Изобретение относится к обработке металлов давлением, а именно к инструменту для обрезки облоя и может быть использовано в кузнечно-штампо- вочном производстве.
Целью изобретения.является снижение металлоемкости штампа и себестои- мое ти.
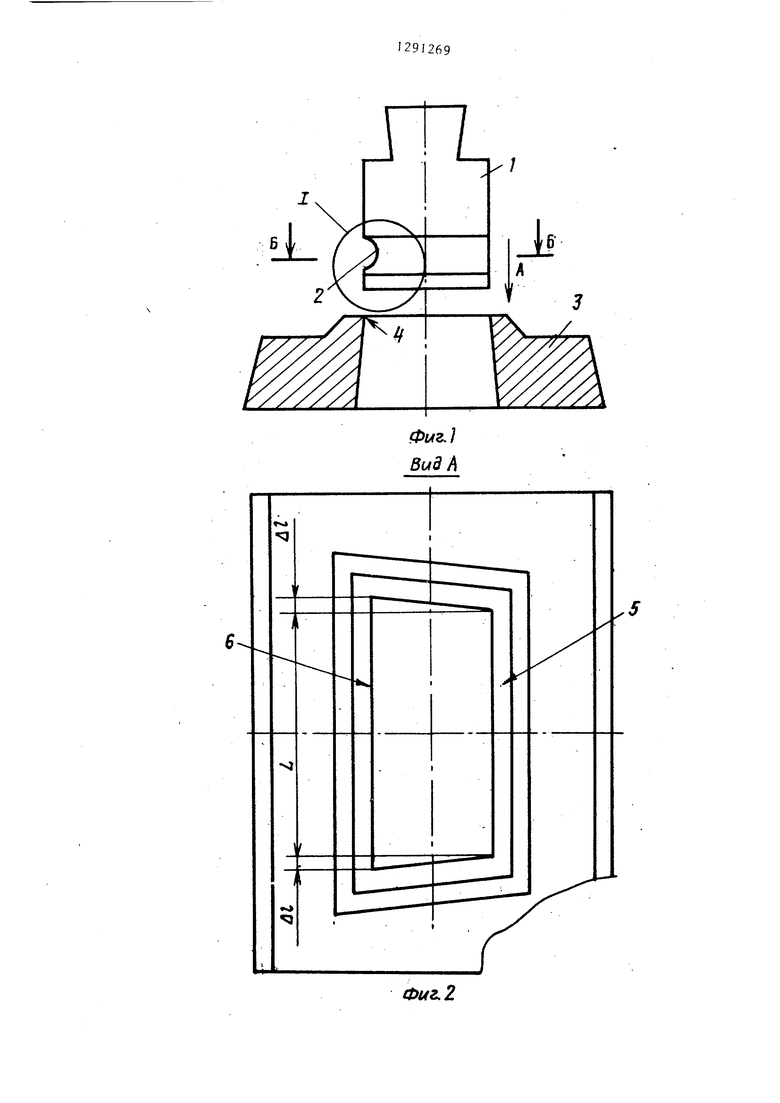
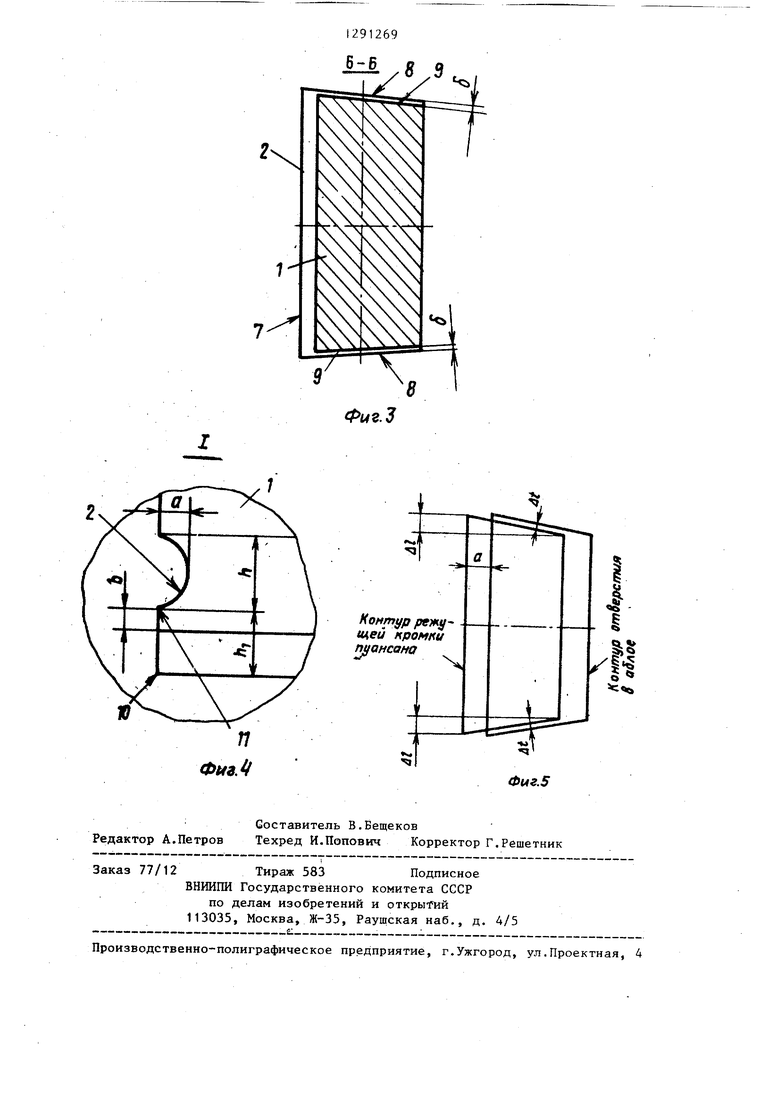
На фиг. 1 представлен штамп, общий вид; на фиг. 2 - вид А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел 1 на фиг. 1; на фиг.5 схема выполнения геометрии редущих кромок пуансона и матрицы.
Штамп для обрезки облоя содержит режущий пуансон { (фиг. 1), имеющий съемную канавку 2 и матрицу 3 с замкнутым контуром режущей кромки 4, выполненным в виде равнобочной трапеции, основания которой соответствуют большим сторонам поковки. Меньшее основание 5 кромки 4 (фиг, 2) равно стороне L поковки. Большее основание увеличено на величины ul, близкие к величине допускаемого остатка от об- слоя на поковке. Канавка 2 (фиг.З) выполнена на части рабочего контура пуансона 1,, соответствующей большему основанию 7 трапеции его режущего котура. На частях рабочего контура пуансона 1, соответствующих бокорым сторонам 8 трапеции режущего контура выполнены выемки 9 глубиной мм начало которых ближе к режущей кромке 10 (фиг. 4), чем начало съемной канавки 2 на величину мм. Контур профиля канавки 2 пуансона 1 радиусный, глубина а и высота h съемной канавки 2 задаются по нормам канавки известного штампа. Начало 11 съемной канавки 2 отстоит от режущей кромки 10 на расстоянии h, которое в 1,3 раза больше, чем по нормам для известного штампа.
Штамп для обрезки облоя работает следующим образом.
Пуансон 1 после момента среза облоя входит в провальное окно матрицы 3. Облой, перемещаясь по пуансону достигает уровня выемок 9 и в продольном направлении становится не .
