Изобретение относится к области обработки металлов давлением.
Известен способ гидромеханической вытяжки полых деталей из листовых заготовок, заключающийся в деформировании их жестким пуансоном в жидкостной матрице, при котором вытеснение рабочей жидкости происходит через вытяжной зазор (Гидропластическая обработка материалов / Богоявленский К.Н., Вагин В. А. , Кобышев А.Н. и др.; Под общ. ред. Богоявленского К.Н. и Рябинина А.Г. - Л. : Машиностроение, Ленингр. отд-ние; София: Техника, 1988, стр. 7, рис. 1.1, б).
К недостаткам этого способа следует отнести следующее. Во-первых, трудно реализовать режим, при котором фланец заготовки равномерно прижимается к матрице по всей контактной поверхности (одна часть фланца имеет непосредственный механический контакт с матрицей, другая - через прослойку выдавливаемой жидкости), что приводит к неравномерному втягиванию его в зазор между матрицей и пуансоном, а следовательно, к ухудшению качества деталей или отрыву фланца от стенки детали. Во-вторых, отсутствие торцевого подпора фланца детали уменьшает предельную степень формоизменения.
Известен также способ вытяжки изделий из листового металла, совмещающий вытяжку цилиндрического стакана с осадкой пластичного металла, например свинца, осуществляющего торцевой подпор заготовки, причем пластичный металл в виде двух полуколец располагают на фланце заготовки со стороны матрицы и в процессе вытяжки выдавливают в зазор между заготовкой и матрицей (авторское свидетельство N 461761, B 21 D 22/20).
Несмотря на увеличение предельной степени формоизменения, недостатком этого способа является низкая производительность и высокая себестоимость изготовления детали за счет того, что при такой вытяжке для изготовления каждой детали необходимо готовить новый комплект свинцовых полуколец, что требует дополнительных операций и дополнительных специальных устройств.
Целью изобретения является повышение производительности и снижение себестоимости за счет исключения операций по изготовлению комплектов свинцовых полуколец. Указанная цель достигается тем, что в способе вытяжки изделий из листового металла, совмещающем вытяжку полой детали с деформированием материала, осуществляющего торцевой подпор заготовки и расположенного на фланце заготовки со стороны матрицы, и в процессе вытяжки выдавливаемого в зазор между заготовкой и матрицей в отличие от прототипа в качестве материала используют гранулированный полиуретан.
