Изобретение относиться к трубопроводному транспорту и может быть использовано при строительстве трубопроводов.
Трубы нефтяного сортамента, например, обсадные по ГОСТ 632-80 и насосно-компрессорные (НКТ) по ГОСТ 633-80 после определенного срока эксплуатации заменяются новыми. Одной из причин выхода из строя труб нефтяного сортамента - нарушение резьбовых соединений, поэтому в нефтегазодобывающих управлениях (НГДУ) складируются сотни километров отработанных труб нефтяного сортамента. Утилизация этих труб - важнейшая техническая проблема.
Известен способ (Временная инструкция по технологии высокотемпературной индукционной пайки стыков труб диаметром до 159 мм в цеховых условиях - Бугульма: ТатНИПИнефть. -1993, 11 с.) футерования труб нефтяного сортамента (НКТ) полиэтиленовыми трубами. По данному способу резьбовая часть НКТ удаляется на токарно-винтовом станке, а далее трубы соединяются в плеть (3 трубы) индукционной пайкой. Кроме того, на концах плети припаиваются патрубки из стали 20. Только после такой подготовки плеть из НКТ футеруется полиэтиленовой оболочкой.
Недостатком данного способа является то, что при подготовке плети труб к футерованию часть трубы (с конической резьбой) не утилизируется, а это приводит к дополнительным затратам энергии, и часть металла направляется в металлолом.
Известен способ футерования металлической трубы пластичной оболочкой (пат. N 2091231 РФ, МПК 6 B 29 C 63/42, 1997), по которому вначале расширяют концы металлической трубы не менее чем на удвоенную толщину защемляющихся колец, а после ввода пластичной оболочки внутрь металлической трубы устанавливают защемляющие кольца по месту расширения металлической трубы. Далее осуществляют совместное расширение защемляющих колец, пластичной оболочки и концов металлической трубы до окончательного соединения и закрепления их между собой и осуществляют окончательное калибрование концов металлической трубы.
Недостатком данного способа футерования металлической трубы пластичной оболочкой для подготовки к соединению является последовательное выполнение восьми технологических операций: расширение концов труб дорнированием, затаскивание пластичной оболочки; подравнивание концов пластичной оболочки; разогревание частиц пластичной оболочки; введение формирующей обоймы; размещение защемляющих колец; расширение защемляющих колец; окончательная калибровка концов металлической трубы.
Задачей изобретения является упрощение технологии футерования труб нефтяного сортамента термопластичной оболочкой.
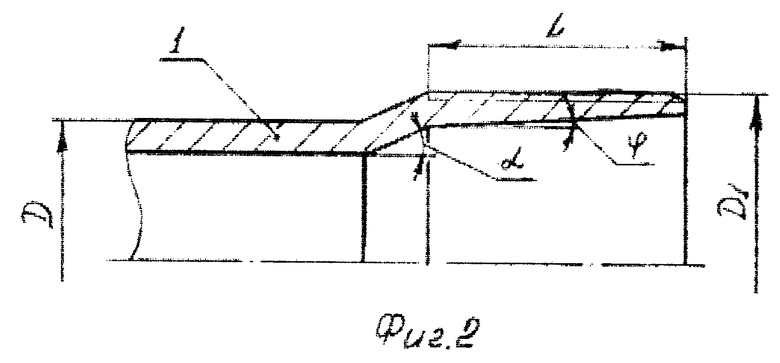
Поставленная задача достигается тем, что внутренний диаметр концов трубы расширяют на длину L под углом ϕ до диаметра D1 ≥ D + 2h1, а переход от раструба к цилиндрическому участку трубы осуществляют под углом α, который расположен в интервале ϕ ≤ α ≤ 45°, где L - расстояние от торца до конца сбега резьбы трубы (мм); ϕ - угол уклона резьбы трубы (град.); D1 - наружный диаметр конца трубы после расширения (мм); D - наружный диаметр трубы (мм); h1 - высота профиля резьбы трубы (мм); α - угол перехода от раструба к цилиндрическому участку трубы (град.).
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявляемом способе, то есть о соответствии заявляемого способа критерию "существенные отличия".
