия может быть дополнена устройством 44 для штучной выдачи
55
Обечайка 26, стоящая в отверстии 25, переводится в зону действия устройства 1 подготовки, пиноль 2, поднимаясь, подхватывает обечайку, выводит ее из соприкосновения с кромками отверстия 25, надвигает на постоянно вращающийся шпиндель 3, при этом обечайка приобретает вращательное движение, после чего к ней подводятся зиговочный 4 и отбортовочньш 5 ролики, посредством которых на обечай-ке формируется зиг и отбортовывается донный фальц.
Ролики отводятся, пиноль 2 опускается, обечайка опускается вместе с ней до тех пор, пока не зависнет на кро.мках отверстия 25,
0
5
Q 5
обечаек, содержашим бункер 45, включающий лоток 46 с дугообразными боковыми стенками 47, замкнутый в тупик 48, и дно 49 в виде поворотного диска 50, а также питатель 51 в виде руки авто.матического манипулятора 52 с захватом 53.
Систе.ма 22 управления содержит устройство циклового программного управления, четыре индуктивных датчика положения рабочих органов устройств, два бесконтактных датчика наличия детали в захватах манипуляторов, четыре фотоэлектрических датчика уровня листовых заготовок в магазине и донышек в накопителе, четыре датчика положения рук манипуляторов, один бесконтактный датчик положения конца листовой заготовки, устройство размножения команд и реле времени (не ноказаны).
Линия работает следующим образом.
Листовые заготовки из магазина 13 рукой автоматического манипулятора 14 посредством вакуумного захвата 15 задаются в уст- ро.йство 16 шаговой подачи, на каждый njar пресс 12 вырубает донышко 29, которое по лотку 17 поступает в устройство 18 для нанесения гер.метика на фальц доньпнка, посредством грейферных линеек 19 донышко с нанесенным герметиком продвигается в зону действия накопителя 20, посредством пневмоцилиндра 34 донышко поднимается между стоек 32 до проскакивания собачек 33. при опускании штока пневмоцилиндра 34 донышко удерживается на собачках 33. Нагревательный элемент 30 постоянно включен, таким образом сушка герметика производится одновременно- с описанной операцией.
Накапливание длится до тех пор, пока
верхнее донышко не достигнет уровня, конт
ролируемого фотоэлектрическим датчико.м, после чего включаются в работу остальные устройства. Рука авто.матического манипулятора 52 захватом 53 берет из тупика 48 предварительно загруженного обечайка.ми лотка 46 обечайку 26, переносит и опускает ее в отверстие 25 на позицию загрузки диска 24, в это время обечайки в лотке 46 сдви; гаются посредством врандаюшегося диска 50 до упора первой в тупик 48, после чего останавливаются, проскальзывая по диску 50.
навливаются, проскальзывая по диску 50.
Обечайка 26, стоящая в отверстии 25, переводится в зону действия устройства 1 подготовки, пиноль 2, поднимаясь, подхватывает обечайку, выводит ее из соприкосновения с кромками отверстия 25, надвигает на постоянно вращающийся шпиндель 3, при этом обечайка приобретает вращательное движение, после чего к ней подводятся зиговочный 4 и отбортовочньш 5 ролики, посредством которых на обечай-ке формируется зиг и отбортовывается донный фальц.
Ролики отводятся, пиноль 2 опускается, обечайка опускается вместе с ней до тех пор, пока не зависнет на кро.мках отверстия 25,
вращение обечайки гасится посредством сил трения.
Подготовленная обечайка передается в зону действия устройства 6 для сборки обечайки с донышком, в это время рука автоматического манипулятора 27 захватом 28 берет донышко 29 из накопителя 20 и укладывает на пиноль 7 устройства 6, пи- ноль поднимает донып1ко, подхватывает им обечайку, отводит ее из соприкосновения с кромками отверстия 25, надвигает на постоянно вращающийся шпиндель 8, обечайка совместно с донышком приобретает вращательное движение, после чего подводится закаточный ролик 9 и закатывает кромки донышка и обечайки в фальц. Ролик 9 отводится, пиноль 7 опускается, собранный корпус зависает на кромках отверстия 25. Корпус передается на позицию выгрузки.
