Изобретение относится к устройствам для производства листового стекла на поверхности расплавленного металла.
Известны устройства для производства листового стекла с использованием ванны с расплавом металла, включающие подачу стекломассы через дозирующий шибер на расплав металла, формование плоскопараллельной ленты стекла с одновременным регулируемым охлаждением (авт. св. СССР 668239, С 03 В 18/02). Для охлаждения ленты стекла используют холодильники, представляющие металлические трубы прямоугольного сечения с циркулирующей в них водой для отвода тепла. Холодильники воздействуют на близлежащее пространство ванны, охлаждая зону размещения и, в том числе поверхность проходящей ленты стекла. Недостатком является то, что регулируемое охлаждение ленты стекла осуществляется только сверху от холодильников. С нижней стороны у ленты стекла отбор тепла обеспечивает в ванне расплава олово. Для этого от самого олова отводят тепло через слой огнеупора и кожух ванны. Кожух, как правило, обдувают воздухом, используя воздуходувки. Воздуходувки энергоемки, кроме того, они не обеспечивают регулируемую интенсивность охлаждения по ширине ванны более интенсивное по оси и уменьшающееся к краям.
Известны также устройства для производства листового стекла с использованием ванн расплава, в которых дно футеровано графитовыми плитами (пат. Англии 1083540 С 03 В 35/00, 1155526 С 03 В 18/02).
Графитовые плиты, находясь в контакте с расплавом олова, более интенсивно отбирают тепло от нижней поверхности ленты стекла, чем обычный огнеупор. Не так как графитовые плиты расположены по всей ширине ванны расплава, это способствует увеличению теплообмена на краевых участках ленты стекла, где теплоотдача и так больше, чем в середине ленты. Этот недостаток ведет к ухудшению качества стекла.
В других устройствах (пат. Англии 1316662 С 03 В 18/02 - прототип) используются ванны расплава с дном, футерованным теплоизоляционными блоками со вставленными углеродистыми пластинами, расположенными по всей ширине ванны, верхний конец которых контактирует с расплавленным металлом, а нижний конец каждой пластины термически связан с трубой, по которой подается охлаждающая жидкость. В прототипе тот же недостаток, что и в аналогах.
Изобретение устраняет недостатки аналогов и прототипа. Для более равномерного регулируемого охлаждения ленты стекла ванна с расплавом олова оснащается холодильником, расположенным вдоль оси нижней поверхности дна ванны, или там же размещается полость для уменьшения толщины огнеупорной кладки дна ванны Полость может оснащаться воздушным или водяным холодильником.
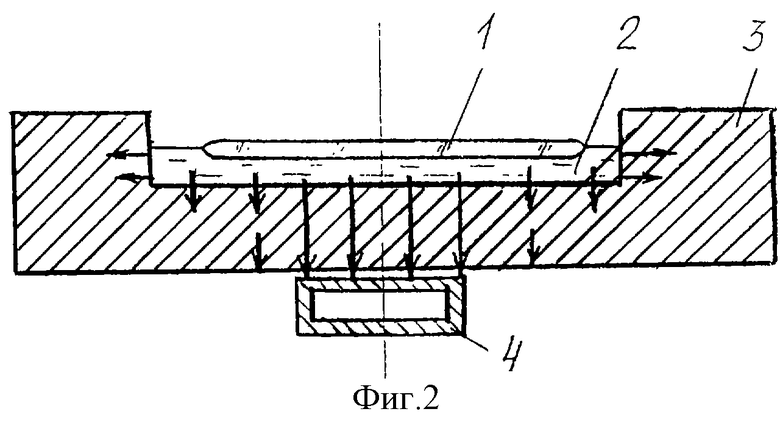
Фиг.1. Представлен разрез ванны расплава вдоль ее оси:
1. Сливной лоток;
2. Расплав олова;
3. Лента стекла;
4. Холодильник.
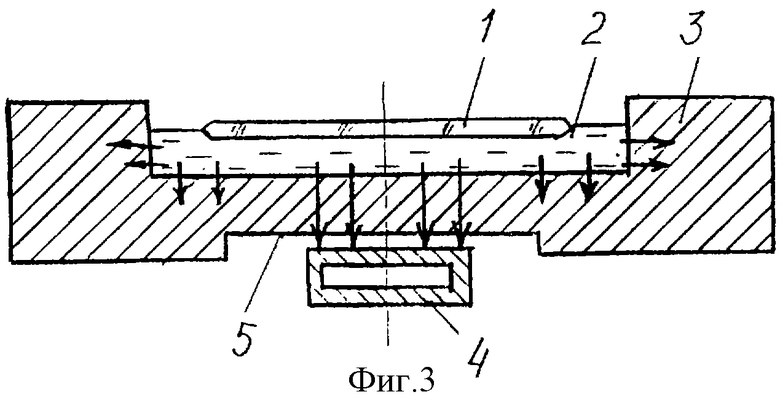
Фиг. 2. Разрез ванны расплава поперек движения ленты стекла с холодильником:
1. Лента стекла;
2. Расплав олова;
3. Футеровка ванны расплава;
4. Холодильник.