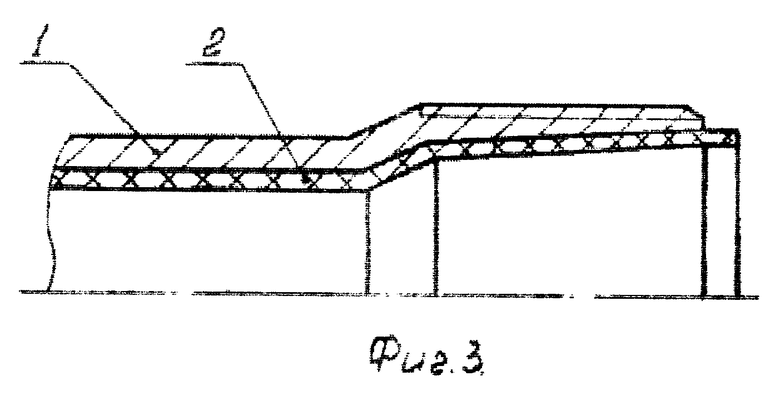
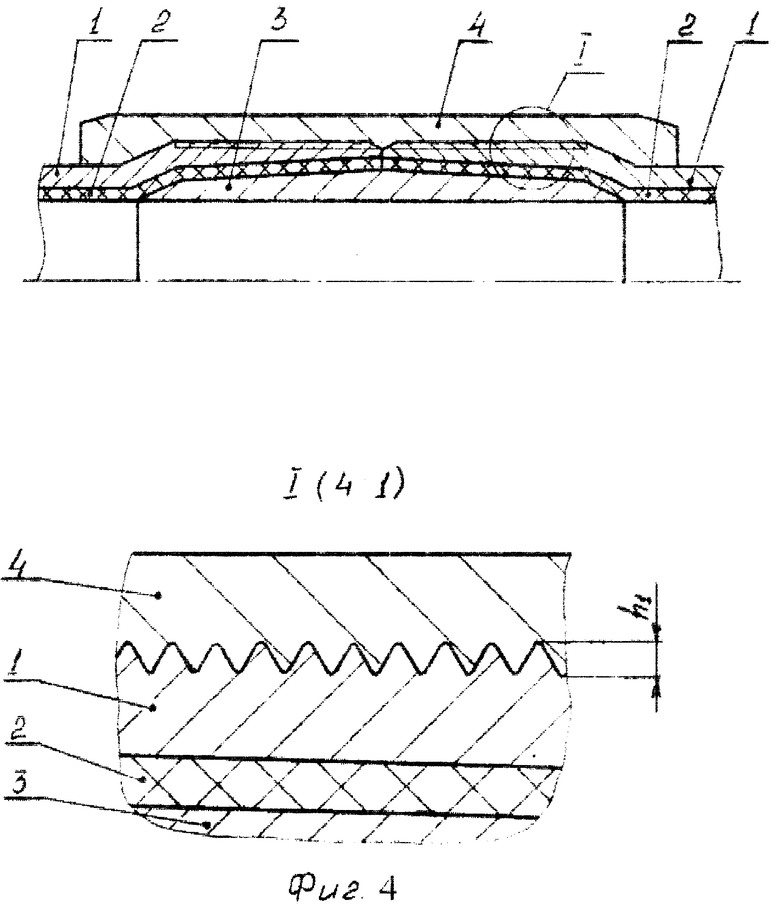
На фиг. 1 изображена исходная труба 1, подготовленная для футерования термопластичной оболочкой. На фиг. 2 изображена труба 1, расширенная по предлагаемому способу. На фиг. 3 изображена труба 1, расширенная и футерованная по предлагаемому способу термопластичной оболочкой 2. На фиг. 4 изображено неразъемное соединение труб нефтяного сортамента с помощью вкладыша 3 и муфты 4, изготовленных по предлагаемому способу.
Способ футерования труб осуществляют следующим образом.
Концы металлической трубы 1 нефтяного сортамента, например НКТ, расширяют дорнированием на длину резьбы до диаметра, большего или равного первоначальному наружному диаметру плюс две высоты профиля резьбы (фиг. 2). Затем в трубу 1 с натягом втаскивают термопластичную оболочку 2 (фиг. 3).
