Изобретение относится к обработке металлов давлением, в частности к станкам для .гибки заготовок с растяжением.
Известен станок для гибки с растяжением, являющийся наиболее близким к изобретению по техническо{ сущности и достигаемому результату, содержащий станину, в которой по направляющим перемещаются две каретки. На каждой из них имеется поворотная планшайба с кулачком, опирающимся на ролик. Станок снабжен механизмом предварительного растяжения заготовки, механизмами поворота планшайб и механизмами возврата кареток til- .
Кроме гибки, на таком станке можно осуществлять штамповку, пробивку, обрезку заготовки в размер. Для этого станок оснащают дополнительными узлами. При этом пробивку, вЕлрубку и разрезку производят при снятом предварительном растяжении, так как если данные операции осуществлять в растянутой детали, то при пробивке отверстие изменит свою форму, при вырубке кромки произойдет разрыв детали, а при разрезке линия реза получится неровной.
Для устранения этих недостат ов необходимо снимать предварительное растяжение. Однако снятие растяжения перед проведением вышеназванных дополнительных операций вызовет искажение геометрии детали, так как при гибке с растяжением также имеется некоторое остаточное пружинение детали. Поэтому согнутая заготовка
10 в момент снятия растяжения может несколько сместиться относительно, например, дыропробивных узлов. Кроме того, узлы возврата кареток постоянно поджимают кулачки планшайб
15 к роликам и при снятии растяжения толкающее усилие узлов передается на заготовку, что дополнительно к пружинению увеличит искажение ее геометрии и смеш.ение относительно
20 узлов для дополнительных операций.