5
0
5
связанным с рабочим контуром пуансона. Продолжая перемещаться по пуансону, облой достигает в крайнем нижнем положении пуансона уровня канавки 2 и становится односторонне не связанным с рабочим контуром пуансона и в поперечном направлении, Под действием резкого одновременного по всей длине съемной канавки получения свободы в поперечном направлении облой входит в канавку 2. Когда пуан- сон 1 займет крайнее верхнее положение, облой клещами до упора вводят в канавку 2 и движением вниз, а затем в сторону съемной канавки снимают. Съем обеспечивается тем, что при положении, когда облой находится в съемной канавке, между боковыми сторонами трапеции режущего контура пуансона и боковыми сторонами трапеции отверстия в облое образуется зазор At (фиг. 5.). Величина образуемого зазора ut прямопропорциональна величине глубины съемной канавки и величине ulj близкой к величине допускаемого остатка от облоя на поковке .
Ю
Формула
зобретения
5
0
5
0
Штамп для обрезки облоя поковок прямоугольных в плане, содержащий пуансон с канавкой и матрицу с замкнутым провсшьным окном, отличающийся тем, что, с целью снижения металлоемкости штампа и себестоимости, контуры рабочих поверхностей пуансона и матрицы выполнены в виде равнобоких трапеций, на части рабочей поверхности пуансона, соответствующей большему основанию трапеции выполнена канавка радиусного профиля, на каждой части рабочей поверхности пуансона, соответствующей боковым сторонам трапеций, выполнена выемка шириной, превышающей ширину канавки вьш1еуказанного радиусного профиля, а верхние кромки упомянутой канавки и выемки расположены в одной плоскости, перпендикулярной оси пуансона.