Неразъемное соединение труб, футерованных по предлагаемому способу, осуществляют следующим образом. Используют металлическое кольцо 3, твердость металла которого не меньше твердости металла трубы, и металлическую муфту 4, твердость металла которой может быть меньше твердости металла трубы. В процессе образования соединения обжимом муфты 4 резьбовые выступы внедряются в тело муфты 4. Наружным профилем вкладыша 3 совпадает с внутренним профилем расширенных концов труб (фиг. 4). Перед соединением труб на резьбовую их часть наносят герметик. Это значительно повышает герметичность и прочность соединения.
Футерование труб нефтяного сортамента термопластичной оболочкой по предлагаемому способу позволяет утилизировать отработанные НКТ и обсадные трубы, упрощает технологические операции футерования, усиливает защиту трубопроводов от коррозии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2140854C1 |
| СПОСОБ ФУТЕРОВАНИЯ ТРУБ, ИМЕЮЩИХ НАРУЖНУЮ РЕЗЬБУ, ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2143977C1 |
| ТРУБА ИЗ ВЫСОКОУГЛЕРОДИСТОГО МЕТАЛЛА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2148202C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1999 |
|
RU2162413C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2141599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБОЙ ДЛЯ СОЕДИНЕНИЯ СВАРКОЙ | 2013 |
|
RU2525032C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1994 |
|
RU2091231C1 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ОБЛИЦОВАННЫХ ТРУБ | 1999 |
|
RU2153120C1 |
| МЕТАЛЛИЧЕСКАЯ ОБЛИЦОВАННАЯ ТРУБА | 2002 |
|
RU2216671C2 |
| СПОСОБ ФУТЕРОВАНИЯ ФИТИНГОВ ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2137974C1 |
Изобретение относится к трубопроводному транспорту и может быть использовано при строительстве трубопроводов. Способ футерования труб нефтяного сортамента термопластичной оболочкой включает расширение внутреннего диаметра концов трубы на длину резьбы под углом, равным уклону резьбы, до диаметра, значение которого равно сумме начального диаметра трубы плюс две высоты профиля резьбы. Способ позволяет утилизировать отработанные и обсадные трубы, упростить технологические операции футерования и усилить защиту трубопроводов от коррозии. 4 ил.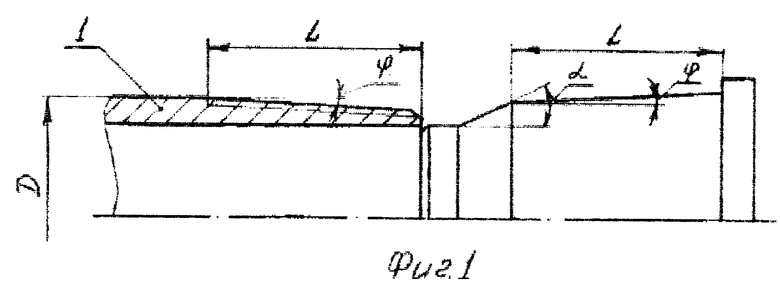
Способ футерования труб нефтяного сортамента термопластичной оболочкой, включающий подготовку концов труб, придание им формы раструба и введение внутрь трубы термопластичной оболочки, отличающийся тем, что внутренний диаметр концов трубы расширяют на длину резьбы L под углом ϕ до диаметра D1 ≥ D + 2h1, а переход от раструба к цилиндрическому участку трубы осуществляют под углом α, который расположен в интервале ϕ ≤ α ≤ 45°, где L - расстояние от торца до конца сбега резьбы трубы (мм); ϕ - угол уклона резьбы трубы (град.); D1 - наружный диаметр конца трубы после расширения (мм); D - наружный диаметр трубы (мм); h1 - высота профиля резьбы трубы (мм); α - угол перехода от раструба к цилиндрическому участку трубы (град.).
| СПОСОБ БИОХИМИЧЕСКОЙ ОЧИСТКИ СТОЧНЫХ ВОД | 1994 |
|
RU2091331C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1992 |
|
RU2005615C1 |
| DE 4333566 A1, 05.05.1994 | |||
| DE 3844136 A1, 13.07.1989 | |||
| US 5244624 A, 14.09.1993. | |||

