1
(21)4863920/27 (22)03.09.90 (46)30.09.92. Бюл. №36
(71)Курганский филиал Свердловского научно-исследовательского технологического института
(72)В.С.Южаков и В.Ф.Лебедев
(56)Авторское свидетельство СССР № 1123762, кл. В 21 D 7/02,1982. (54) СТАНОК ДЛЯ ГИБКИ ТРУБ
(57)Использование: изготовление рулей велосипедов. Сущность изобретения; станок для гибки труб содержит установленные на основании механизмы гибки в горизонтальной плоскости и в вертикальной плоскости. Механизм гибки в горизонтальной плоскости состоит из двух шаблонов, установленных с возможностью вращения на осях, и из двух гибочных роликов, установленных на осях между пластинами. Пластины попарно установлены на оси с возможностью углового поворота на ней вместе с осями. Ось установлена в П-образном кронштейне, закрепленном на подвижной каретке. Кронштейн снабжен выталкивателем. На основании станка установлены два упора, Механизм гибки в вертикальной плоскости состоит из двух шаблонов и двух гибочных роликов, которые выполнены с наклонными лысками на их внешних сторонах. Лыски образуют канал, обеспечивающий заход концов заготовки в ручьи шаблонов и роликов после гибки заготовки в горизонтальной плоскости. Шаблоны жестко закреплены на стойках и соединены с зубчатыми колесами, а гибочные ролики жестко соединены с зубчатыми колесами. Гибочный ролик вместе с зубчатым колесом установлен на оси, которая закреплена в водиле. Водило, в свою очередь, жестко соединено с зубчатым колесом, взаимодействующим с зубчатым колесом, закрепленным на валу привода. 11 ил.
сл С


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБ | 2016 |
|
RU2622197C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Трубогибочный станок | 1984 |
|
SU1191139A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Устройство для двусторонней гибки труб | 1991 |
|
SU1797507A3 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1156768A2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Трубогибочный станок | 1984 |
|
SU1274802A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |



Изобретение относится к обработке металлов давлением, в частности к средствам для гибки труб путем холодной пластической деформации.
Цель изобретения - снижение энергоемкости и повышение качества готового изделия.
Это достигается тем, что станок для гибки труб, содержащий установленные на основании механизм гибки в горизонтальной плоскости со смонтированными на осях гибочными шаблонами и роликами, средством для перемещения одного из гибочных инструментов с упорами и установленной в направляющих с возможностью возвратно-поступательного перемещения вдоль оси гибки и периодического взаимодействия с упорами, кареткой и приводом перемещения гибочных инструментов, механизм гибки в вертикальной плоскости со смонтированными на осях гибочными шаблонами и роликами и приводом их перемещения с валом, снабжен выталкивателем, размещенным на средстве для перемещения гибочных роликов, выполненным в виде закрепленного на упомянутой каретке П-об- разного кронштейна, попарно смонтированных на последнем посредством дополнительных осей с возможностью поворота относительно оси гибки пластин.
Выталкиватель расположен на одной из сторон П-образного кронштейна, гибочные ролики - между пластинами, а шаблоны смонтированы на основании с возможно
К
2
р
стью поворота вокруг своей оси. Механизм гибки в вертикальной плоскости выполнен в виде симметрично соединенных с валом привода зубчатых передач, зубчатые колеса которых установлены соосно гибочным ролику и шаблону, жестко закрепленной на торцах последних дополнительной зубчатой передачи. Гибочные ролики связаны с зубчатыми передачами посредством жестко смонтированного на одном из ее зубчатых колес водила. Шаблон жестко установлен на основании. На внешней поверхности гибочных инструментов расположены лыски для изгибаемой трубы.