Целью изобретения является повышение качества заготовок путем фиксации кареток после снятия растяжения перед осуществлением дополни25тельных операций.
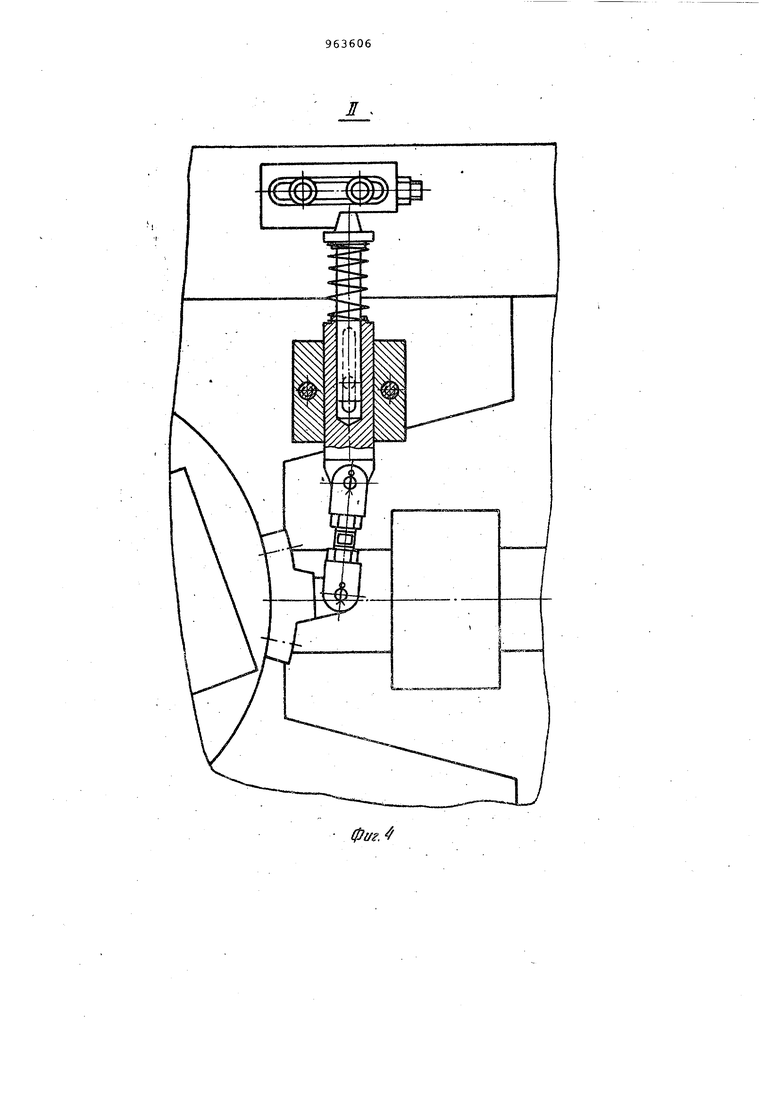
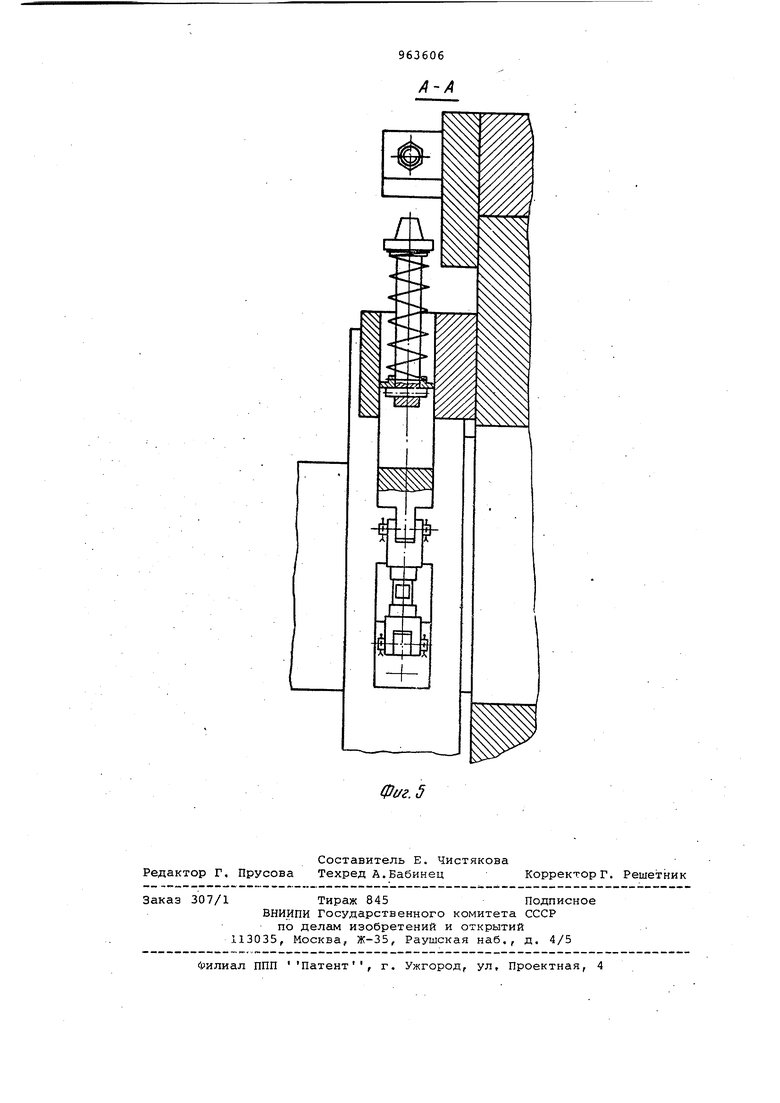
С этой целью станок для гибки с растяжением содержащий установленные на станине две подвижные каретки, несущие каждая поворотную
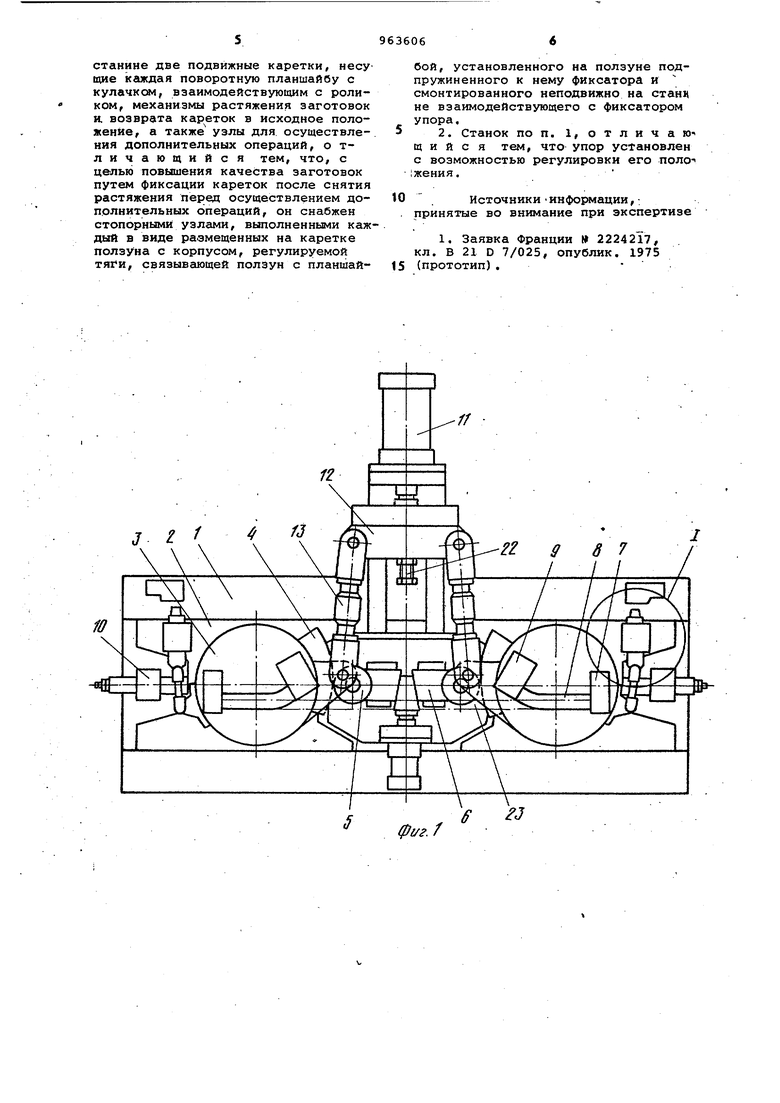
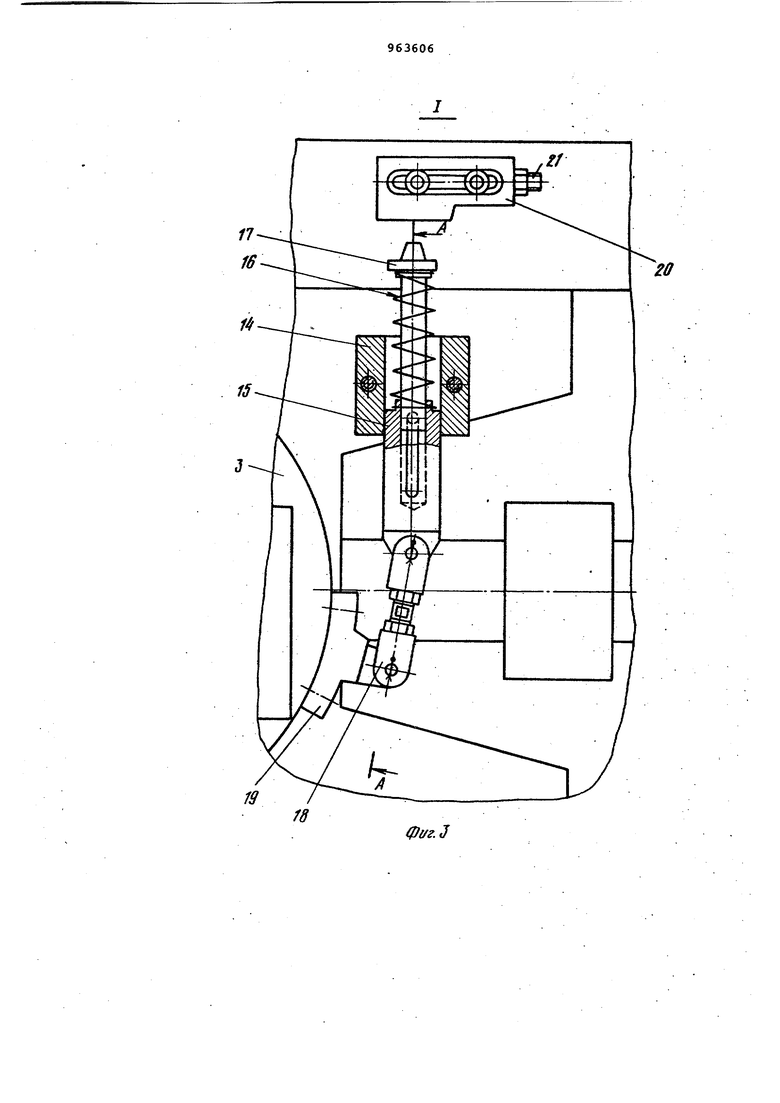
30 планшайбу с кулачком, взаимодействующим с ролике, механиз1«ы растяжения заготовок и возврата кареток в исходное положение, а также узлк для осуществления дополнительных операций, снабжен стопоршлми узлам: выполненными каждый в виде размещенных на каретке полйуна с корпусом, регулируемой тяги, связывающей ползун с планшайбой, установленного на ползуне подпружиненного к нему фиксатора и смонтированного неподвижно на станине взаимодействующего фиксатором упора. Упор установлен с возможностью регулировки его положения. На фиг.1 изображен предлагаемый станок, общий вид в исходном положении; на фиг,2 - то же, в конечном положении; на фиг.З узел 1. на фиг на фиг.4 - узел И фиг,2; на фиг, 5 разрез А-А фиг.З. Станок состоит из станины 1, в направляющих которой перемещаются две каретки 2, каждая из них имеет поворотную планшайбу 3 с кулачком 4; который при повороте контактирует с роликом 5, связанным с механизмом б предварительного растяжения, На план шайбах 3 установлены узлы зажима 7, гибочные копиры 8 и узлы 9 пробивки Для возврата кареток 2 Б исходное положение и для постоянного поджатия кулачка 4 к ролику 5 служат механизмы 10 возврата. Поворот планшайб 3 на требуемый угол производится силовым гидроцилиндром 1.1, который передает свое усилие через траверсу 12 и тяги 13. На каретке 2 установлен стопорный.