Известен способ прессования изделий с нарезкой из прессматериалов с волокнистым наполнителем, включающий операцию укладки заранее отформованных таблеток в прессформу. Однако такой способ не обеспечивает получения изделий с достаточно прочной нарезкой.
Предлагаемый способ позволяет получать изделия с более .прочной нарезкой благодаря тому, что на часть таблетируемого материала, соответствующую будущей нарезке, наносят рифления путем пропускания таблетируемого материала между по меньшей мере двумя парами валков, при этом один из валков последней по ходу движущегося материала нары имеет рифления и В(ращается с большей скоростью по сравнению со скоростью вращения гладкого валка, а валок предыдущей пары, расположенный с той же стороны по отнощению к материалу, что и рифленый, также вращается с ббльщей -скоростью по отношению к скорости смежного с ним валка.
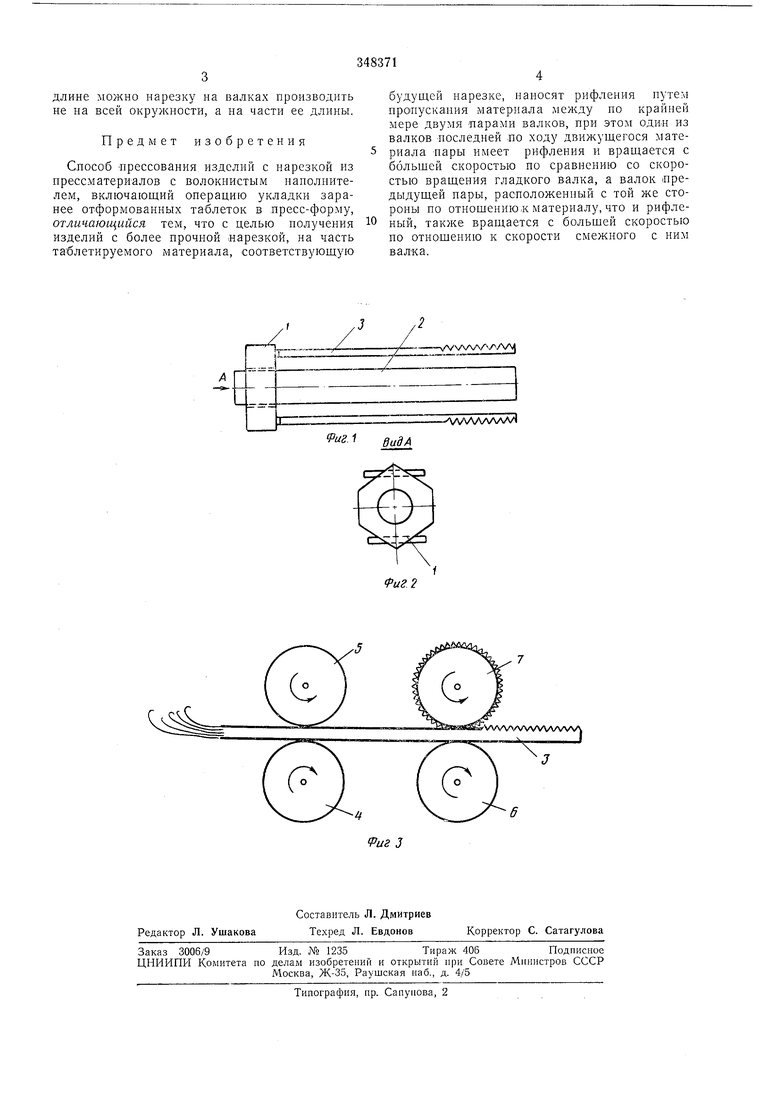
Па .фиг. 1 показаны заготовки прессматериала; на фиг. 2 - вид сбоку по стрелке А; на фиг. 3 показана операция формования нарезной части изделия.
Изделие с нарезкой, например болт, получают из предварительно отформованны.х таблеток, одна - } - из которых служит для изготовления головки болта, другая - 2 -
является заготовкой стержня болта и третьи - 3 - заготовками поверхностного слоя болта. Таблетки 5 поверхностного слоя перед паложением на стержень болта пропуекают между двумя парами валков 4, 5, 6, 7, из которых валок 7 имеет на поверхности рифления, соответствующие профилю резьбы, и вращается с большей скоростью по сравнению со скоростью вращения гладкого валка 6, а валок 5 предыдущей пары также вращается с ббльшей скоростью по отношению к скорости смежного с ним валка 4.
