Изобретение относится к обработке металлов давлением, в частности к станкам для гибки с растяжением изделий из гнутых профилей.
Известен станок ф. Century, имеющий роликовый эксцентрик в качестве механизма предварительного растяжения и позволяющий постепенно уменьшать растяжение в конце гибки (аналог).
Однако это усложняет силовой привод и систему управления станка.
Известен станок для гибки с растяжением, который выполняет дополнительные операции, например пробивку, разрезку и так далее. Для качественного осуществления указанных операций, чтобы исключить смещение заготовки по отношению к копирам, станок оборудован узлами фиксации кареток, ограничивающими их сближение под влиянием остаточных напряжений и от действия механизмов возврата кареток, после снятия растяжения с помощью механизма предварительного растяжения (прототип - авт.св. СССР N963606).
Недостатком известного решения является наличие большого количества деталей и связей в механизме фиксации кареток, а также то, что каждая из кареток имеет свой механизм фиксации, что усложняет и удорожает конструкцию оборудования.
Задача изобретения - упрощение конструкции и расширение возможности варьирования режимов гибочного процесса.
Решение указанной задачи за счет того, что в известном станке для гибки с растяжением, включающем установленные на станине две подвижные каретки, на каждой из которых размещена поворотная планшайба с кулачком, взаимодействующим с механизмом предварительного растяжения, и закрепленные на планшайбах плиты с узлами гибочной и дополнительной оснастки, а также размещенные на станине механизмы возврата кареток, механизм поворота планшайб и механизмы фиксации кареток после снятия растяжения, в соответствии с изобретением механизм фиксации кареток выполнен в виде ограниченных контактных зон, размещенных на одной из сторон первой плиты оснастки, кратковременно взаимодействующих с соответствующими упорными элементами, установленными на ответной стороне второй плиты.
Для обеспечения оптимального взаимодействия рабочая поверхность контактных зон имеет кривизну, центр радиуса которой находится на оси поворота планшайбы, а рабочая поверхность каждого из упорных элементов имеет кривизну 0,1-0,2 R.
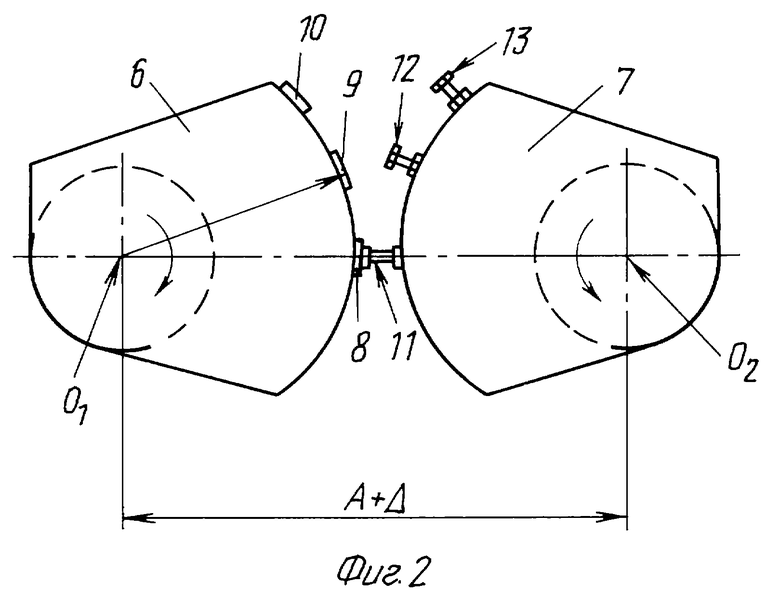
Фиг.1 - общий вид станка,
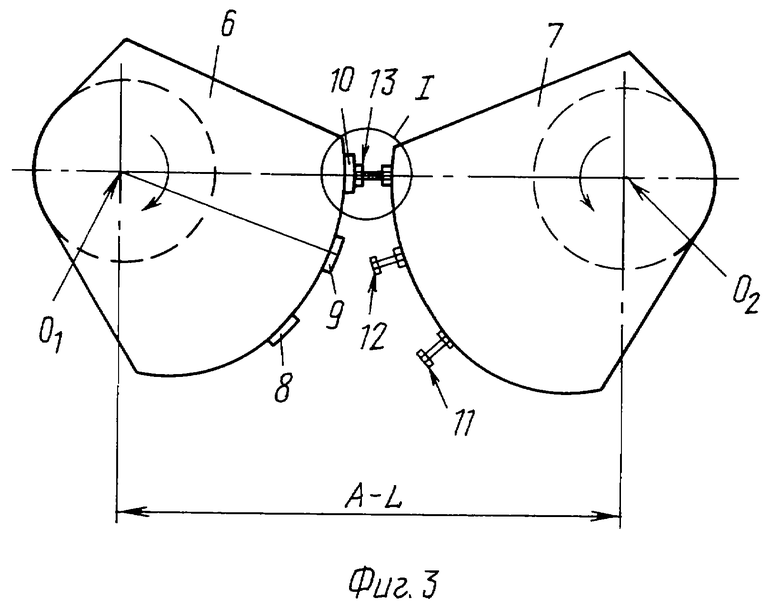
Фиг.2 - промежуточное положение оснастки,
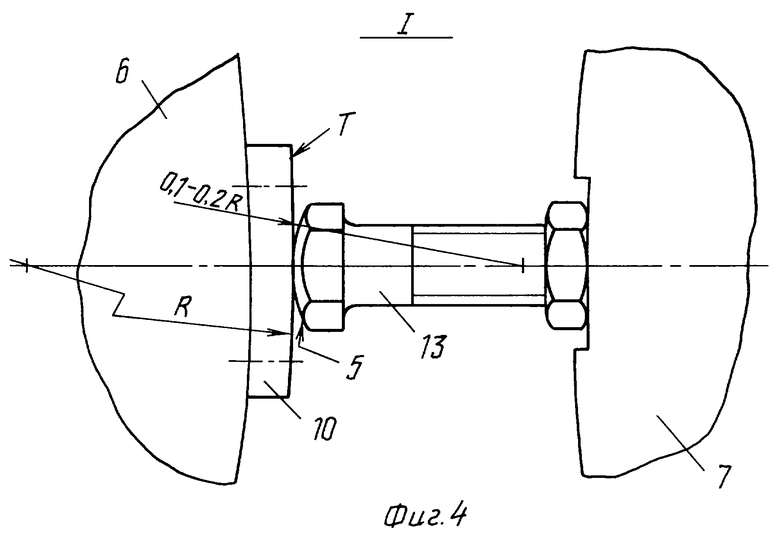
Фиг.3 - то же, в конечном положении,
Фиг.4 - вид I.
Станок состоит из стандартного набора механизмов, то есть механизма поворота 1 планшайб 2, установленных на каретках 3, механизма возврата кареток 4 и механизма предварительного растяжения 5.
На каретках 3 устанавливают плиты 6, 7 на которые крепят гибочные копиры, зажимы и другие элементы гибочной оснастки.
На одной из сторон первой плиты 6 имеется несколько контактных зон 8, 9, 10 каждой из которых соответствует упорный элемент 11, 12, 13 ввернутый на ответной стороне второй плиты 7.