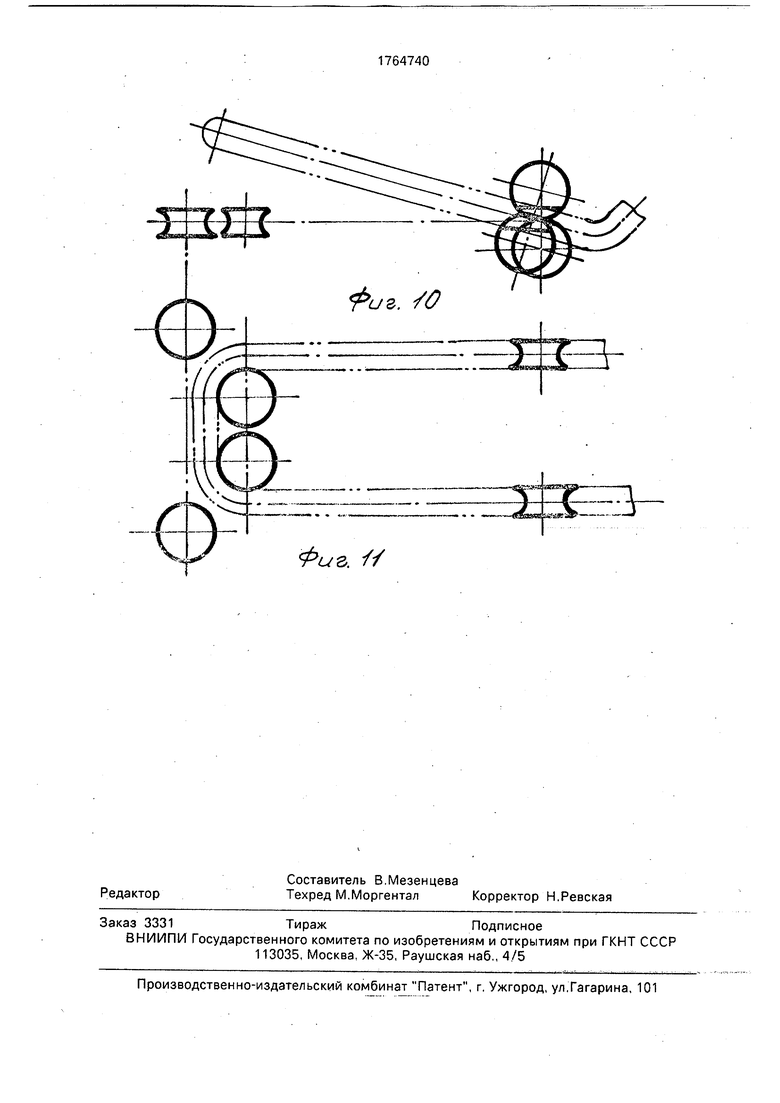
На фиг.1 изображен общий вид станка в плане (в конце рабочего цикла); на фиг.2 - сечение А-А на фиг.1; на фиг.3 -сечение Б- Б на фиг.1; на фиг.4 - схема гибки трубы, загрузочная позиция; нафиг.5-тоже, план; на фиг.6 - схема гибки трубы в горизонтальной плоскости; на фиг.7 - то же, план; на фиг.8 - схема гибки трубы в вертикальной плоскости; на фиг.9-то же, план; на фиг. 10- схема гибки трубы, позиция съема готовой детали; на фиг. 11 - то же, план.
Станок для гибки труб содержит основание 1 и установленные на нем механизмы: 2 - гибки в горизонтальной плоскости и 3 - гибки в вертикальной плоскости.
Механизм гибки в4 горизонтальной плоскости 2 состоит из двух шаблонов 4, установленных с возможностью вращения на осях 5, и из двух гибочных роликов 6, установленных на осях 7 между пластинами 8. Пластины 8 попарно установлены на оси 9 с возможностью углового поворота на ней вместе с осями 7, Ось 9 установлена в П-об- разном кронштейне 10, закрепленном на подвижной каретке 11, которая имеет возможность возвратно-поступательного перемещения между шаблонами 4. Кронштейн 10 снабжен выталкивателем 12. На основании 1 станка установлены два упора 13.
Механизм гибки в вертикальной плоскости 3 состоит из двух шаблонов 14 и двух гибочных роликов 15. Шаблоны 14 и гибочные ролики 15 выполнены с наклонными лысками 16, расположенными на внешних сторонах шаблонов 14 и роликов 15 на одной вертикали и образуют канал (см. фиг.4), обеспечивающий заход концов заготовки 17 в ручьи шаблонов 14 и роликов 15 после гибки заготовки 17 в горизонтальной плоскости.
Шаблоны 14 жестко закреплены на стойках 18, установленных на основании 1, и соединены с зубчатыми колесами 19, а гибочные ролики 15 жестко соединены с зубчатыми колесами 20. Гибочный ролик 15 вместе с зубчатым колесом 20 установлен
на оси, которая закреплена в водиле 21. Водило 21, в свою очередь, жестко соединено с зубчатым колесом 22, взаимодействующим с зубчатым колесом 23, закрепленным
на валу привода 24,
Станок для гибки труб снабжен также приводом 25 перемещения каретки 11 и конечными выключателями:
26 - включение привода 25 перемеще0 ния подвижной каретки 11;
27-ограничения рабочего хода подвижной каретки 11 и включения привода 24;
28 - ограничения рабочего поворота водила 21 и включения реверса привода 24;
5 29 - отключения привода 24 и включения реверса привода 25;
30 - отключение привода 25.
Станок работает следующим образом.
В исходном положении подвижная ка0 ретка 11 с гибочными роликами 6 находится в крайнем правом положении.
Заготовку 17, в виде трубы заданной длины, укладывают в зоне гибки между шаблонами 4 и гибочными роликами 6 (фиг. 4 и
5 5). Подают заготовку 17 до упора в конечный выключатель 26. Начинается рабочий ход подвижной каретки 11. При движении рабочей каретки 11 влево гибочные ролики 6 прижимают заготовку 17 к шаблонам 4. При
0 этом заготовка 17 входит в ручьи шаблонов 4 и гибочных роликов 6 и принимает П-об- разную форму (фиг.6, 7). Свободные концы заготовки 17, благодаря наклонным лыскам 16, заходят в ручьи шаблонов 14 и гибочных
5 роликов 15. В конце рабочего хода каретки 11 нажимает на конечный выключатель 27, который выключает привод 25 и включает привод 24. Зубчатые колеса 23, закрепленные на валу привода 24, вращают водила 21
0 через зубчатые колеса 22, жестко скрепленные с водилами 21.