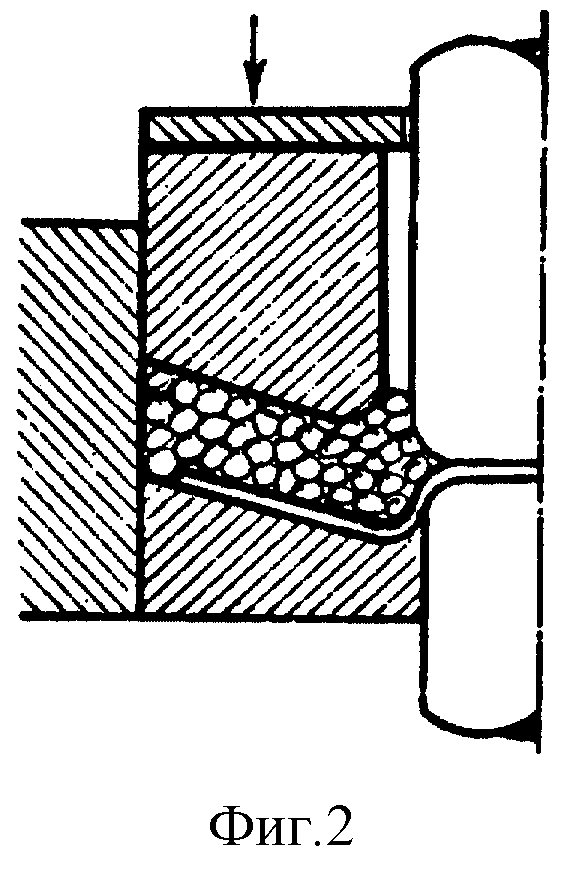
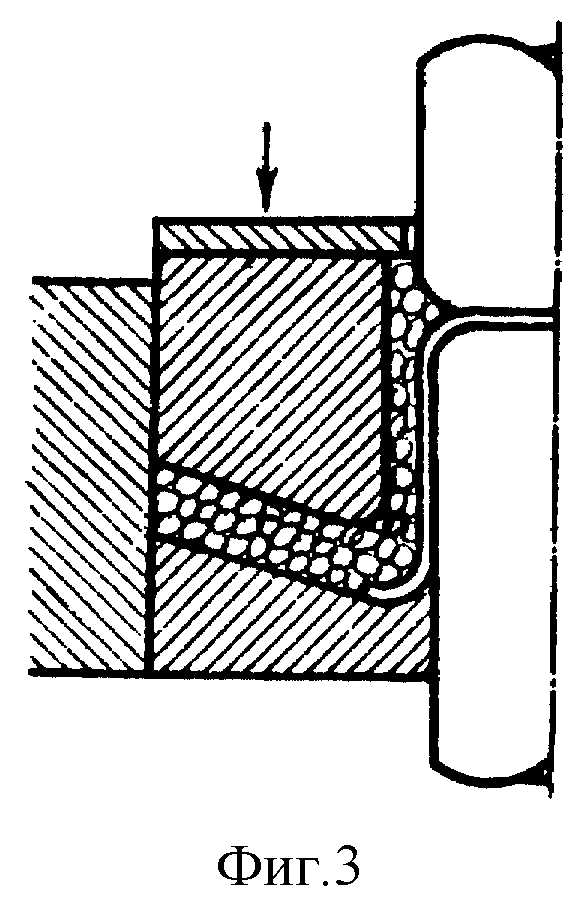
Сущность изобретения поясняется графическими материалами, где на фиг. 1 показана первая стадия вытяжки; на фиг. 2 - вторая стадия; на фиг. 3 - третья стадия.
Для реализации предлагаемого способа листовая заготовка 1 устанавливается на прижим 2 и донную часть пуансона 3, после чего на заготовку со стороны матрицы 4 помещают гранулированный полиуретан 5. Сверху подводится матрица 4. Все эти детали размещаются в контейнере 6. Противопуансон 7 вместе с матрицей 4 образует кольцевой зазор, в который осуществляется выдавливание гранулированного полиуретана. Для предотвращения выдавливания гранулированного полиуретана за пределы зазора между поверхностью заготовки и матрицы устанавливают кольцо 8 (см. фиг. 1).
Первая стадия вытяжки (см. фиг. 1) осуществляется при перемещении матрицы 4 вниз, что приводит к предварительному формообразованию заготовки 1 по прижиму 2 с помощью давления, создаваемого со стороны гранулированного полиуретана при его осаживании.
Вторая стадия вытяжки (см. фиг. 2) обусловливается одновременным воздействием на заготовку как давления со стороны гранулированного полиуретана, возникающего при его истечении в кольцевой зазор между матрицей 4 и пуансоном 3, так и усилия со стороны пуансона 3.
Третья стадия вытяжки (см. фиг. 3) характеризуется установившимся режимом воздействия на заготовку 1 пуансона 3 и гранулированного полиуретана 5, благодаря чему полезные поверхностные силы трения между заготовкой и гранулированным полиуретаном, а также торцевой радиальный подпор со стороны гранулированного полиуретана помогают заготовке свертываться в полое изделие по пуансону 3.
Торцевой подпор обеспечивается за счет выполнения зазора между поверхностью матрицы 4 и прижима 2 уменьшающимся в сторону истечения гранулированного полиуретана.
По окончании процесса глубокой вытяжки пуансон 3 опускается в крайнее нижнее положение, а контейнер 6 и матрица 4 вместе с кольцом 8 поднимаются в крайнее верхнее положение, и гранулированный полиуретан легко удаляется из полости между матрицей, прижимом и деталью.