узел, состоящий из корпуса 14, ползуна 15, пружины 16, фиксатора-17, регулируемой тяги 18, кронштейна 19, з.-;к.репленного на планшайбе 3, и упора 20, закрепленного на станине 1, Стопорный винт 2 удерживает упор 20 от смещения, болт 22 ограничивает перемещение штока гидроцилиндра 11. Станок работает следующим образом. После установки заготовки 23 и закрепления ее концов в зажимах 7 включается механизм б предварительного растяжения. Затем гидроцилиндр 11 поворачивает планмайбы.З, вследствие чего заготовка 23 наматываетс на копиры 8 и приникает ребуемую форму. Вместо с планшайбой 3 г-зращается кронштейн 19, который через тягу 18 перемещает ползун 15. При этом сжимается пружина К), которая прижимает фиксатор 17 к упору 20, Кулачок 4 исходя из условий проведения процесса гибки на подобных станках, имеет профиль, обеспечивающий при повороте планшайб3 растяже ние заготовки. Таким образом каретки 2 во .время поворота, пларпиайб 3 пере мещаются в разные стороны продол- ; (жая растягивать заготовку. Зо время , перемещения кареток 2 фиксатор 17, Лоджатый пружиной 16, скользит по упору 20 и в конце поворота планшайбы 3 (болт 22 дошел до упоры) входит в зацепление с выступом упора 20, Момент введения фиксатора 17 в зацепление с упором 20 легко настраивается, так как упор имеет паз под винты крепления, допускающий возмож, ность регулировки. Затем механизм б предварительного растяжения отключается, ролики 5 отводятся, растяжение заготовки сбрасывается, а фиксатор 17, войдя в зацепление с уступом упора 20, сдерживает перемещение кареток 