Гибочные ролики 15, установленные на валу внутри контура водила 21, обкатываются вокруг шаблонов 14 и изгибают концы
5 заготовки 17 в вертикальной плоскости на необходимый угол (фиг.8,9). Настройка на величину угла гибки производится с помощью конечного выключателя 28, При обратном ходе после гибки гибочный ролик 15
0 вращается вместе с зубчатым колесом 20, жестко скрепленным с ним. А зубчатое колесо 20 взаимодействует с зубчатым колесом 19, жестко скрепленным с шаблоном 14. В результате наклонная лыска 16 гибочного
5 ролика 15 устанавливает всегда в исходное положение.
После изгиба заготовки 17 на необходимый угол в вертикальной плоскости конечный выключатель 28 переключает привод 24 на реверс. При этом водила 21 вместе с
гибочными роликами 15 возвращаются в исходное положение, нажимают при этом на конечный выключатель 29, который выключает привод 24 и включает привод 25. Подвижная каретка 11 перемещается в исходное положение. При перемещении каретки 11 упоры 13 нажимают на пластины 8 и поворачивают их на угол, в результате чего гибочные ролики 6 сближаются, освобождая готовую деталь 17 из ручьев. При дальнейшем движении каретки 11 выталкиватель 12 выталкивает готовую деталь 17 из ручьев шаблонов 4. Таким образом, готовая деталь 17 освобождена от зажимавших ее шаблонов 4 и гибочных роликов 6. В конце хода каретка 11 нажимает на конечный выключатель 30, который выключает привод 25.
Для последующего съема детали 17 нажатием кнопки Назад на пульте управления станка (не показана) смещают гибочный ролик 15 влево (фиг. 10,11), в результате чего часть детали 17, освобожденная от шаблона 4 и гибочного ролика 6, приподнимается и свободно снимается со станка. После сьема детали 17 нажатием кнопки Вперед на пульте управления станка (не показана) гибочные ролики 15 возвращают в исходное положение.
Для того, чтобы после указанных дополнительных перемещений наклонная лыска 16 гибочного ролика 15 всегда устанавливалась в рабочее положение, величина допол- нительного перемещения Назад - Вперед настраивается реле времени работы двигателя (не показано).
После съема готового изделия станок рнов а готов к работе.
Применение в механизме гибки в горизонтальной плоскости станка одной подвижной каретки для перемещения двух гибочных роликов, а в механизме гибки в вертикальной плоскости - зубчатых передач, позволило сократить число приводов по сравнению с прототипом и тем самым снизить энергоемкость станка.
Благодаря тому, что обкатывание гибочных роликов механизма гибки в вертикальной плоскости по изгибаемой заготовке
1764740
происходит без проскальзывания, обеспечивается получение качественной поверхности готового изделия.
Формула изобретения
Станок для гибки труб, содержащий установленные на основании механизм гибки в горизонтальной плоскости со смонтированными на осях гибочными шаблонами и
роликами, средством для перемещения одного из гибочных инструментов с упорами и установленной в направляющих с возможностью возвратно-поступательного перемещения вдоль оси гибки и периодического
взаимодействия с упорами кареткой и приводом перемещения гибочных инструментов, механизм гибки в вертикальной плоскости со смонтированными на осях гибочными шаблонами и роликами и приводом их перемещения с валом, отличающийся тем, что, с целью снижения энергоемкости и повышения качества готового изделия, он снабжен выталкивателем, размещенным на средстве для перемещения
гибочных роликов, выполненными в виде закрепленного на упомянутой каретке П-об- разного кронштейна, попарно смонтированных на последнем посредством дополнительных осей с возможностью поворота относительно оси гибки пластин причем выталкиватель расположен на одной из сторон П-образного кронштейна, гибочные ролики - между пластинами, а шаблоны смонтированы на основании с возможностью поворота вокруг своих осей, механизм гибки в вертикальной плоскости выполнен в виде симметрично соединенных с валом привода зубчатых передач, зубчатые колеса которых установлены соосно с
гибочным ролику и шаблону, жестко закрепленной на торцах последних дополнительной зубчатой передачи, причем гибочные ролики связаны с зубчатыми передачами посредством жестко смонтированного на
одном из ее зубчатых колес водила, шаблон жестко установлен на основании, а на внешней поверхности гибочных инструментов расположены лыски для изгибаемой трубы.
1764740
А-А
2Z /7 15
I
«X j
§
с:
10
i
IQ«V,со
S
Фиг. 9
Фиг. //
Фиг. /О
ЕЗ
