Изобретение относится к порошковой металлургии и может быть использовано для изготовления самосмазывающихся подшипников скольжения.
Известен способ изготовления самосмазывающегося подшипника скольжения, включающий формирование пористой спеченной втулки, ее пропитку жидкой смазкой, герметизацию нерабочей поверхности втулки и запрессовку в корпусе (В.Д. Воронков. Подшипники сухого трения. Л.: Машиностроение,1979, с. 120).
Недостатком самосмазывающихся подшипников, полученных данным способом, является незначительный запас жидкой смазки в порах, в связи с чем он не долговечен и используется при кратковременной работе за один пусковой период, а также при малых скоростях и нагрузках.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления самосмазывающегося подшипника скольжения, включающий намотку проволоки круглого сечения на наружную цилиндрическую поверхность пористой спеченной втулки в несколько слоев, пропитку жидкой смазкой, развальцовку проволоки и запрессовку втулки в корпус (а.с. СССР 1574373, Б.И. N 24, 1990 г.).
Указанный способ имеет следующие недостатки.
1. При развальцовке, под действием пластического давления, проволока располагается относительно поверхности намотки, в результате чего долговечность подшипника уменьшается.
2. При запрессовке втулки в корпусе в результате сдвига намотанный слой может отделиться от втулки, что ведет к разрушению самосвязывающего подшипника.
3. В процессе работы подшипникового узла под действием динамических нагрузок, вибрации, первый слой может расползтись и втулка теряет посадку в корпусе, что приводит к заклиниванию узла и повреждению вала.
4. В связи с тем, что контакт первого слоя проволоки происходит по линии со втулкой, происходит плохой обмен теплом, что снижает антифрикционные свойства подшипников.
Цель изобретения - повышение долговечности подшипника скольжения.
Указанная цель достигается тем, что, согласно изобретению, перед намоткой проволоки на наружней цилиндрической поверхности спеченной втулки изготавливают винтовые канавки, в которые затем укладывают слой наматываемой проволоки.
Отличием от известных (см. аналоги) является выполнение на наружной цилиндрической поверхности спеченной втулки винтовых канавок, в которые укладывают слой наматываемой проволоки. Канавки фиксируют витки проволоки от смещения друг относительно друга и относительно наружней цилиндрической поверхности. Это повышает долговечность подшипников.
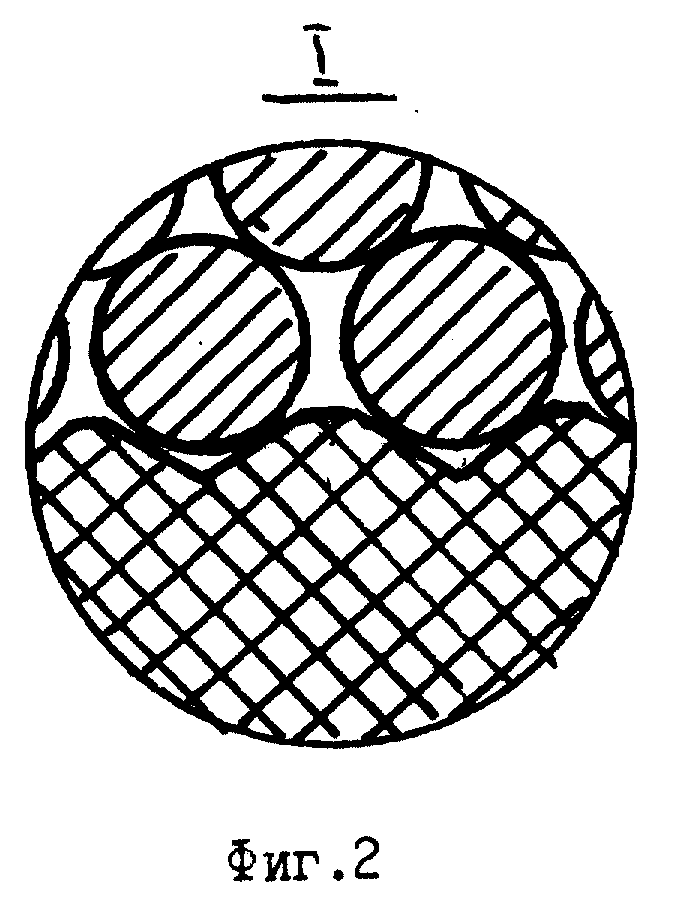
На фиг. 1 представлен общий вид пористой спеченной втулки после намотки проволоки; на фиг. 2 - узел 1 на фиг. 1.
Пример конкретного выполнения способа дается для оптимального варианта изготовления самосмазывающегося подшипника скольжения.
Способ изготовления самосмазывающегося подшипника скольжения осуществляют следующим образом.
После просева порошков составляют шихту, прессуют и спекают втулки. Затем на наружной цилиндрической поверхности пористой спеченной втулки изготавливают винтовые канавки, в которые затем укладывают слой наматываемой проволоки. Канавки изготавливают, например, с помощью резца на токарном станке (аналогично нарезанию резьбы). При этом ширина и глубина канавок зависит от размера применяемой проволоки и составляет 0,3-1,0 ее диаметра (см. фиг. 2). Проволока фиксируется посредством канавок от осевого смещения относительно спеченной втулки. После нарезания канавок производят намотку проволоки, причем первый слой укладывают в канавки. При намотке проволоки витки прижимают один к другому и к канавкам. В результате образуются компенсационные масляные карманы в виде кольцевых полостей, расположенных между поверхностью соседних витков проволоки. Намотку проволоки осуществляют в несколько слоев, затем пропитывают полученную заготовку жидкой смазкой и развальцовывают наружный слой роликом в направлении намотки.
