Изобретение относится к материалам для дуговой сварки, а именно к электродным покрытиям.
Известны электроды марки УОНИ с покрытием, содержащим, мас.%: мрамор - 54, плавиковый шпат - 15, ферромарганец - 5, ферросилиций - 5, кварцевый песок - 9 и ферротитан - 12 [1].
Электроды с известным покрытием дают хороший сварочный шов, но для них характерны низкая производительность и низкие технологические характеристики: появление пор при горении дуги, повышенное разбрызгивание металла и невысокая проплавляющая способность.
Технической задачей, стоящей перед изобретением, является повышение при сварке текучести шлака, покрывающего расплавленный металл, как со стороны сварки, так и с обратной стороны сварного шва, что позволяет производить одностороннюю сварку корневого слоя стыка, а также снижает себестоимость за счет исключения ферротитана.
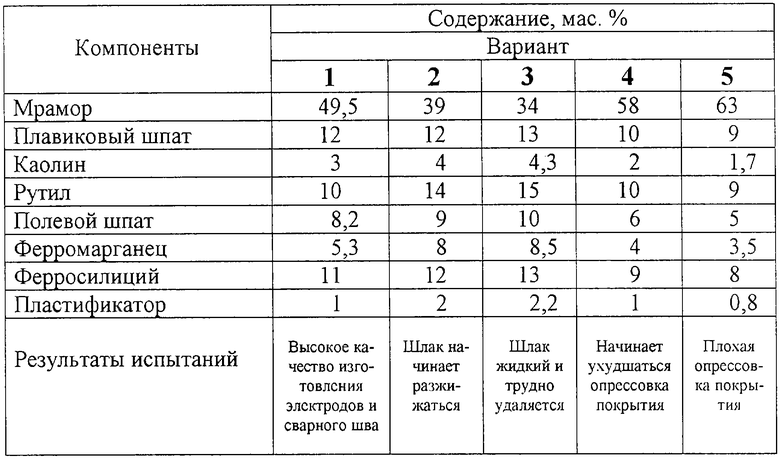
Поставленная задача решается тем, что в состав электродного покрытия для дуговой сварки, содержащий мрамор, плавиковый шпат, ферромарганец и ферросилиций, дополнительно введены каолин, рутил, полевой шпат и органический пластификатор при следующем соотношении компонентов, мас.%: плавиковый шпат - 10-12; каолин - 2-4; рутил - 10-14; полевой шпат - 6-9; ферромарганец - 4-8; ферросилиций - 9-12; пластификатор - 1-2; мрамор - остальное.
При подборе состава электродного покрытия были изготовлены и испытаны электроды, указанные в таблице.
Оптимальные параметры при изготовлении (давление экструзии, эксцентричность обмазки) были достигнуты для электродов с покрытием 1 (см. таблицу).
Испытания показали стабильное горение дуги и хорошее формирование шва при незначительном разбрызгивании наплавляемого металла. При изготовлении выход качественных электродов составил 90%.
При увеличении количества добавок и снижении расхода мрамора шлак становится жидким и впоследствии трудноудалимым, а при снижении количества добавок и соответственно увеличении расхода мрамора существенно ухудшаются опрессовочные свойства покрытия.
Применение в составе покрытия полевого шпата и рутила позволило получить достаточно текучий шлак, покрывающий расплавленный металл со стороны сварки и с обратной стороны. Повышение проплавляющей способности электродов позволяет производить надежную одностороннюю сварку стыковых соединений.
При изготовлении электродов в качестве связующего использованы калиевое и натриевое жидкие стекла. Покрытия наносились на стержни проволоки Св 08А диаметрами 2,5 и 3 мм методом опрессовки.
Испытания подтвердили соответствие электродов типу Э50А по ГОСТ 9467-75.
Источник информации
1. RU, патент 2005032, МКИ7 В 23 К 35/365, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2005 |
|
RU2293007C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2005 |
|
RU2293008C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2004 |
|
RU2274534C2 |
| Электродное покрытие | 2019 |
|
RU2727383C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2220833C2 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2012 |
|
RU2504465C1 |
| СОСТАВ ШИХТЫ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2383418C1 |
Изобретение может быть использовано при изготовлении покрытых электродов для дуговой сварки. Состав содержит, мас.%: плавиковый шпат 10-12, каолин 2-4, рутил 10-14, полевой шпат 6-9, ферромарганец 4-8, ферросилиций 9-12, органический пластификатор 1-2, мрамор - остальное. Подбор компонентов электродного покрытия позволяет повысить текучесть шлака, в том числе с обратной стороны шва, и обеспечить возможность проведения односторонней сварки корневого слоя стыка. 1 табл.
Состав электродного покрытия для дуговой сварки, содержащий мрамор, плавиковый шпат, ферромарганец и ферросилиций, отличающийся тем, что в него дополнительно введены каолин, рутил, полевой шпат и органический пластификатор при следующем соотношении компонентов, мас.%:
Плавиковый шпат 10-12
Каолин 2-4
Рутил 10-14
Полевой шпат 6-9
Ферромарганец 4-8
Ферросилиций 9-12
Органический пластификатор 1-2
Мрамор Остальное
| RU 2005032 С1, 30.12.1993 | |||
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| Состав электродного покрытия | 1990 |
|
SU1738566A1 |
| Состав электродного покрытия | 1981 |
|
SU961910A1 |

