Изобретение относится к технологии изготовления слоистых изделий и может быть использовано для изготовления подшипников скольжения.
Известен способ изготовления подшипника скольжения из полимерных материалов методом литья (Б. Д. Воронков. Подшипники сухого трения. Л.,Машиностроение, 1979, с. 70).
Недостатком этого способа является то, что они имеют большую толщину, которая при температурных колебаниях приводит к уменьшению зазора и заклиниванию узла трения.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления подшипника скольжения, при котором образуют антифрикционную деталь и затем на нее наматывают тканый материал, пропитанный связующим, создающий обойму подшипника скольжения (Цыплаков О.Г. Конструирование изделий из композиционно-волокнистых материалов. Л., Машиностроение, 1984, с. 122-125).
Недостатком данного способа является ненадежное крепление антифрикционной детали в обойме подшипника скольжения. В процессе эксплуатации из-за свойств полимерного материала антифрикционная деталь теряет посадку, проворачивается в обойме и заклинивает в узле трения. Кроме того, под воздействием вибрации и ударов антифрикционная деталь выскальзывает из обоймы, что приводит к разрушению узла трения, ухудшает работу изделия и снижает долговечность.
Технической задачей, на решение которой направлено изобретение, является повышение долговечности изготавливаемых подшипников скольжения.
Для решения указанной задачи в предлагаемом способе перед намоткой тканого материала на наружной цилиндрической поверхности антифрикционной детали нарезают кольцевые канавки с эксцентриситетом относительно оси подшипника. Эксцентриситет соседних кольцевых канавок выполнен под углом друг к другу. Величину эксцентриситета всех кольцевых канавок выполняют одного размера, не превышающего толщины стенки антифрикционной детали. Ширину кольцевых канавок выполняют равной расстоянию между кольцевыми канавками.
Нарезание кольцевых канавок с эксцентриситетом относительно оси подшипника повышает прочность скрепления намотанной обоймы с наружной поверхностью антифрикционной детали, гак как прилежащие слои намотки ткани копируют рельеф поверхности антифрикционной детали и удерживают ее от взаимного смещения.
Выполнение под углом друг к другу эксцентриситета соседних кольцевых канавок позволяет исключить проворачивание обоймы относительно антифрикционной детали даже при отсутствии взаимной адгезии.
Выполнение величины эксцентриситета всех кольцевых канавок одного размера обеспечивает равнопрочность подшипника скольжения и равномерное распределение удельной нагрузки, что повышает его износостойкость и восприятие динамических нагрузок. Ограничение в размере эксцентриситета в пределах толщины стенки антифрикционной детали обусловлено предохранением от касания обоймы (выполненной из неантифрикционного материала) с контактирующей поверхностью подшипника и образованием задиров в узле трения.
Выполнение ширины кольцевых канавок, равной расстоянию между кольцевыми канавками, уменьшает концентрацию напряжений в теле подшипника скольжения и улучшает копирование рельефа поверхности антифрикционной детали прилежащими слоями ткани при изготовлении изделия.
Сущность способа поясняется чертежами.
На фиг.1 изображен общий вид подшипника скольжения.
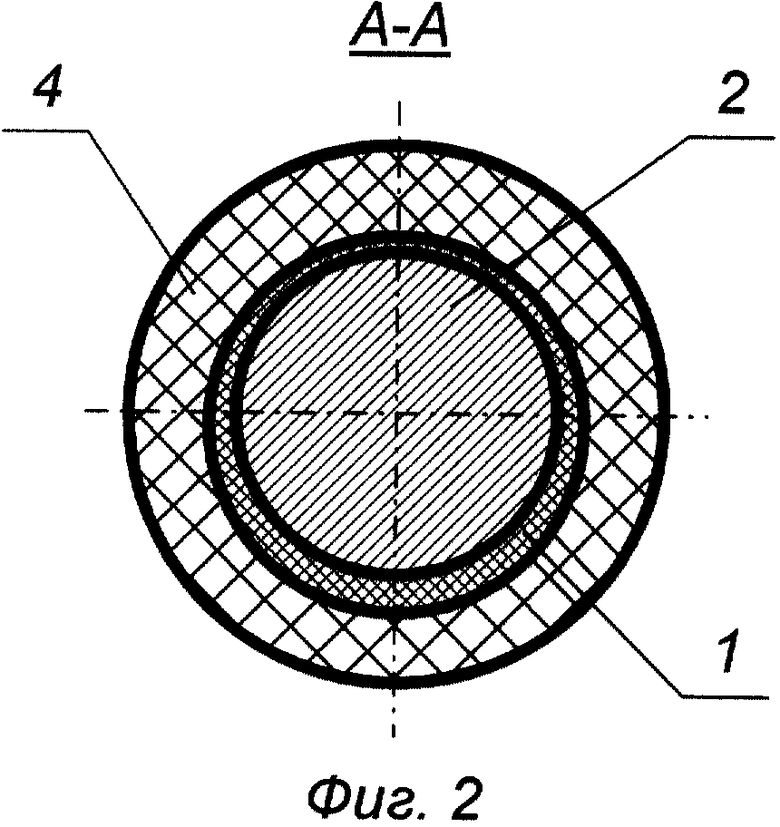
На фиг.2 - разрез А-А на фиг. 1.