.2
Фц2.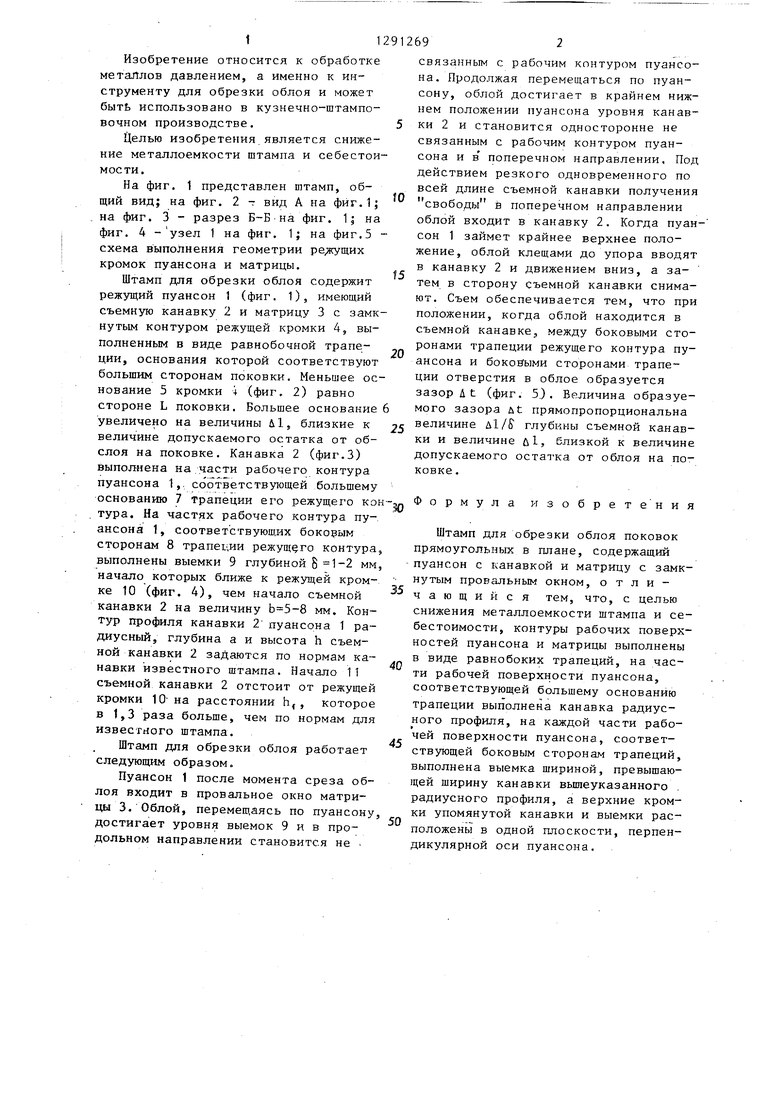
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для горячей обрезки облоя | 1983 |
|
SU1237300A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Способ обрезки облоя на поковках и штамп для его осуществления | 1988 |
|
SU1551464A1 |
| Штамп для обрезки облоя поковок типа валов | 1976 |
|
SU673366A1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Штамп для обрезки облоя | 1980 |
|
SU910301A1 |
| Штамп для обрезки и зачистки поковок | 1981 |
|
SU958030A1 |
| Штамп для обрезки и зачистки поковок | 1972 |
|
SU526430A1 |
Изобретение относится к обработке металлов давлением, в час тности к штампам для обрезки облоя е поковок. Устройство позволяет снизить металлоемкость штампа, упростить его конструкцию. При обрезке облоя последний перемещается по пуансону и попадает в канавки пуансона. Облой в канавках пуансона не связан с рабочим контуром пуансона, и его клещами снимают с последнего за счет образуемого зазора. При этом величина зазора прямо пропорциональна величине глубины съемной канавки и величине, близкой к величине допускаемого остатка от облоя на поковке. 5 ил.
Контур режу- tueu кромки гшансоно
Фиг.5
Составитель В.Бещеков Редактор А.Петров Техред И.Попович Корректор Г.Решетник
1
Заказ 77/12 Тираж 583 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и откры-Гий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Атрошенко А.П | |||
| и др | |||
| Современные штампы для обрезки облоя | |||
| М.: Машиностроение, 1966, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