Рабочая поверхность Т контактных зон 8 имеет радиус кривизны R, центр которого находится на оси поворота планшайбы 2, на которой закреплена плита 6, а контактная поверхность S каждого из упорных элементов 9 имеет радиус кривизны 0,1-0,2 R, что необходимо для оптимального взаимодействия зон 8 и элементов 9 между собой.
Наличие контактных зон на боковой поверхности плит оснастки позволяет расширить возможности варьирования режимами гибочного процесса, а это не удается сделать с помощью обычных кулачков растяжения, так как в этом месте профиль кулачка меняется очень резко, что при работе вызывает стук, толчки и другие нежелательные явления. Использование контактной зоны и соответствующего ей упорного элемента для фиксации кареток после снятия предварительного растяжения, позволяет улучшить конструкцию станка и упросить регулировку, что положительно скажется на качестве получаемых изделий и функционировании оборудования в целом.
Станок работает следующим образом.
В исходном положении плиты 6, 7 занимают положение, изображенное на фиг. 1. После укладки заготовки 10 и закрепления ее в зажимных узлах включается механизм предварительного растяжения 5 и посредством механизма поворота 1 начинается гибка. В этот момент плиты 6, 7 начинают вращаться вокруг центров O1 и O2. Так как плиты 6, 7 от механизма поворота 1 вращаются одновременно, в промежуточном положении (фиг.2) первая контактная зона 8а взаимодействует с упорным элементом 9а плиты 7, вследствие чего межосевое расстояние A между центром O1 и O2 кратковременно увеличивается на величину Δ, определяемую в процессе наладки и зависящую от индивидуальных особенностей детали, получаемой из заготовки 10. Аналогичное взаимодействие происходит при достижении следующего промежуточного положения плитами 6, 7 между контактной зоной 8б и упорным элементом 9б, что также позволяет быстро изменить характер гибочного процесса в сторону кратковременного увеличения растяжения.
По достижении конечного положения, плиты 6, 7 занимают позицию, указанную на фиг. 3. На этом процесс гибки заготовки 10 заканчивается и возникает необходимость выполнения дополнительных операций, например пробивки отверстий или разрезки на несколько частей. Чтобы качественно провести указанные операции, необходимо сбросить растяжение на величину L с помощью механизма предварительного растяжения 5. Однако при этом уменьшится межосевое расстояние A, так как механизмы возврата 4 кареток 3 постоянно стремятся их сблизить, а узел 5, как правило, не имеет промежуточного положения, поэтому опытным путем определяют величину L и изменяют межосевое расстояние A между центрами O1 и O2 так, чтобы заготовка 10, уже обтянутая вокруг гибочных копиров, не исказила своей геометрии под влиянием сил упругой деформации и от действия механизмов 4. Все вышеназванные условия выполняет контактная зона 8в плиты 6 и упорный элемент 9в, имеющий возможность регулировки, которые, взаимодействуя между собой после полного сброса растяжения с помощью механизма предварительного растяжения 5, ограничивают уменьшение межосевого расстояния A до требуемой величины. Вследствие этого заготовка не меняет своей геометрии и находится в оптимальном состоянии для осуществления дополнительных операций.