Все технологические операции, связанные с подготовкой и сборкой корпусов и удалением готов1)1. изделий, выполняются в период, когда поворотный стол устройства неподвижен.
При этом сначала дается команда на подъем пинолей для подъема и зажима обечаек. Это положение контролируется датчиком положения. Сигнал этого датчика дает разрешение на формирование команды на движение приводов зиговочного и закаточного роликов. Окончание зиговки и закатки определяет реле времени с заданием выдержки по технологической инструкции. После этого подается команда на отход роликов и опускание пинолей.
Поскольку идентичные движения приводов могут имет разную продолжительность датчик положения рабочего органа устанавливается на приводе, перемещающемся наибольшее время.
Одновременно с описанными операциями программа предусматривает работу манипуляторов по взятию деталей (донышек, обечаек) на соответствующих устройствах и передаче их на последующие операции.
Работа клещевого шагового подавателя заготовок на пресс согласована с работой пресса таким образом, что рабочий ход пресса совершается в тот .момент, когда привод подавателя неподвижен, согласована также и работа приводов устройства подготовки доныи1ек. Подъем пинолей, вращение донышка, нанесение герметика осуществляются в момент, когда привод грейферных линеек неподвижен.
Формула изобретения
I. Линия для изготовления полых корпу- 50 ого манипулятора для перекоса обечайки
сов, содержащая устройство для подготовки
0
5
5
обечайки, включающее пиноль. шпиндель, зиговочный и отбортовочный ро,тнки, устрой ство для сборки обечайки с донышко.м, вклю- чающее пиноль, шпиндель и закаточный станок, средство межоперационного транспортировання обечайки, устройство изготовления и подготовки донышка, включаю- вырубной пресс с магазином и устройством шаговой подачи листовых заготовок, устройство для нанесения герметика на
0 фальц доньпнка, накопитель, средство транспортирования донышка на позицию сборки, и систему управления, отличающаяся тем, что, с целью повышения производительности изготовления полых корпусов, она снабжена нагревательным элементом, накопитель размещен в нагревательном элементе, средство межоперацнонного транспортирования обечайки выполнено в виде поворотного стола, имеющего привод, диск с отверстиями для размещения обечаек, средство транспортирования донышка на позицию сборки выполнено в виде манипулятора с захватом для переноса доныщек из накопителя на пиноль устройства для сборки обечайки с донышком, а систе.ма управленпя выполнена в виде устройства циклового программного управления, индуктивных датчиков наличия доныщка в захвате манипулятора, фотоэлектрических датчиков уровня листовых заготовок в магазине и донышек в накопителе, датчиков положения захватов манипулятора, бесконтактного датчика положения конца листовой заготовки, устройство размножения команд и реле времени.
2.Линия по п. 1, отличающаяся тем, что привод поворотного стола выполнен в виде гидромотора постоянного действия и фиксирующего устройства, имеющего упоры, закрепленные на диске, число которых равно числу щагов поворота стола, и приводного фиксирующего элемента, закрепленного с возможностью взаимодействия с упорами.
3.Линия по п, 1, отличающаяся тем, что, с це,;1ью предотвращения повреждения по верхности обечайки, кромки отверстий диска облицованы Пластичным материалом.
4.Линия по п. 1, отличающаяся тем, что нагревательный элемент выполнен в виде
спирали.
5.Линия по п. 1, отличающаяся тем, что она снабжена устройством для поштучной выдачи обечаек, содержащим бункер, лоток с дугообразными боковыми стенками и дном, вьшолненны.м в виде поворотного диска, питатель, выполненный в виде дополнитель0
5
5
из лотка на поворотный стол.
