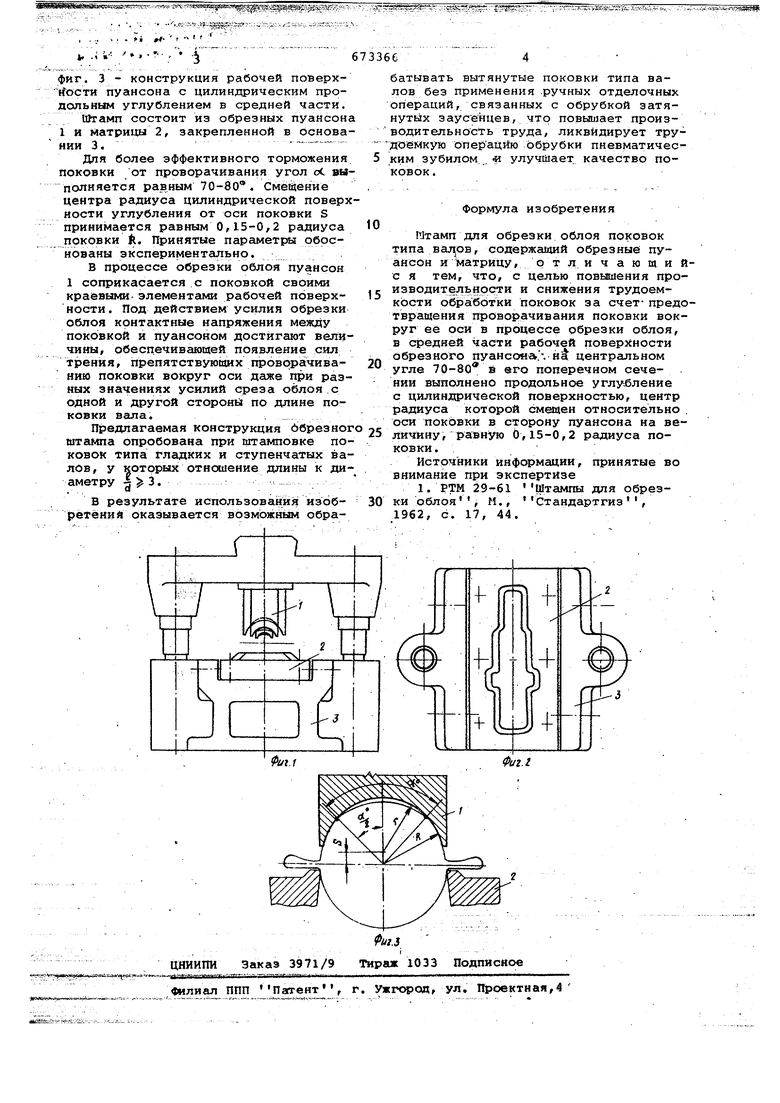
Изобретение относится к области обработки металлов давлением и может быть использовано в кузнечно-штамповочном производстве при получении изделий типа валов. Известен штамп для обрезки облоя поковок, в том числе - типа валов, содержащий обрезные пуансон и матрицу {). В этом штампе конфигурация рабочей поверхности обрезного пуансо на соответствует конфигурации поковки (т.е. для поковки типа вала радиус рабочей поверхности обрезного пуансона равен радиусу поковки) по принципу плотного прилегания пуансона к поковке при обрезке облоя. Недостатком известного штампа, особенно при обработке поковок, у которых отношение длины к диаметру 3, является проворачивание поковки вокруг ее оси относительно пуансона в процессе обрезки облоя. В . результате с одной стороны по длине поковки остается несрезанный облой в виде развитого зат1нутого заусенца Проворачивание поковки вокруг оси при обрезке облоя- вызвано различными усилиями среза с одной и другой стороны по длине вала, обусловленными различной толщиной облоя вследствие несимметричной укладки заготовки в ручей молотового штампа, разной степенью износа ручья на: участке иерехода к