Изобретение относится к трубопроводному транспорту и может быть использовано при строительстве трубопроводов.
Известен способ футерования фитингов, например тройников (ТУ 14-3-423-75), на АО "Первоуральский Новотрубный завод". Этот способ основан на создании внутренней пластичной оболочки литьем под давлением.
Известна также конструкция фитинга, содержащая фигурный трубчатый перфорированный элемент с фланцами на концах, взаимодействующий с полимерным слоем, который выполнен в виде монолитного блока, внутри которого и размещен перфорированный элемент (патент N 2014546 РФ; МПК 5 F 16 L 47/00; заявл. 24.11.92; опубл. 15.06.94).
Недостатками сборки вышеуказанных фитингов являются: для создания различных толщин полимерного слоя требуются сменные приспособления; для формирования полимерного слоя требуются литейные машины (литье под давлением); при формировании полимерного слоя литьем под давлением возможно образование нарушений сплошности полимерного слоя.
Задачей изобретения является упрощение технологии футерования фитингов термопластичной оболочкой.
Поставленная задача достигается тем, что формирование внутренней термопластичной оболочки производят из трубчатых термопластичных патрубков, имеющих сопряженные стыки, подобные стыкам металлических фитингов, которые соединяют сваркой за счет передачи тепла от нагретой до температуры 180 - 240oC зоны сварных стыков металла фитингов.
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявляемом способе, то есть о соответствии заявляемого решения критерию "существенные отличия".
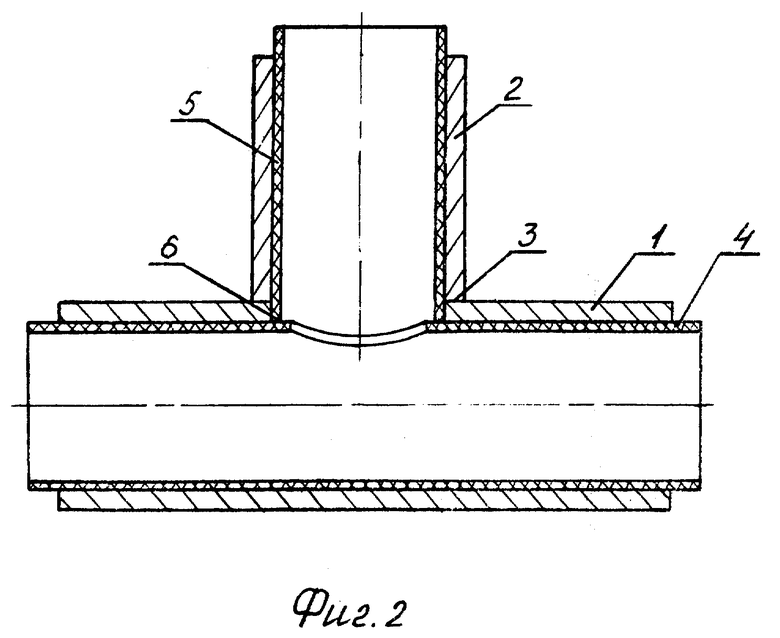
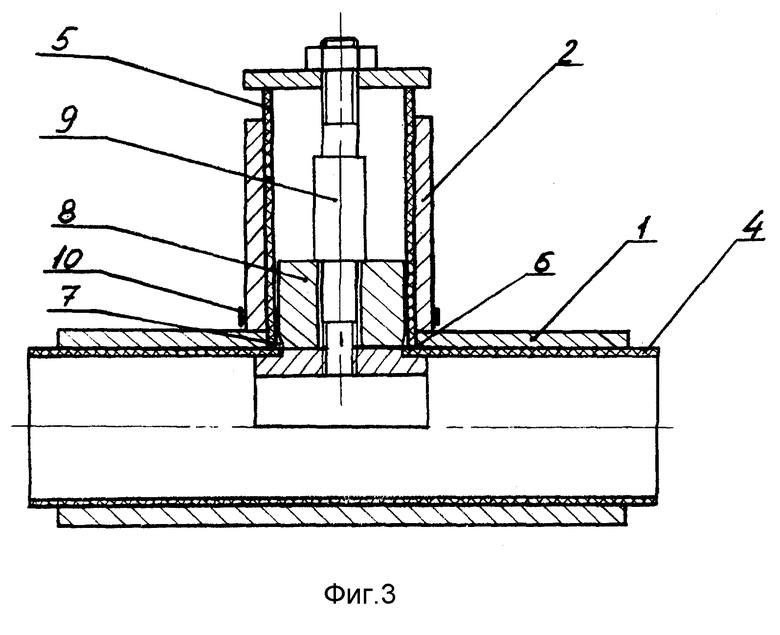
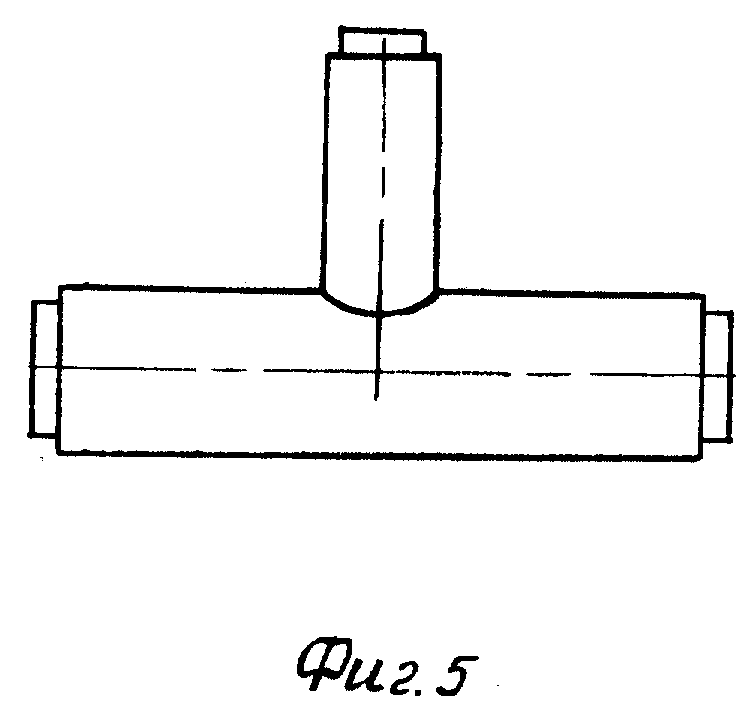
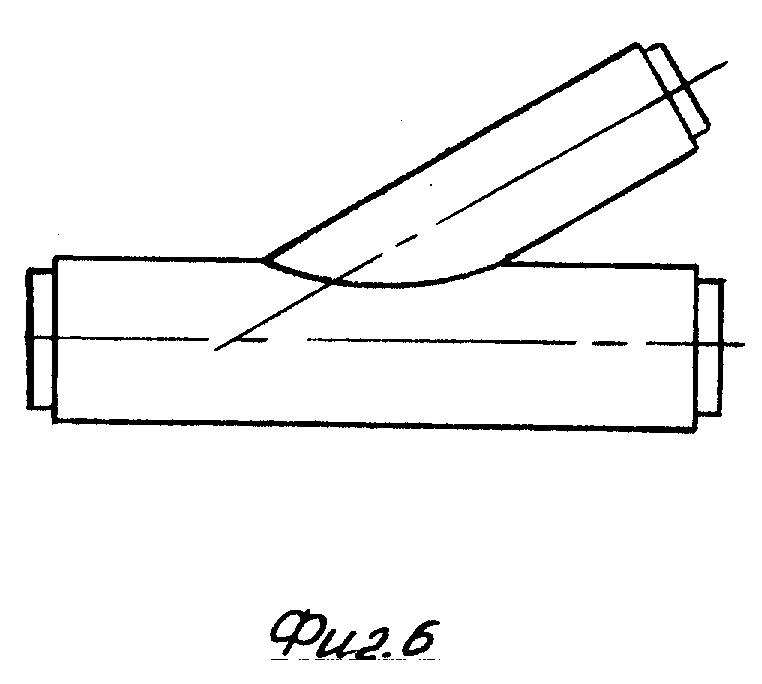
На фиг. 1 изображен общий вид сваренного металлического трубчатого каркаса, состоящего из патрубков 1 и 2, имеющих сопряженный стык 3; на фиг. 2 - общий вид сваренного металлического трубчатого каркаса и патрубков 4 и 5 из термопластичного материала, также имеющих сопряженный стык 6; на фиг. 3 - общий вид фитинга (тройника), подготовленного для герметизации. На фиг. 4 - 9 изображены варианты готовых фитингов, изготовленных по предлагаемому способу.