В процессе прохождения заготовки 3 прессматериала через валки валок 5 осуществляет предварительную вытяжку верхних слоев материала, а валок 7 - формование рифлений на этих вытянутых участках материала заготовки. Разность скоростей вращения валков рассчитывается в зависимости от необходимых размеров рифления таблетки, которые соответствуют размерам резьбы. Отформованные таблетки 1, 2 н 3 закладываются в пресс-форму и затем при обычных
прессования данного материала прессуются в болт. Рифление прессматериала на нарезной части позволяет осуществить необходимое заполнение армирующим материалом резьбовой канавки. Для получения поверхнодлине можно нарезку на валках производить не на всей окружности, а на частн ее длины.
Предмет изобретения
Способ прессования изделий с нарезкой из нрессматериалов с волокнистым наполнителем, включающий операцию укладки заранее отформованных таблеток в пресс-форму, отличающийся тем, что с целью получения изделий с более црочной нарезкой, на часть таблетируемого материала, соответствующую
будущей нарезке, наносят рифления путем пропускания материала между по крайней мере двумя парами валков, при этом один из валков последней ло ходу движущегося материала пары имеет рифления и вращается с ббльщей скоростью по сравнению со скоростью вращения гладкого валка, а валок предыдущей пары, расположенный с той же стороны по отнощению к материалу, что и рифленый, также вращается с большей скоростью по отнощению к скорости смежного с ним валка.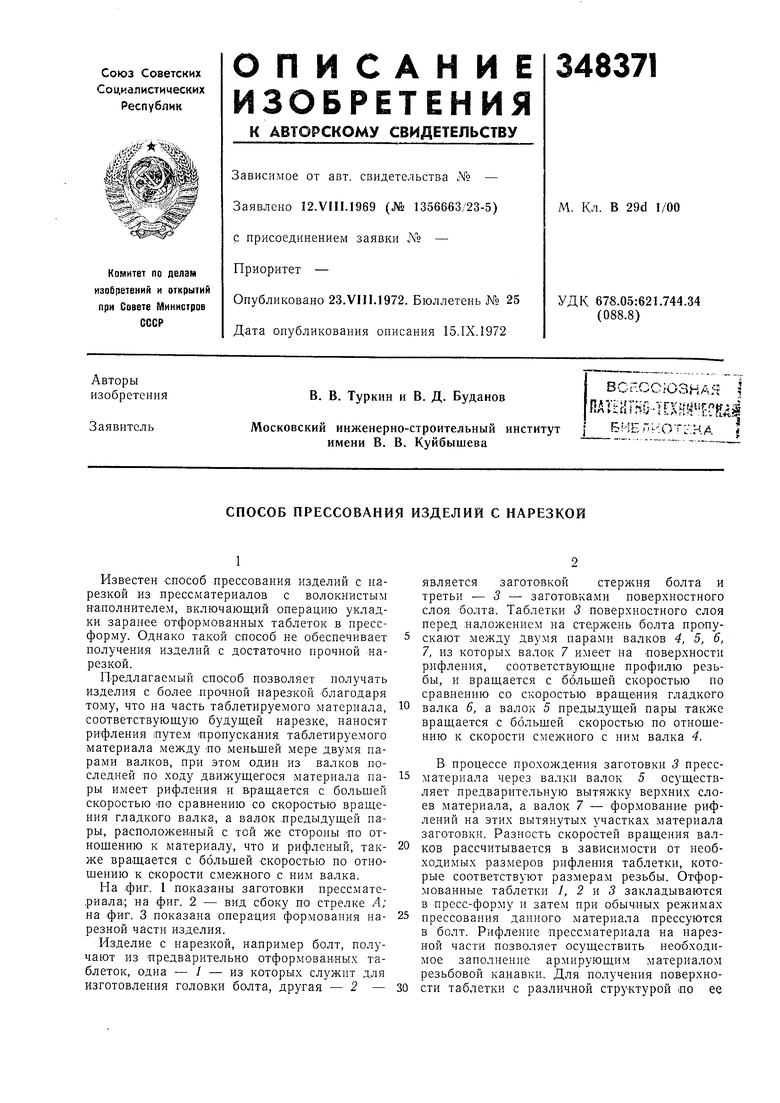
----vvwvvvvvj