В таблице представлены сравнительные экспериментальные исследования подшипников, изготовленных известным и предлагаемым способами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2150352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2162172C1 |
| Способ изготовления самосмазывающегося подшипника скольжения | 1987 |
|
SU1574373A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2172678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА | 2000 |
|
RU2178102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2189904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2192962C1 |
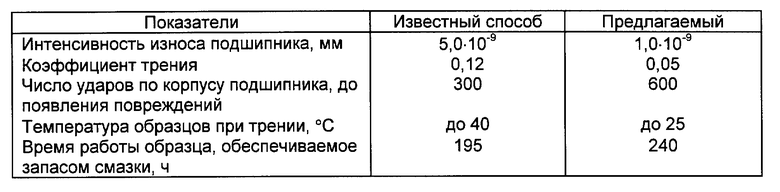
Изобретение относится к порошковой металлургии и может быть использовано для самосмазывающихся подшипников скольжения. Способ изготовления самосмазывающего подшипника скольжения осуществляется следующим образом. После просева порошков составляют шихту, прессуют и спекают втулки. Затем на наружной цилиндрической поверхности пористой спеченной втулки изготавливают винтовые канавки, в которые затем укладывают слой наматываемой проволоки. Канавки изготавливают, например, с помощью резца на токарном станке (аналогично нарезанию резьбы). При этом ширина и глубина канавок зависит от размера применяемой проволоки и составляет 0,3-1,0 ее диаметра. Проволока фиксируется посредством канавок от осевого смещения относительно спеченной втулки. После нарезания канавок производят намотку проволоки, причем первый слой укладывают в канавки. При намотке проволоки витки прижимают один к другому и к канавкам. В результате образуется компенсационные масляные карманы в виде кольцевых полостей, расположенных между поверхностью соседних витков проволоки. Намотку проволоки осуществляют в несколько слоев, затем пропитывают полученную заготовку жидкой смазкой и развальцовывают наружный слой роликом в направлении намотки. Изобретение отравлено на повышение долговечности подшипников скольжения. 2 ил., 1 табл.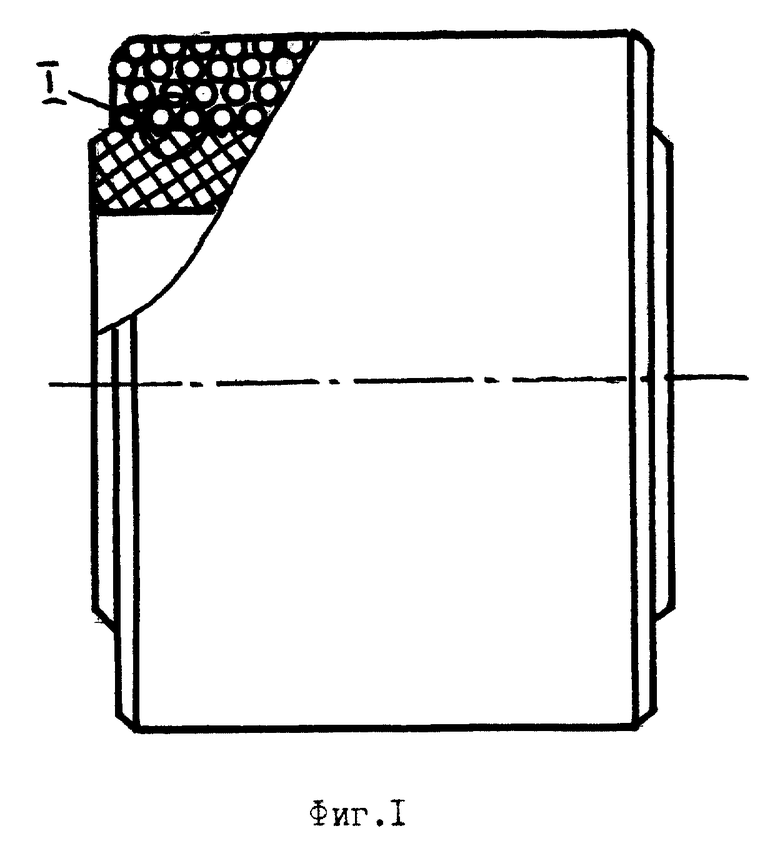
Способ изготовления самосмазывающегося подшипника скольжения, включающий намотку проволоки круглого сечения на наружную цилиндрическую поверхность пористой спеченной втулки в несколько слоев, пропитку жидкой смазкой, развальцовку проволоки и запрессовку втулки в корпус, отличающийся тем, что перед намоткой проволоки на наружной цилиндрической поверхности пористой спеченной втулки изготавливают винтовые канавки, в которые затем укладывают слой наматываемой проволоки.
| SU, авторское свидетельство, 1574373, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Воронков В.Д | |||
| Подшипники сухого трения | |||
| - Л.: Машиностроение, 1979, с.120. | |||
