Известно Изготовление из стеклопластика деталей общего машиностроения типа болтов И других соединительных элементов, включающее операции по формованию термореактивной пластмассы с волокнистым наполнителем, и последующую полимеризацию. Болты, изготовляемые ИЗ термореактивных пластмасс с рубленым ВОЛОКНИСТЫМ наполнителем и -различных КОМПОЗИЦИЙ пресспорошков, по своей несущей способности не удовлетворяют требованиям, предъявляемым к связям для соединения элементов строительных конструкций.
Связи ИЗ термопластичных материалов имеют малую несущую способность и, кроме того, ОНИ под воздействием повышенных температур переходят в пластическое состояние. С ТОЧКИ зрения прочностных показателей и устойчивости к химической агрессии наиболее приемлемы нагели, изготовляемые из термореактивных прессматериалов с непрерывно направленным стекловолокнистым наполнителем. Однако ОНИ не воспринимают и не передают УСИЛИЙ от соединяемых элементов вдоль своей ОСИ.
Изготовление заклепок из термореактивных прессматериалов затруднено тем, что :в полимеризованном (отвержденном) состоянии готовые изделия не пластичны и при ударных воздействиях или прессовке, превышающих предел прочности материала, разрушаются.
Изготовляя нагель-заклепки йз термореактивных прессматериалов с направленным непрерывным стекловолокнистым наполнителем предлагаемым способом, можно получить заклепочную связь, способную работать на изгиб как нагель, и воспринимать усилия вдоль своей ОСИ как заклепки или болта.
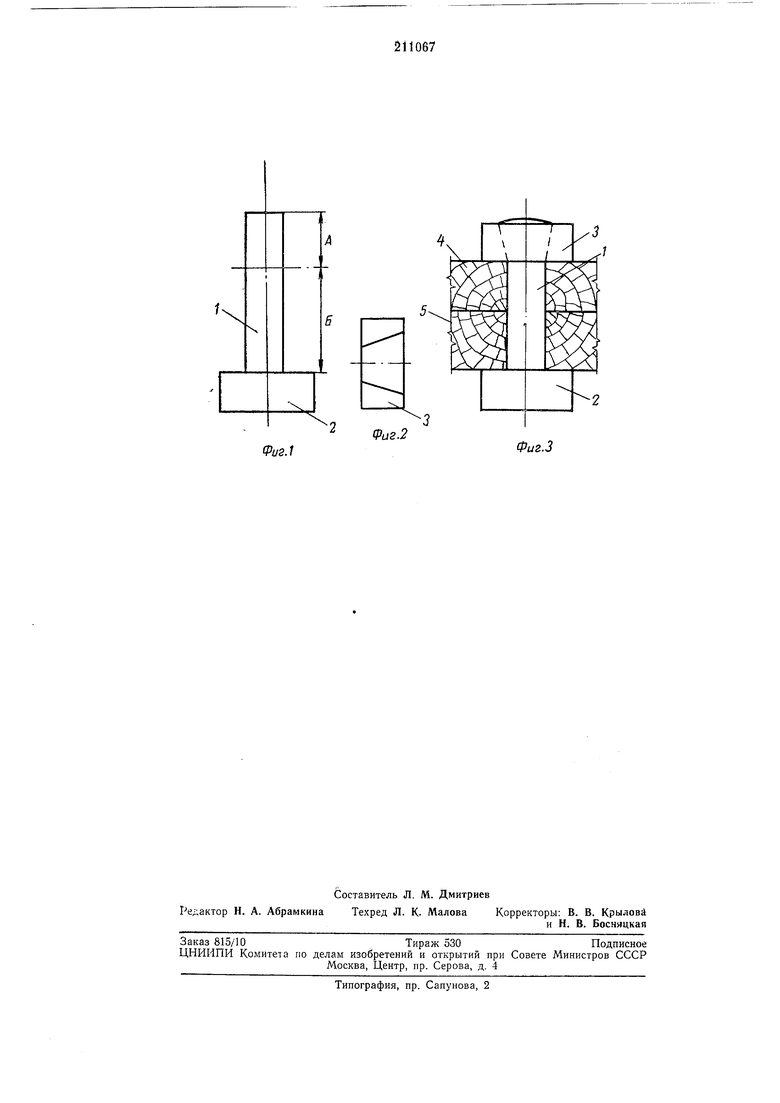
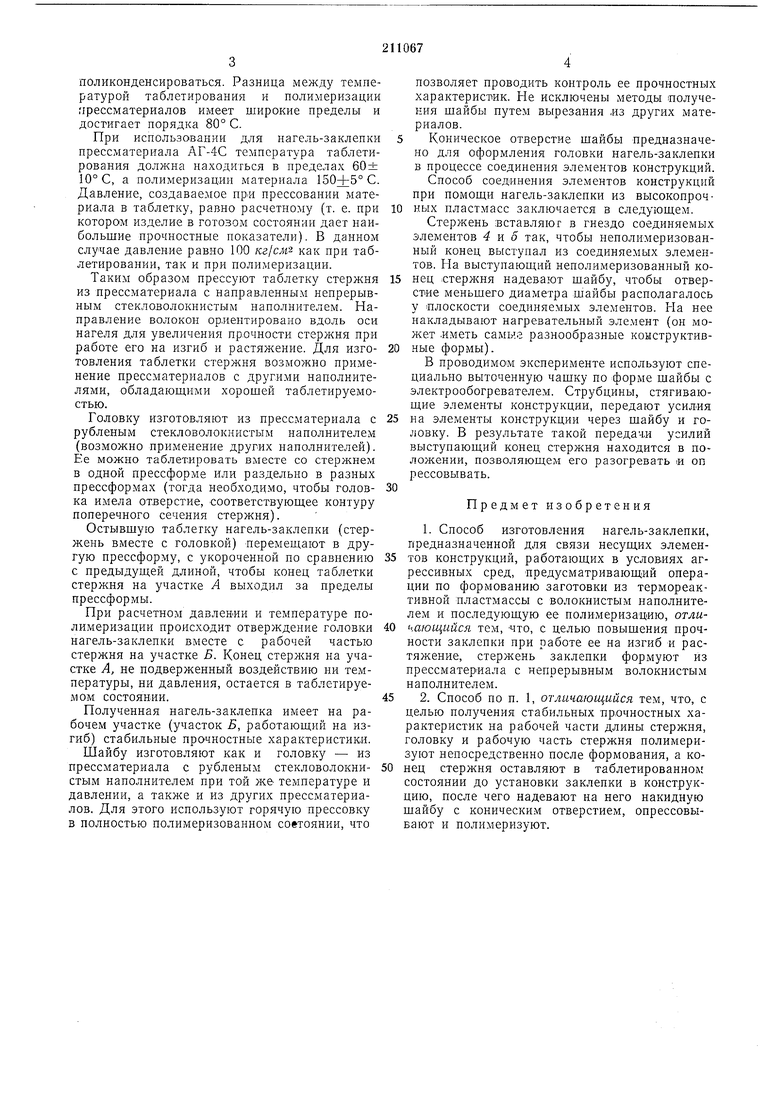
На флг. 1 изображена нагель-заклепка; на фиг. 2 дана шайба заклепки; на фиг. 3 - нагель-заклепка в собранном виде.
Стержень / нагель-заклепки по длине имеет два участка А и Б. На участке Б стержень имеет полимеризованное (отвержденное) состояние, а на участке А находится в таблетируемом СОСТОЯНИИ. Головка 2 нагель-заклепки в зависимости от условий работы в конструкции может иметь различные формы и выполняться сак совместно со стержнем, так и раздельно по принципу соединения шайбы 3
со стержнем в процессе соединения элементов конструкций. Шайба по своему очертанию может быть самой .разнообразной формы (квадратной, цилиндрической и т. д.) с коническим отверстием внутри.