Рабочая поверхность Т контактных зон 8a, б, в имеет радиус кривизны R, а соответствующая им поверхность S упорных элементов 9а, б, в имеет радиус кривизны 0,1-0,2 R, что обеспечивает плавное и кратковременное взаимодействие в промежуточных положениях и точную и постоянную фиксацию межосевого расстояния A в конце гибки.
Заявляемое техническое решение позволяет расширить функциональные возможности при использовании плит оснастки, поскольку в общем случае их конфигурация определяется только количеством и расположением размещаемых на них узлов и копиров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ | 1998 |
|
RU2147476C1 |
| Станок для гибки профилей,преимущественно несимметричных,с растяжением | 1982 |
|
SU1063505A1 |
| Станок для гибки с растяжением | 1980 |
|
SU963606A1 |
| Станок для гибки с растяжением профилей | 1981 |
|
SU950464A1 |
| СТАНОК ДЛЯ ГИБКИ | 2000 |
|
RU2198049C2 |
| Станок для гибки уголковых рам | 1980 |
|
SU927369A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОВАЛЬНЫХ ПЛОСКИХ И/ИЛИ ВЫПУКЛЫХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212971C1 |
| УСТРОЙСТВО ДЛЯ МНОГОКОЛЕННОЙ ГИБКИ ТОНКОСТЕННОГО ПРОФИЛЯ | 1998 |
|
RU2146978C1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
Изобретение относится к обработке металлов давлением, в частности к станкам для гибки с растяжением изделий из гнутых профилей. Станок состоит из стандартного набора механизмов, т.е.. механизма поворота планшайб, установленных на каретках, механизма возврата кареток и механизма предварительного растяжения. На каретках устанавливают плиты, на которые крепят гибочные копиры, зажимы и другие элементы гибочной оснастки. На одной из сторон первой плиты имеется несколько контактных зон, каждой из которых соответствует упорный элемент, ввернутый на ответной стороне второй плиты. Рабочая поверхность Т контактных зон имеет радиус кривизны R, центр которого находится на оси поворота планшайбы, на которой закреплена плита, а контактная поверхность S каждого из упорных элементов имеет радиус кривизны 0,1-0,2 R, что необходимо для оптимального взаимодействия зон и элементов между собой. Изобретение позволяет при упрощении конструкции обеспечить расширение возможности варьирования режимов гибочного процесса. 1 з.п. ф-лы, 4 ил.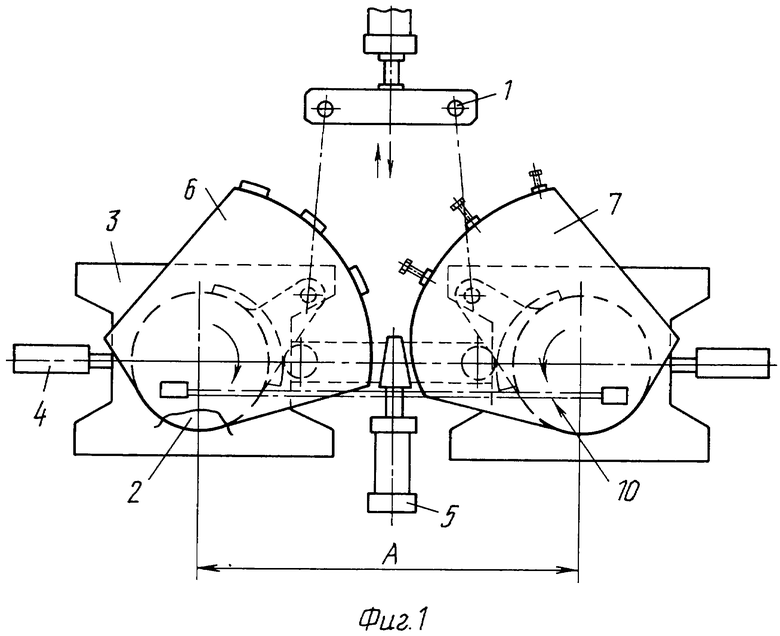
| Станок для гибки с растяжением | 1980 |
|
SU963606A1 |
| Станок для гибки профилей,преимущественно несимметричных,с растяжением | 1982 |
|
SU1063505A1 |
| Устройство для многоколенной гибки труб по замкнутому контуру | 1974 |
|
SU537731A1 |
| Узел гибки станка для гибки с растяжением | 1980 |
|
SU984563A1 |
| US 4212188 A, 15.07.80 | |||
| АНГОБ | 2004 |
|
RU2257364C1 |