51
llf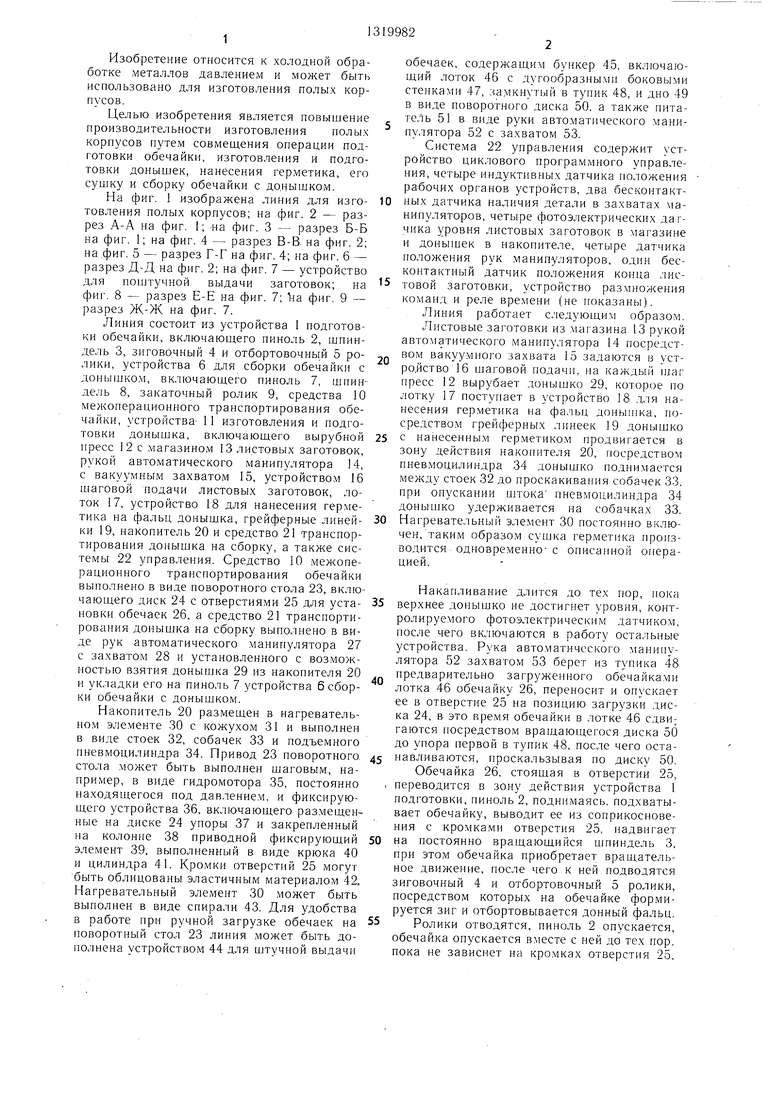

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Станок для отбортовки и закатки жестяных изделий | 1988 |
|
SU1683846A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Устройство для формирования и вклеивания донышек в прямоугольные картонные футляры | 1958 |
|
SU117235A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕРЕВЯННЫХ ЯЩИКОВ | 2000 |
|
RU2187430C1 |
| Устройство для ротационного выдавливания | 1983 |
|
SU1100027A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |


Изобретение относится к холодной обработке металлов давлением, в частности к линии для изготовления полых корпусов. Целью изобретения является повышение производительности процесса изготовления полых корпусов. Уровень листовых заготовок в магазине контролируется тремя фотодатчиками. При подъеме каретки магазина на рабочей скорости пересекается луч осветителя одного из датчиков. По этому сигналу вырабатывается команда на продолжение подъема. Когда стопа пересечет луч другого датчика, подъем прекратится. Когда в результате снятия заготовок уровень упадет до нижнего рабочего, подъем возобновится. Если каретка окажется пустой, засветится третий датчик уровня каретки (магазин пуст), магазин станет опускаться для загрузки. Положение захвата манипулятора контролируется стандартными штатными датчиками положения, установленными на самом роботе и его руках. Конец листовой заготовки определяется косвенно фотодатчиком, контролирующим наличие листа на столе перед прессом. Этот датчик реагирует на отраженный от листа луч. Остальные датчики положения пинолей, шпинделей, линеек и т. д. являются индуктивными типа КВД или КВП. Эти датчики связаны электрически с системой управ,ления. 4 з. п. ф-лы, 9 ил. (Л со со со ОО го
2S
252 35 238
/Mk ч
J/ fj fV JfVfJ J x f-XXXXXXX
Ul i I | Ш
фиг. 2
A-A
21
В-В
3- 3
2S 2f
фиг. 3
В-В
31
Г-Г
ФигМ
Фиг. 5
а-Л
kl
3
Zff
(риг. 7
Е- Е
Фиг.8
а- - Ц2
| Производство посуды хозяйственной стальной из оцинкованного листа | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Нижнетагильский металлургический комбинат. | |||