Способ создания нагель-заклепки основан на свойстве термореактивных прессматериалов при определенных температурах и давлении таблетироваться, а при последующем увеличении температуры переходить в неплавкое
поликонденсироваться. Разница между температурой таблетироваыия и полимеризации прессматериалов имеет широкие пределы и достигает порядка 80° С.
При использовании для пагель-заклепки прессматериала АГ-4С температура таблетирования должна находиться в пределах 60± 10° С, а полимеризации материала 150+5° С. Давление, создаваемое пр.и прессовании материала в таблетку, равно расчетному (т. е. при котором изделие в готовом состоянии дает наибольшие прочностные показатели). В данном случае давление равно 100 кг/слс как при таблетировании, так и при полимеризации.
Таким образом прессуют таблетку стержня из прессматериала с направленным непрерывным стекловолокнистым наполнителем. Направление волокон орлеитировано вдоль оси нагеля для увеличения прочности стержня при работе его на изгиб и растял ение. Для изготовления таблетки стержня возможно применение прессматериалов е другими наполнителями, обладающими хорошей таблетируемостью.
Головку изготовляют из прессхматериала с рубленым стекловолокнистым наполнителем (возможно применение других наполнителей). Ее можно таблетировать вместе со стержнем в одной прессформе или раздельно в разных црессформах (тогда необходимо, чтобы головка имела отверстие, соответствующее контуру поперечного сечения стержня).
Остывшую таблетку нагель-заклепки (стержень вместе с головкой) перемеш,ают в другую прессформу, с укороченной по сравнению с предыдущей длиной, чтобы конец таблетки стержня на участке А выходил за пределы прессформы.
При расчетном давлении и температуре полимеризации происходит отверждение головки нагель-заклепки вместе с рабочей частью стержня на участке Б. Конец стержня на участке А, не подверженный воздействию ни температуры, ни давления, остается в таблетируеМОМ СОСТОЯНИИ.
Полученная нагель-заклепка имеет на рабочем участке (участок Б, работающий на изгиб) стабильные прочностные характеристики.
Шайбу изготовляют как и головку - из прессматериала с рубленым стекловолокнистым наполнителем при той же- температуре ц давлении, а также и из других прессматериалов. Для этого используют горячую прессовку в полностью полимеризованном состоянии, что
позволяет проводить контроль ее прочностных характеристик. Не исключены методы получения шайбы путем вырезания .из других материалов.
5 Коническое отверстие шайбы предназначено для оформления головки нагель-заклепки в процессе соединения элементов конструкций. Способ соединения элементов конструкций при помощи нагель-заклепки из высокопроч10 ных пластмасс заключается в следующем.
Стержень вставляю г в гнездо соединяемых элементов 4кб так, чтобы неполимеризованный конец выступал из соединяемых элементов. На выступающий неполимеризованный конец €тержня надевают щайбу, чтобы отверстие меньшего диаметра шайбы располагалось у плоскости соединяемых элементов. На нее накладывают нагревательный элемент (он может .иметь самые разнообразные конструктив0 ные формы).
В проводимом эксперименте используют специально выточенную чашку по форме шайбы с электрообогревателем. Струбцины, стягивающие элементы конструкции, передают усилия
5 на элементы конструкции через шайбу и головку. В результате такой передач.и усилий выступающий конец стержня находится в положении, позволяющем его разогревать « оп рессовывать.
Предмет изобретения
1. Способ изготовления нагель-заклепки, предназначенной для связи несущих элементов конструкций, работающих в условиях агрессивных сред, предусматривающий операции по формованию заготовки из термореактивной пластмассы с волокнистым наполнителем и последующую ее полимеризацию, отли0 дающийся тем, что, с целью повышения прочности заклепки при работе ее на изгиб и растяжение, стержень заклепки формуют из прессматериала с непрерывным волокнистым наполнителем.
5 2. Способ по п. 1, отличающийся тем, что, с целью получения стабильных црочностных характеристик на рабочей части длины стержня, головку и рабочую часть стержня полимеризуют непосредственно после формования, а конец стержня оставляют в таблетированном состоянии до установки заклепки в конструкцию, после чего надевают на него накидную щайбу с коническим отверстием, опрессовывают и полимеризуют.