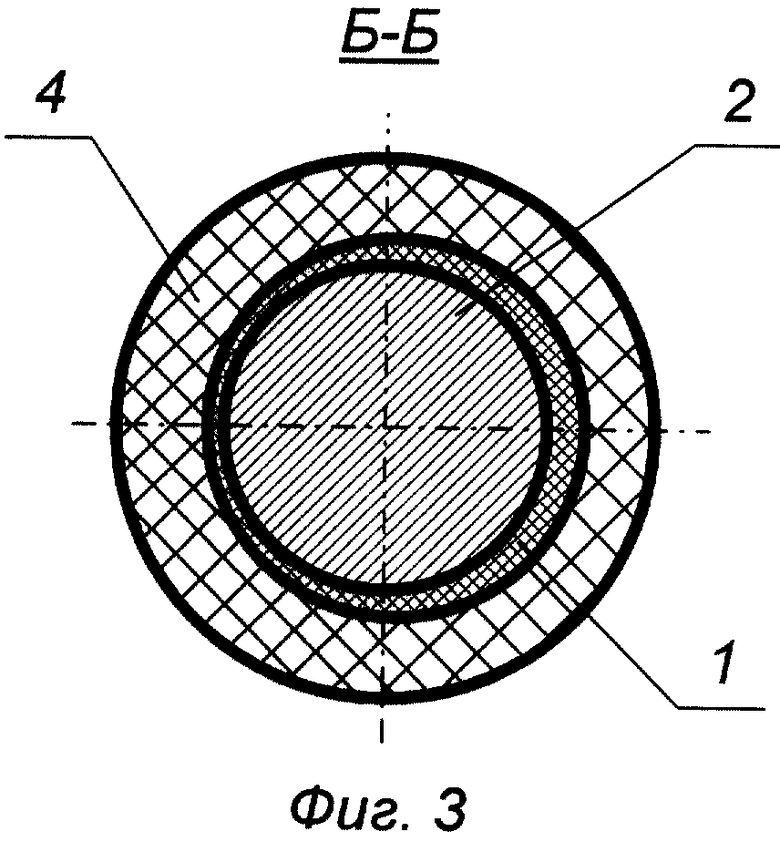
На фиг.3 - разрез Б-Б на фиг. 1.
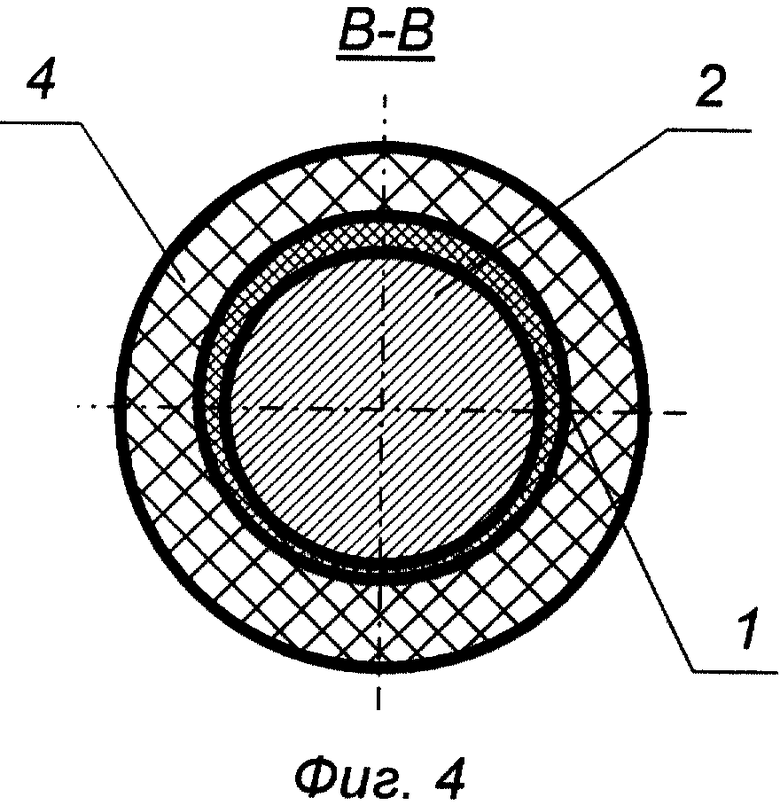
На фиг.4 - разрез В-В на фиг. 1.