Фиг. 3. Разрез ванны расплава поперек движения ленты стекла с полостью в дне ванны и расположенным в ней холодильником:
1. Лента стекла;
2. Расплав олова;
3. Футеровка ванны расплава;
4. Холодильник;
5. Полость в дне ванны.
На фиг.1 стекломассу из сливного лотка 1 сливают в ванну с расплавом олова 2, где она формируется в ленту стекла 3. Процесс формования требует уменьшения температуры стекла на несколько сотен градусов по длине ванны. Необходимо, однако, поддерживать температуру по мере возможности, равной по ширине ванны, то есть поперек направления перемещения стекла через ванну, чтобы температура ленты была равномерной по ее ширине все время. Это необходимо для получения стекла равномерной толщины по ширине и для предотвращения оптических искажений (за счет изменений толщины), что может наблюдаться, если не одинакова вязкость и толщина в ленте до ее растягивания. Для этих целей и служит предлагаемый холодильник 4, расположенный под дном ванны или в полости дна ванны вдоль ее оси. Холодильник охлаждает снизу огнеупорную футеровку ванны и способствует более интенсивному отбору тепла от середины ленты стекла, тем самым выравнивая температуру ленты по всей ее ширине.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2000 |
|
RU2183203C2 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2186741C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ТОЛЩИНОЙ, БОЛЬШЕЙ РАВНОВЕСНОЙ | 2000 |
|
RU2181345C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| УСТРОЙСТВО ПОДАЧИ НА ЛЕНТУ СТЕКЛА ДОЗИРОВАННЫХ КОЛИЧЕСТВ ДИСПЕРСНОГО МАТЕРИАЛА | 1998 |
|
RU2147015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1997 |
|
RU2133714C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛИРОВАННОГО СТЕКЛА | 1998 |
|
RU2145581C1 |
Предложено устройство для изготовления листового стекла, представляющее собой ванну, футерованную огнеупорным материалом с низкой теплопроводностью. Ванна заполнена расплавом олова, по которому перемещают ленту стекла с одновременным ее охлаждением, при этом по оси вдоль ее нижней поверхности размещают холодильник. Техническая задача изобретения - улучшение качества стекла. 1 з.п. ф-лы, 3 ил.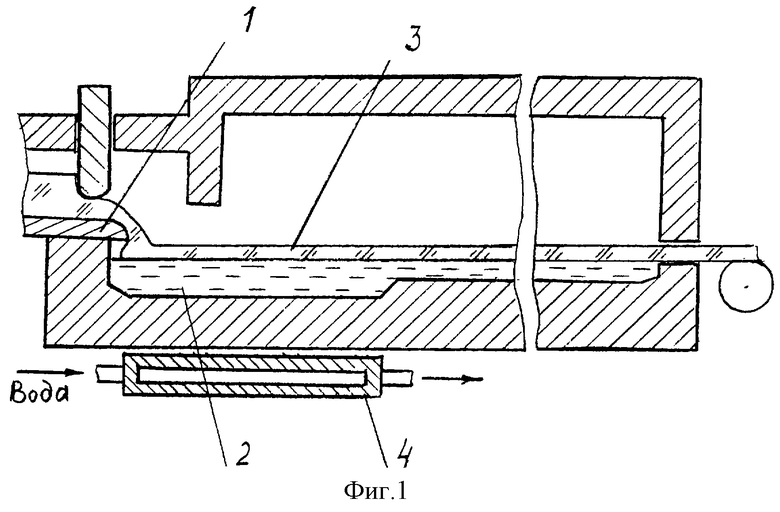
| Способ лечения пупочных грыж у детей | 1984 |
|
SU1316662A1 |
| Ванна к установке для изготовления листового полированного стекла | 1969 |
|
SU320158A1 |
| US 4197106 A, 08.04.1980 | |||
| US 4081261 A, 28.03.1978 | |||
| US 3770407 A, 06.11.1973. | |||