Предложенный способ был опробован при вытяжке цилиндрических деталей из сплава АМг-2М толщиной 2 мм с использованием гранулированного полиуретана марки ВИТУР-Т-8.433-85 по ТУ-6-05-221-889-86. В результате реализации данного способа, благодаря применению гранулированного полиуретана, повысилась производительность и понизилась себестоимость изготовления деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2155113C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122478C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 1998 |
|
RU2152284C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122913C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| СПОСОБ ОТЖИМА КОНЦОВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2122914C1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
Изобретение относится к области обработки металлов давлением. Техническим результатом изобретения является повышение производительности и снижение себестоимости. Способ вытяжки изделий из листового металла включает вытяжку детали, которая сопровождается деформированием гранулированного полиуретана, осуществляющего торцевой подпор заготовки и расположенного на фланце заготовки со стороны матрицы. В процессе вытяжки гранулированный полиуретан выдавливается в зазор между заготовкой и матрицей. 3 ил.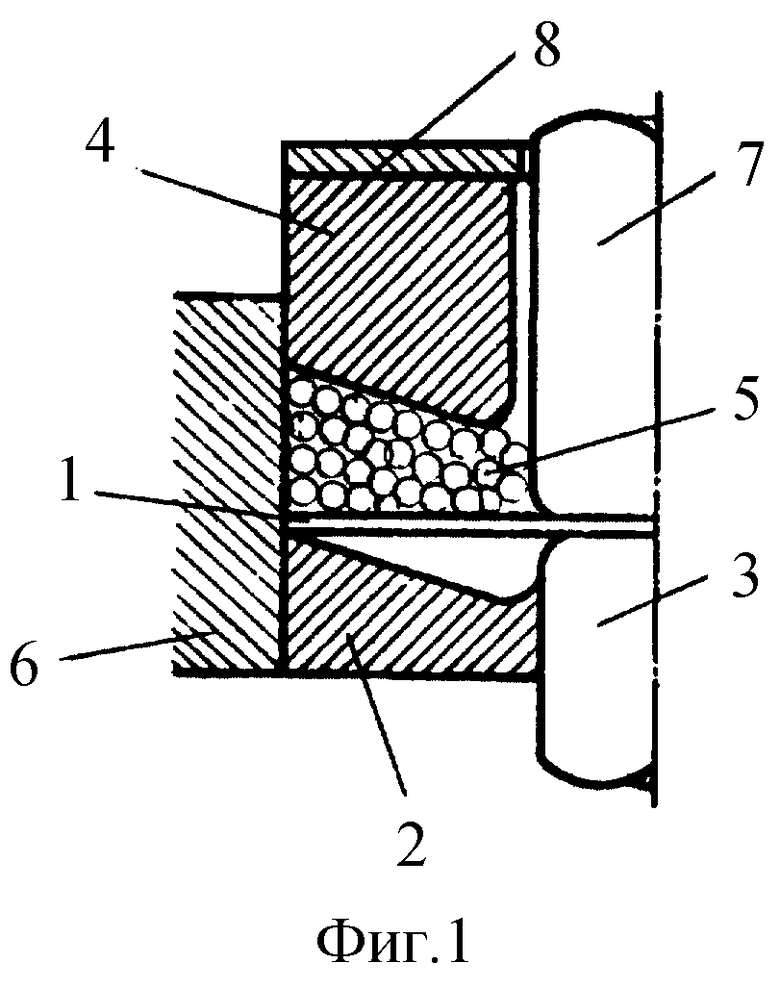
Способ вытяжки изделий из листового металла, совмещающий вытяжку полой детали с деформированием материала, осуществляющего торцевой подпор заготовки и расположенного на фланце заготовки со стороны матрицы, в процессе вытяжки выдавливаемого в зазор между заготовкой и матрицей, отличающийся тем, что в качестве материала используют гранулированный полиуретан.
| Способ вытяжки изделий из листового металла | 1973 |
|
SU461761A1 |
| Устройство для штамповки длинномерных деталей | 1981 |
|
SU1005981A1 |
| Сапаровский С.В | |||
| и др | |||
| Штамповка резиной | |||
| Куйбышевское книжное издательство, 1964, с.74-76 | |||
| US 4145903 A, 27.05.1979 | |||
| EP 95102201 A, 17.02.1995. | |||