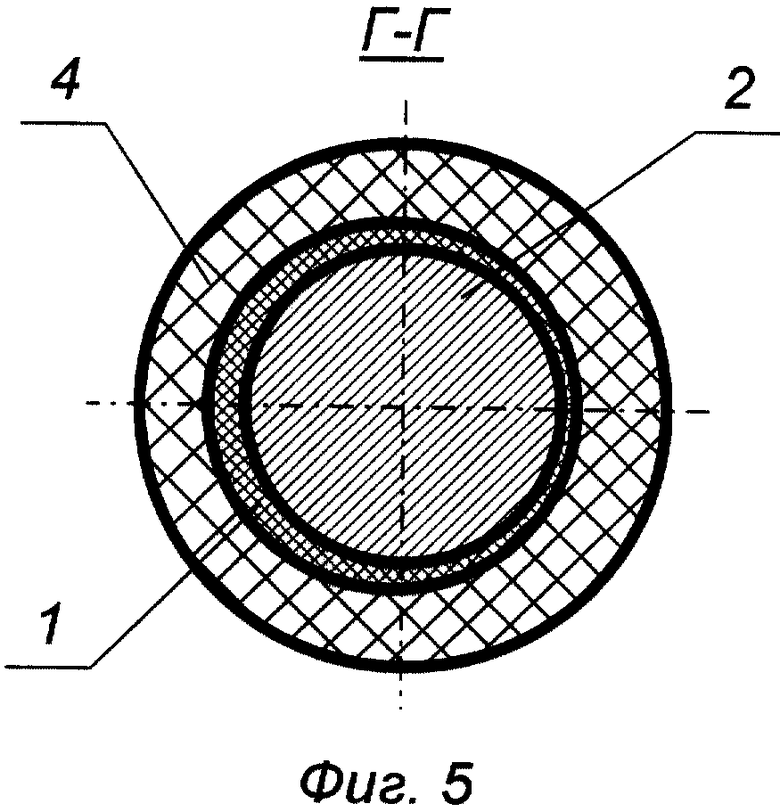
На фиг.5 - разрез Г-Г на фиг. 1.
Пример конкретного выполнения способа изготовления подшипника скольжения.
В качестве антифрикционной детали выбрана свертная втулка 1 из ленты в виде композиции на основе фторопласта с наполнителями из порошков графита, дисульфида молибдена и кокса. Приготовление такой композиции осуществляют известными способами переработки фторопласта. Антифрикционную ленту режут и сворачивают втулку 1, например, на оправке 2. Затем на наружной цилиндрической поверхности свертной втулки 1 нарезают кольцевые канавки 3 с эксцентриситетом относительно оси подшипника, например, с помощью резца на токарном станке на оправке 2. При этом изготовление эксцентриситета соседних кольцевых канавок 3 осуществляют под углом друг к другу, например, 90 градусов (см. фиг. 2-5), известным способом смещая ось вращения оправки 2 с расположенной на ней свертной втулкой 1, относительно оси вращения патрона токарного станка. Величину эксцентриситета всех кольцевых канавок 3 выполняют одного размера, не превышающего толщины стенки свертной втулки 1. Ширину кольцевых канавок 3 выполняют равной расстоянию между ними. Вид профиля кольцевых канавок 3 не имеет значения. Затем наматывают плотно на наружную поверхность свертной втулки 1 тканый материал 4, например стеклоткань или хлопчатобумажная ткань, пропитанный связующим (эпоксидной смолой ЭД-20 с отвердителем ПЭПА). После отверждения заготовку обрабатывают на токарном станке путем обточки поверхности 5 под посадку в изделие и торцевания подшипника скольжения.
В отличие от аналогов предлагаемый способ позволяет обеспечить надежность крепления антифрикционной детали в обойме, что повышает долговечность подшипникового узла при длительной эксплуатации под воздействием динамических нагрузок и перепада температур.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2222722C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2172678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1997 |
|
RU2123624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2150352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2207956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2162172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2192962C1 |
Изобретение может быть использовано при изготовлении подшипников скольжения. В способе изготовления подшипника скольжения образуют антифрикционную деталь и затем на нее наматывают тканый материал, пропитанный связующим. Создают обойму подшипника скольжения. Перед намоткой тканого материала на наружной цилиндрической поверхности антифрикционной детали нарезают кольцевые канавки с эксцентриситетом относительно оси подшипника. 3 з.п.ф-лы, 5 ил.
| ЦЫПЛАКОВ О.Г | |||
| Конструирование деталей из композиционно-волокнистых материалов | |||
| - Л.: Машиностроение, 1984, 122-125 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ ДЛЯ КОРЕННЫХ ОПОР У-ОБРАЗНЫХ ДВИГАТЕЛЕЙ ВУНТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2013672C1 |