2, которые механизмом 10 возврата стремятся вернуться в исходное положение. Упор 20 от сдвига под действием нагрузки предохраняет стопорный винт 21. Таким образом, перемещение кареток 2 после сбрасывания предварительного растяжения исключается. Поворот планшайб 3 также невозможен, так как с одной стороны ограничителями служат тяги 13 и гидроцилиндр 11, шток которого подпирает столб жидкости, а с другой - стопорный болт 22, Поэтому согнутая заготовка после снятия предварительного растяжения оказывается зафиксированной в нужном по ложении, Этим исключается искажение ее геометрии,смещение под действием. сил упругой деформации относительно узлов 9 пробивки, т.е. создаются оптимальные условия для проведения дополнительных операций. После того, как узлы 9 осуществят дополнительные операции, зажимы 7 открываются, готовое изделие снимается, и гидроцилиндр 11 через траверсу 12 и тяги 13 поворачивает планшайбы 3 .в исходное положение. При этом крок1;):сейн 19, воздействуя через тягу 18 на ползун 15, отводит фиксатор 17 от упора 20, Каретки 2 под воздействием механизмов 10 возврата передзига-отся в исходное положение до те.к пор,, пока кулачки 4 не войдут в ..:октакт с роликами 5, После э. :.о станок готов к повторению цикл. CTonopeniie подвижных узлов станка во время ссу.;естзления рабочего цикла позво.|;;.-1ат снять растяжение заготовки и создать оптимальные условия для проведения дополнительных операций, что повышает качество изготавливаег-лых деталей. Формула изобретения 1. Станок для гибки с растяжением, содержащий установленные на