облойной канавке и затупления режущей кромки матрицы. Это определяет необходимость введения после обрезки облоя ручной обрубки заусенцев с помощью пневматического зубила или другиьш средствами, что снижает пройзводштёльность и увеличивает трудоемкость обработки поковок. Целью изобретения является повыменйе производительности и снижение трудоемкости обработки поковок за счет предотвращения проворачивания поковки вокруг ее оси в процессе обрезки облоя. Цель достигается тем, что в средней части рабочей поверхности обрезного пуансона на центральном угле 70ВО в его поперечном сечении выполнено продольное углубление с цилиндрической поверхностью, центр радиуса которой смещен относительно оси поковки в сторону пуансона на величину, равную 0,15-0,2 радиуса поковки. На фиг. изображена схема обрезного штампа на фиг. 2 - штгийп, вид в плане, пуансон условно снят; на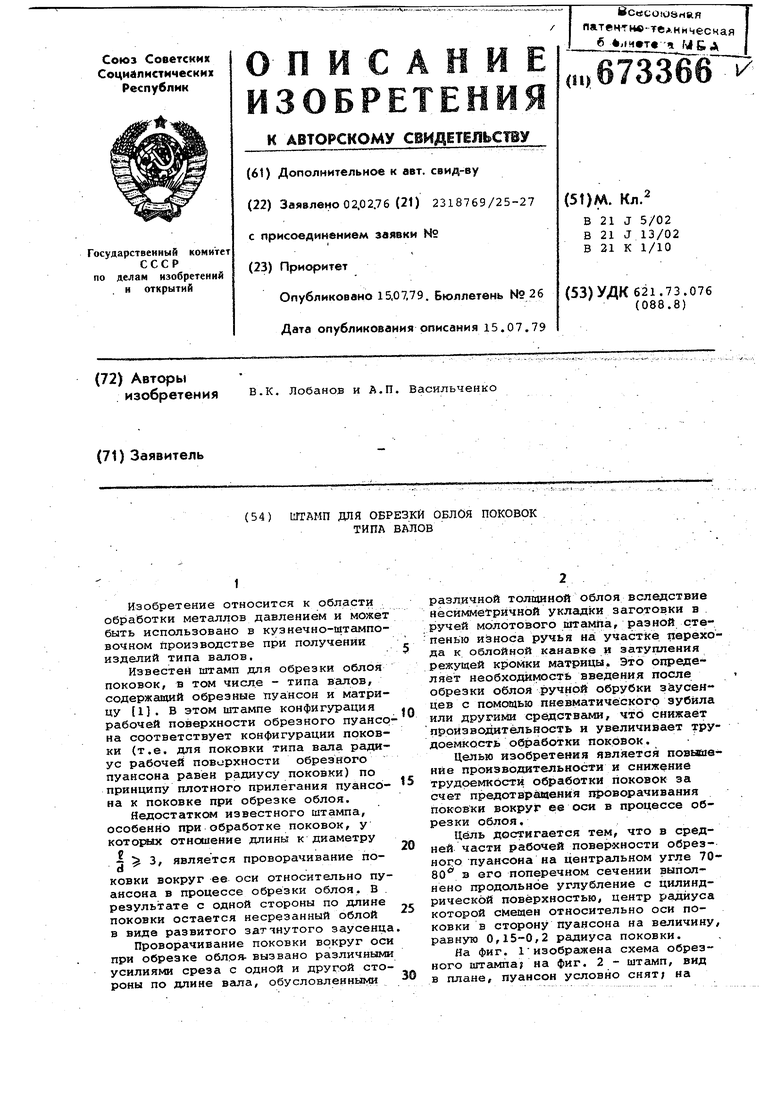
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для обрезки облоя | 1980 |
|
SU910301A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1156770A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Способ объемной штамповки т-образных поковок | 1978 |
|
SU759189A1 |
