Изобретение относится к способам изготовления газонлотны.х (мембранны.х) панелей для топок паровых котлов, работающих под наддувом.
Топочиые экраны котлов набирают из газоплотных панелей. Каждая панель состоит из 20 -г- 40 труб с перемычками между ними. Перемычки образуют, применяя специальные оребренные трубы или вставкой полосы (калиброванной), или наплавкой перемычки электродуговой сваркой.
Неразъемное соединение получают электродуговой сваркой плавлением или электрошлаковой сваркой, или контактной сваркой, или сваркой с применением токов радиочастоты.
Однако такие способы характеризуются низкой производительностью процессов и высокой трудоемкостью вспомогательных операций; отсутствием возможности получения панели требуемой ширины (1,5 н-2,6 л) за один прием; необходимостью расчленення панел1Г на двух-трехтрубные элементы с последующей сборкой их и автосваркой, что вызывает трудность в соблюдении геометрических размеров изделия и требует наличия больших производствеиных площадей; зависимостью качества панелей от геометрических размеров исходиых материалов (труб и полос) и от точности направления источника тепловой энергии ири сварке.
Предлагаемый способ отличается тем, что комплект труб нагревают т. в. ч. до 1100- 1220°, покрывают зону нагрева жидким флюсом и наращивают перемычку между трубами иутем заливки жидкого металла между трубами на кристаллизатор при 1520-1550°С с последующим охлаждением до затвердевания.
Это повышает производительность и качество изготовлетшя ианелей.
На чертеже схематически изображена газоплотная панель. Заливка жидкого металла ведется в защитной газовой или флюсовой среде.
Предлагаемый способ дает возможность непрерывного изготовления панелей требуемой ширины (1,5-4-2,6 И1), при этом характеризуется высокой производительиостью и экономичностью.
Кроме того, нагрев труб т. в. ч., очистка новерхности труб от окислов жидким флюсом и иепрерывная залнвка жидкого металла обесгГешвают высокое качество неразъемиого соедииения за счет диффузионной сварки в местах соприкосновения жидкого металла с твердой фазой труб.
тем, что, с целью повышения производительности и качества изготовления панелей, комплект труб нагревают т. в. ч. до 1100-1220°С, обрабатывают зону нагрева жидким флюсом
и наращивают перемычку между трубами путем заливки жидкого металла между трубами на кристаллизатор при 1520-1550°С с последующим охлаждением до затвердевания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления мембранных трубных панелей | 1973 |
|
SU616107A1 |
| Способ соединения двух элементов | 1976 |
|
SU648312A1 |
| Устройство для сборки и сварки трубных панелей из змеевиков | 1979 |
|
SU859094A1 |
| Устройство для сборки и сварки трубных панелей из змеевиков | 1982 |
|
SU1055619A1 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА И КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КОМПЛЕКСА | 2008 |
|
RU2389936C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ | 1991 |
|
RU2071858C1 |
| Способ восстановления деталей | 1990 |
|
SU1773620A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| СПОСОБ СВАРКИ СТЫКОВ ТРУБОПРОВОДОВ | 2003 |
|
RU2244613C1 |
| Способ электродуговой сварки под флюсом | 1989 |
|
SU1696208A1 |
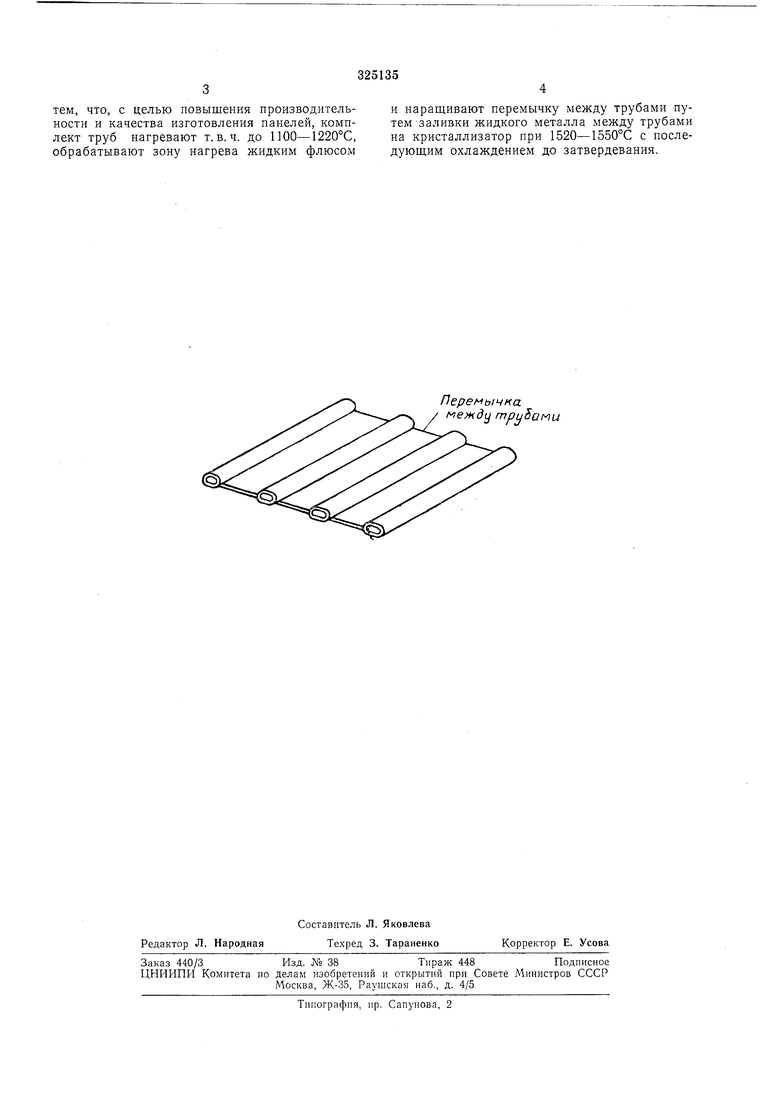
Пере/ ычка между mo/jSoMu