станине две подвижные каретки, несу щие кгикдая поворотную планшайбу с кулачкс 1, взаимодействующим с роликом, механизмы растяжения заготовок я возврата кареток в исходное положение, а также узлы для осуществления дополнительных операций, о тличающийся тем, что, с целью повышения качества заготовок путем фиксации кареток после снятия растяжения перед осуществлением дополнительных операций, он снабжен стопорными узлами, выполненными каждый в виде размещенных на каретке ползуна с корпусом, регулируемой тяги, связывающей ползун с планшайбой, установленного на ползуне подпружиненного к нему фиксатора и смонтированного неподвижно на стани не взаимодействующего с фиксатором упора,
2. Станок по п. 1, отличаю- щ и и с я тем, что упор установлен с возможностью регулировки его поло- женин.
ИсточникиИнформации,: принятые во внимание при экспертизе
1. Заявка Франции 2224217, кл. В 21 D 7/025, опублик. 1975
(прототип), 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки профилей,преимущественно несимметричных,с растяжением | 1982 |
|
SU1063505A1 |
| СТАНОК ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ | 1998 |
|
RU2146979C1 |
| СТАНОК ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ | 1998 |
|
RU2147476C1 |
| Станок для гибки с растяжением профилей | 1981 |
|
SU950464A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ ВОЛНООБРАЗНЬ1Х ИЗДЕЛИЙ | 1970 |
|
SU265057A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Станок многошпиндельный сверлильно-пазовальный для выборки пазов и отверстий в ножках стула | 1982 |
|
SU1055646A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU946724A1 |
| Станок для деформирующего протягивания | 1985 |
|
SU1346410A1 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |

3 i ff 1/г./ /J
fe/