(Pus.1
1Риг.2
Фиг.З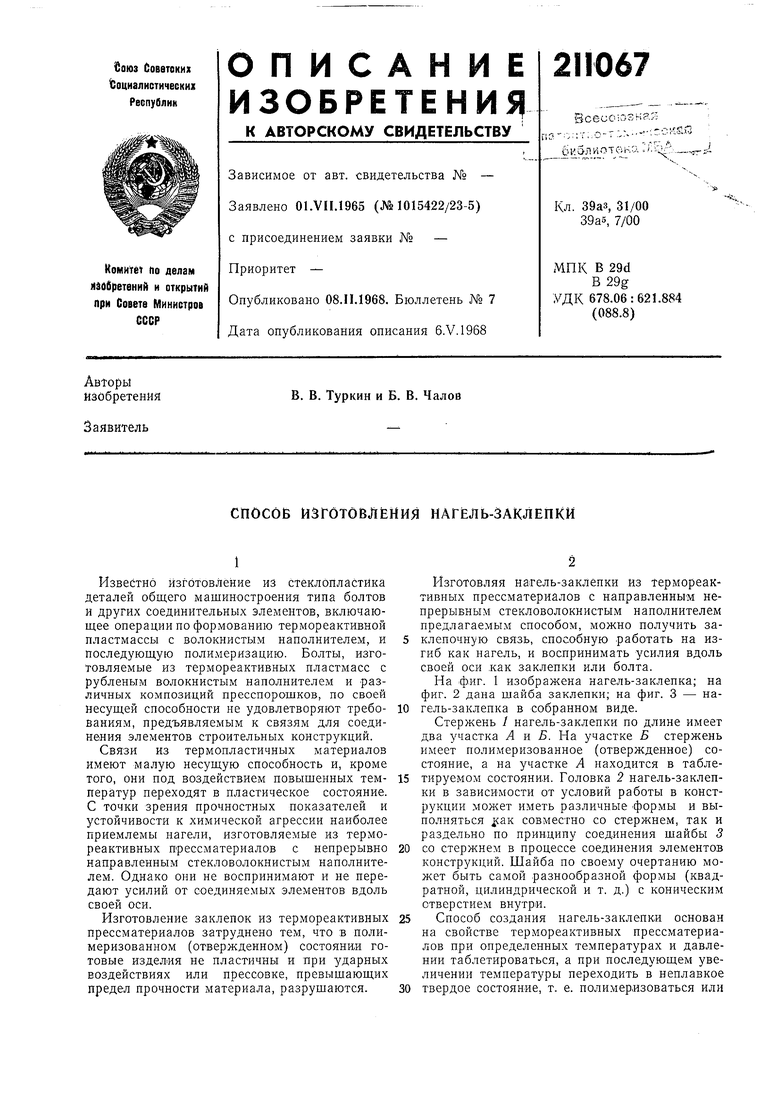
| название | год | авторы | номер документа |
|---|---|---|---|
| ССЮЗНАЯ IПДГЕИТНО'-1ЕИ?|^'-ЕШ1БИБЛИOт^•н.A I | 1972 |
|
SU348371A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИИ ИЗ ТЕРМОРЕАКТИВНЫХ ПРЕССМАТЕРИАЛОВ | 1971 |
|
SU322281A1 |
| СТАНОВКИ ТЕНЗОДАТЧИКОВ СОПРОТИВЛЕНИЯ | 1966 |
|
SU188113A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| СПОСОБ КОНТРОЛЯ ТЕКУЧЕСТИ ТЕРМОРЕАКТИВНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU242476A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ КОНСТРУКЦИЙ | 1973 |
|
SU361095A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ПУТЕМ ПОЛИМЕРИЗАЦИИ ЛАКТАМОВ В ФОРМАХ | 1995 |
|
RU2133672C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОВОЛОКНИСТЫХ ПРЕСС-МАТЕРИАЛОВ | 1972 |
|
SU352915A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2015 |
|
RU2582472C1 |