Сборка фитинга, например тройника, осуществляется следующим образом. Сваривают два металлических патрубка 1 и 2 (фиг. 1) для образования металлического трубчатого каркаса. В металлические патрубки 1 и 2 с натягом вставляют термопластичные патрубки 4 и 5, имеющие сопряженный стык 6. Патрубок 5 упирается в патрубок 4 с образованием сопряженного стыка 6. Диаметр термопластичного патрубка 5 больше диаметра отверстия в патрубке 4 на 4 - 6 мм. Это связано с тем, что избыток термопластичного материала образует прочный сварной шов в конусном кольцевом зазоре 7 между деталью 8 силового элемента 9 и термопластичным патрубком 5 (фиг. 3). Силовым элементом 9 с определенным усилием прижимают патрубки 4 и 5, и в круговой зоне 10 патрубка 2 в течение 5 - 10 минут создают температуру 180 - 240oC. В процессе сварки термопластичные патрубки 4 и 5 образуют герметичный сварной шов 11 (фиг. 4). Аналогичным образом изготавливают фитинги требуемой конструкции (фиг. 4 и 9).
Важной особенностью предлагаемого способа футерования фитингов термопластичной оболочкой является то, что изготовление фитингов можно проводить как в заводских, так и в полевых условиях.

Изобретение используется при строительстве трубопроводов. В металлический сварной фитинг вставляют трубчатые патрубки из термопластичного материала. Стыки патрубков соединяют сваркой за счет передачи тепла от нагретой до 180-240oC зоны сварных стыков металлического фитинга. Упрощает технологию нанесения покрытия на фитинги. 9 ил.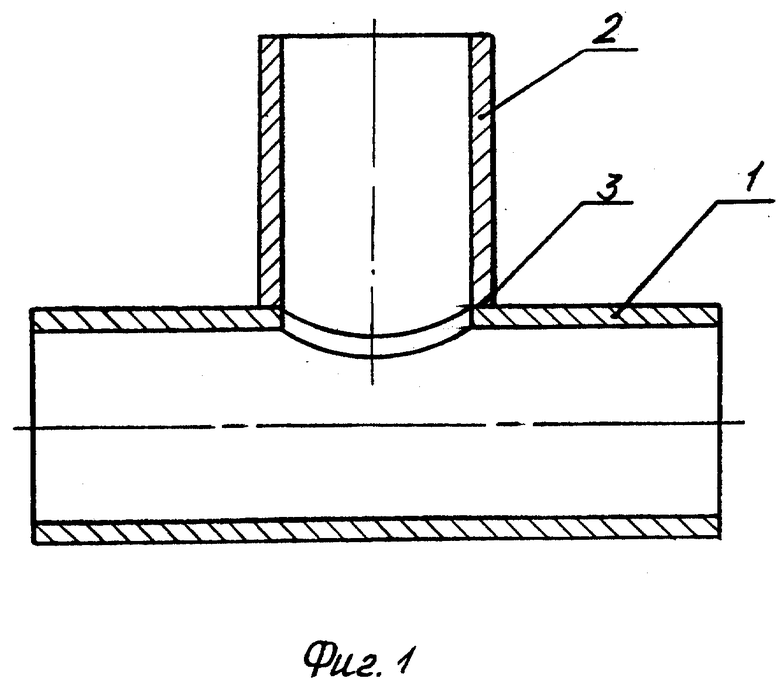
Способ футерования фитингов термопластичной оболочкой, включающий изготовление фитингов из трубчатых металлических патрубков путем соединения их сваркой и формирование внутренней термопластичной оболочки, отличающийся тем, что формирование внутренней термопластичной оболочки производят из трубчатых термопластичных патрубков, имеющих сопряженные стыки, подобные стыкам металлических фитингов, которые соединяют сваркой за счет передачи тепла от нагретой до 180 - 240oC зоны сварных стыков металла фитингов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ФИТИНГ | 1992 |
|
RU2014546C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ футерования металлических угольников для соединения труб | 1985 |
|
SU1294775A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| ДОРОЖНАЯ БЕТОННАЯ СЕКЦИЯ | 1996 |
|
RU2114952C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ЗАЩИТЫ ДОКУМЕНТОВ ИЛИ ЦЕННЫХ ОБЪЕКТОВ | 2001 |
|
RU2178500C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |

