Изобретение относится к области четвертого передела металла горячей штамповкой и может быть использовано на метизных и машиностроительных заводах.
Известно устройство для нагрева изделий, содержащее индуктор и транспортирующее устройство с направляющими, размещенными внутри рабочего пространства индуктора (см. SU 1 497 237 A, МПК 6 C 21 D 1/10, 30.07.89).
Однако устройство не обеспечивает непрерывного перемещения изделий через индуктор из-за периодического действия толкателя. Транспортирующее устройство не приспособлено к работе с проволочными изделиями сложной формы.
Наиболее близким по технической сущности является устройство для индукционного нагрева изделий, содержащее индуктор и размещенный внутри рабочего пространства индуктора бесконечно замкнутый транспортер в виде ленты с механизмом перемещения и несущими элементами (см. SU 1 471 049 A1, МПК 6 F 27 D 3/00, C 21 D 1/42, 07.04.89).
Транспортер выполнен в виде ленты, расположенной вертикально, несущие элементы выполнены в виде стаканов. Такое исполнение транспортера не приспособлено к работе при транспортировании и нагреве проволочных изделий сложной формы. Кроме этого, низка долговечность работы ленты при нагреве изделий до температуры порядка 1000oC вследствие ее нагрева вихревыми токами.
Задачей настоящего изобретения является увеличение долговечности работы транспортера при температуре нагрева изделий порядка 1000oC и малом нагреве транспортера от вихревых токов, что обеспечивалось подбором размеров цепи опытным путем, путем подбора размеров контуров, составленных из звеньев цепи, в которых наводятся вихревые токи.
Задача решается таким образом, что в известном устройстве для нагрева изделий, содержащем индуктор, и размещенный внутри рабочего пространства индуктора бесконечно замкнутый транспортер с механизмом перемещения и несущими элементами, индуктор выполнен прямоугольной формы и имеет под, транспортер выполнен в виде цепи с пластинами из окалиностойкой жаропрочной стали аустенитного класса, образующими в проекции на под индуктора в направлении движения цепи примыкающие друг к другу прямоугольные контуры в последовательности - сплошной контур с соотношением сторон от 2,2 до 5, сплошной контур с соотношением сторон от 0,80 до 2,25, сквозной контур с соотношением сторон наружного очертания прямоугольника от 1,1 до 2,5, сплошной контур с соотношением сторон от 0,8 - 2,25, а в проекции на плоскость, перпендикулярную плоскости пода, контуры наложения наружных пластин на внутренние одинаковой ширины, причем отношение ширины рабочего пространства к ширине упомянутого второго сплошного контура - от 14 до 23.
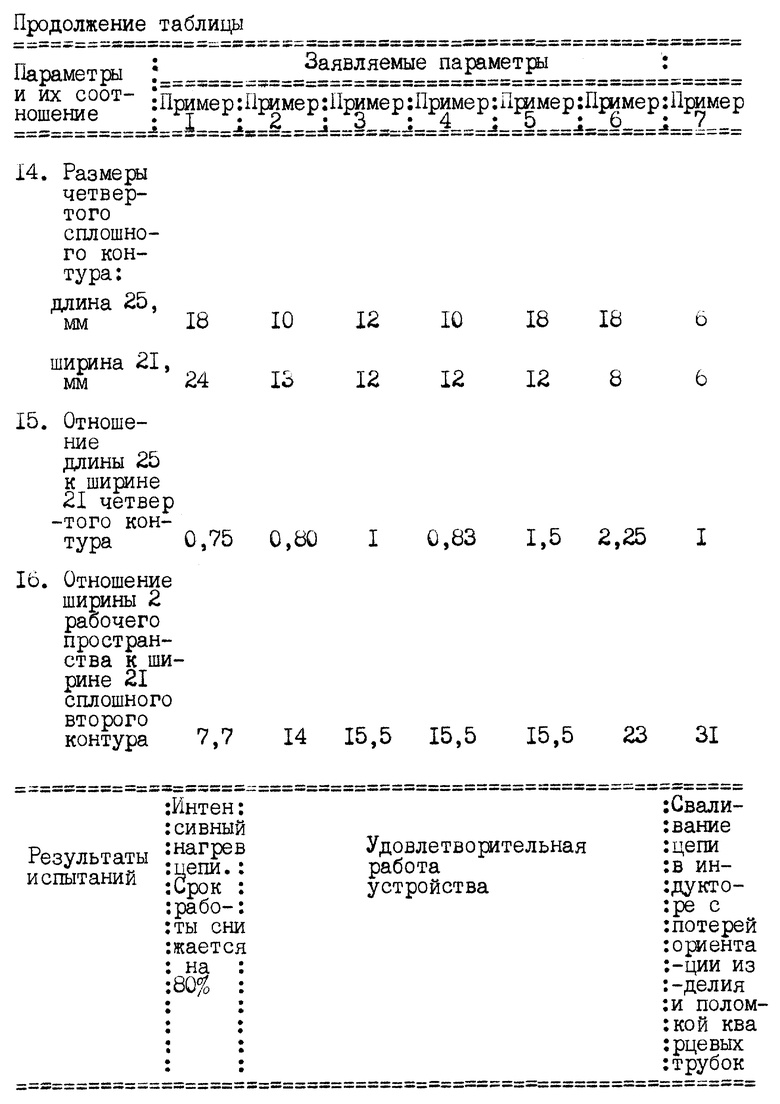
Нижний предел отношения ширины рабочего пространства индуктора к ширине второго сплошного контура 14 выбран из условия предельного нагрева цепи от вихревых токов при удовлетворительной работоспособности и долговечности работы цепи. При значениях, меньших 14, происходит интенсивный нагрев цепи с быстрым изнашиванием осей и звеньев цепи и большая потеря тепла при выходе цепи из индуктора.
Верхний предел этого же отношения 23 определен из условия устойчивости цепи от сваливания по длине индуктора с потерей ориентации изделий и поломкой кварцевых трубок.
При таких же условиях получены нижний 2,2 и верхний 5 пределы отношений сторон первого сплошного контура, нижний 0,80 и верхний 2,25 пределы отношений сторон следующего сплошного контура, нижний 1,1 и верхний 2,5 пределы отношений сторон наружного очертания сквозного контура, и нижний 0,80, и верхний 2,25 пределы отношений сторон последнего сплошного контура.
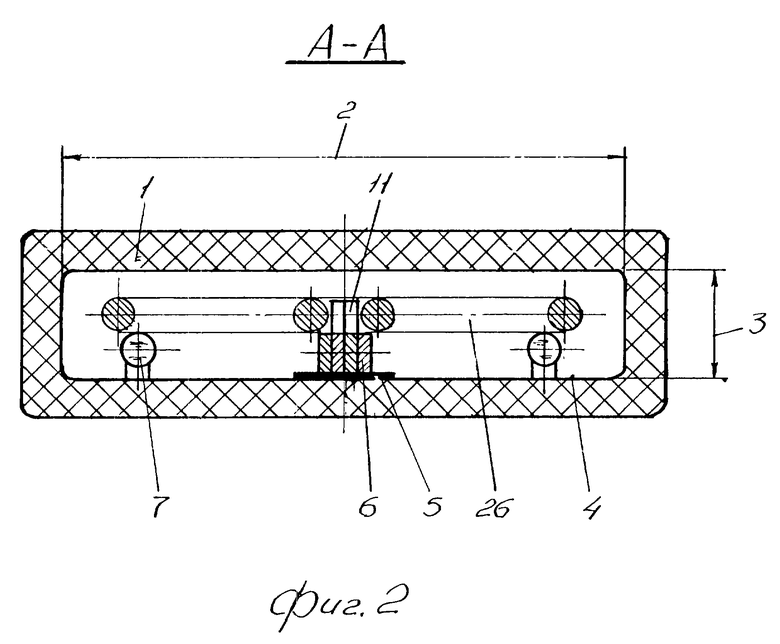
На фиг. 1 представлен общий вид предлагаемого устройства; на фиг. 2 - поперечный разрез индуктора с транспортером по А-А; на фиг. 3 - вид на цепь; на фиг. 4 - разрез цепи по Б-Б; на фиг. 5 - проекция цепи на под в виде контуров.
Устройство для индукционного нагрева содержит прямоугольный индуктор 1 (фиг. 1 и 2) с шириной 2 и высотой 3 рабочего пространства, под 4 с вмонтированной в нем пластиной 5 из окалиностойкой жаропрочной стали марки Х23Н18, по которой скользит бесконечно замкнутый транспортер 6 в виде цепи.
Механизм перемещения цепи состоит из электродвигателя, редуктора с выходным валом, на котором смонтирована звездочка для перемещения цепи (не показаны).
На полу индуктора симметрично его оси установлены направляющие 7 для скольжения по ним изделий в виде цилиндров, выполненных из кварцевого стекла.
Цепь 6 образована внутренними 8 и наружными 8 пластинами и соединяющими их осями 10, выполненными из окалиностойкой жаропрочной стали марки Х23Н18 (фиг. 3 и 4).
Несущие элементы 11 на внутренних пластинах, выполненные с постоянным шагом, представляют собой зубцы в виде трапеций. Здесь же показаны длина 12 внутренней и внешней пластины, ширина 13 пластины, толщина 14 пластины и расстояние 15 между осями.
Звенья цепи 6 в проекции на под 4 индуктора образуют в направлении движения цепи (фиг. 5) примыкающие друг к другу прямоугольные контуры в последовательности: первый сплошной контур 16 длиной 17 и шириной 18, второй сплошной контур 19 длиной 20 и шириной 21, третий сквозной контур 22 с длиной 23, шириной 21 наружного очертания и шириной 18 внутреннего, четвертый сплошной контур 24 длиной 25 и шириной 21.
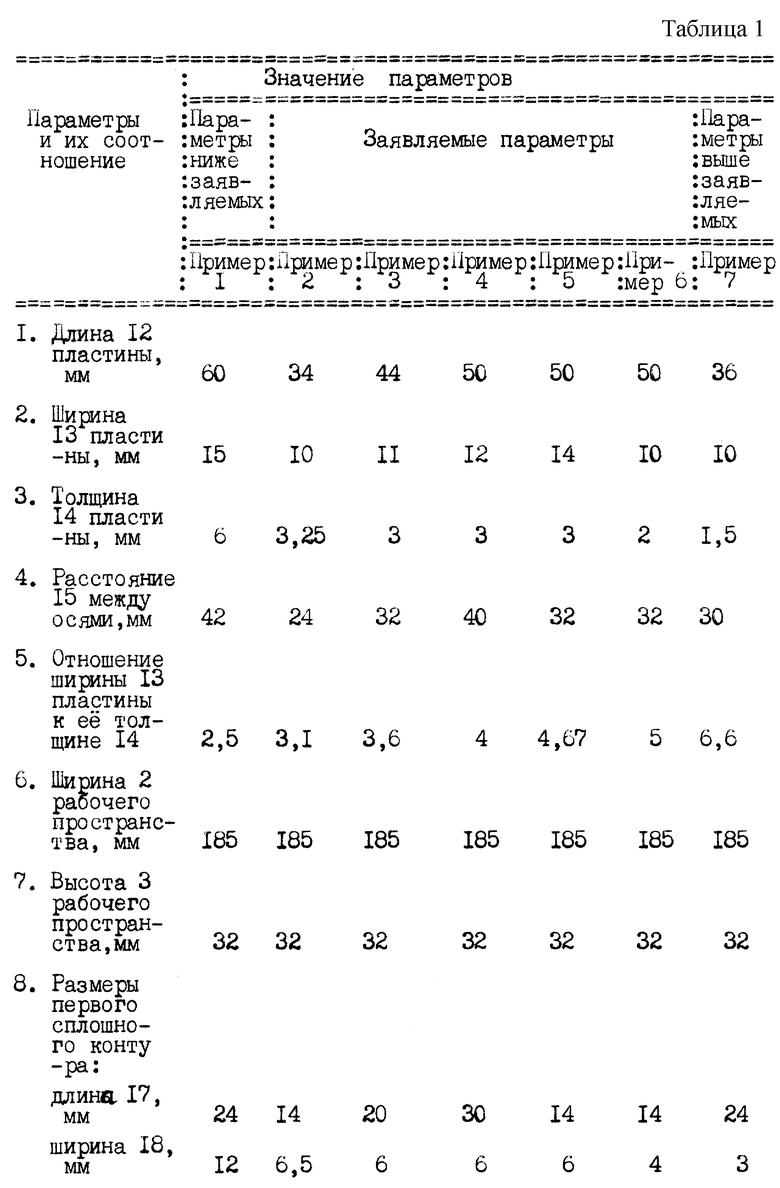
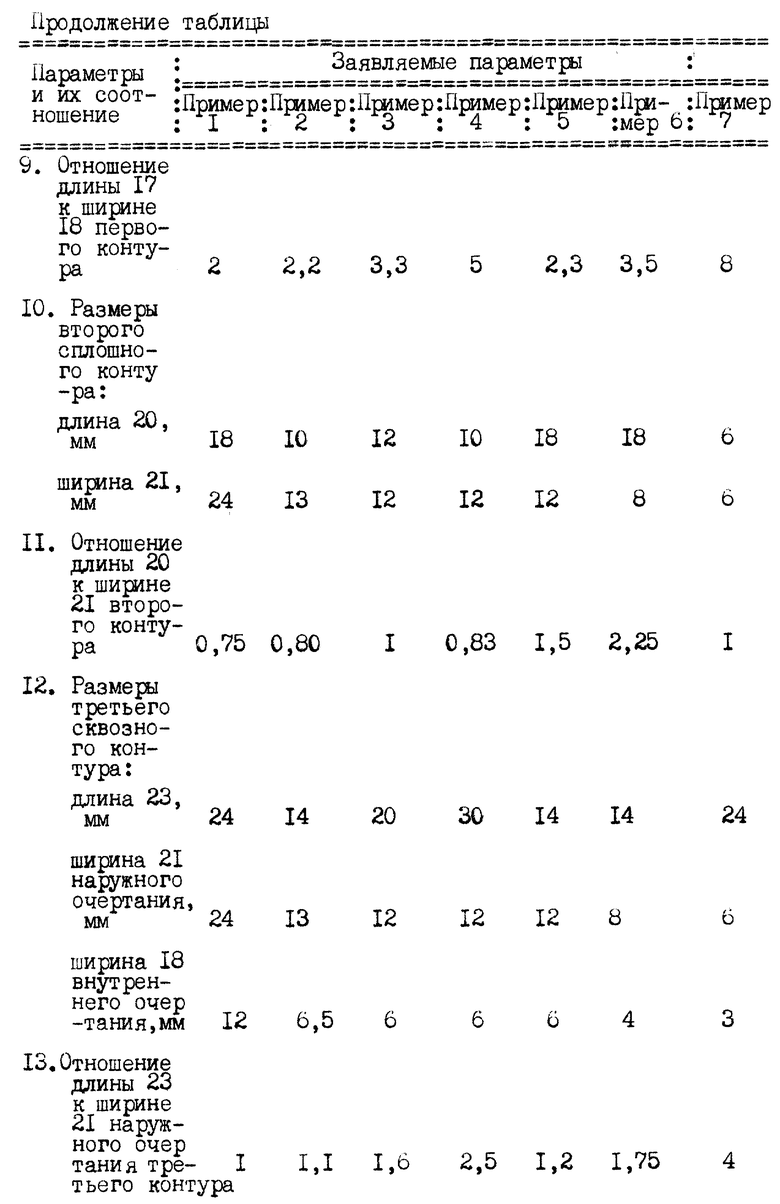
Соотношения параметров звеньев цепи, индуктора и прямоугольных контуров по различным вариантам даны в таблице.
По результата подбора размера звеньев цепи и ее эксплуатации установлено следующее.
При длине пластин 60 мм, ширине 15 мм, толщине 6 мм и расстоянии между осями цепи 42 мм (соответствующие отношения - ширины пластины к ее толщине 2,5, длины к ширине первого сплошного контура 2, длины к ширине второго сплошного контура 0,75, длины к ширине наружного очертания третьего сквозного контура 1, длины к ширине четвертого сплошного контура 0,75, ширины рабочего пространства индуктора к ширине сплошного второго контура 7,7) происходит интенсивный нагрев цепи и снижение срока ее работы на 80%.
При длине пластин 36 мм, ширине 10 мм, толщине 1,5 мм и расстоянии между осями цепи 30 мм (соответствующие отношения - ширины пластины к ее толщине 6,6, длины к ширине первого сплошного контура 8, длины к ширине наружного очертания третьего сквозного контура 4, ширины рабочего пространства индуктора к ширине сплошного второго контура 31) происходит сваливание цепи в индукторе с потерей ориентации изделия и поломкой кварцевых трубок.
Устройство для нагрева изделий работает следующим образом.
Изделия 26 (заготовка по форме буквы "омега" для изготовления прутковой железнодорожной клеммы) загружают на цепной транспортер 6 (фиг. 1 и 2) и зубцами 11, захватывающими изделия в средней изогнутой части, затягивают в рабочее пространство индуктора 1 на направляющие 7. При движении цепи по пластине 5 индуктора изделия нагреваются вихревыми токами и при выходе из индуктора сбрасываются на передающее устройство для дальнейшей транспортировки на процесс штамповки - гибки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1995 |
|
RU2083311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НЕКРУГЛОЙ ФОРМЫ | 1995 |
|
RU2088366C1 |
| СПОСОБ ПЕРЕДАЧИ ИЗДЕЛИЙ С КОНВЕЙЕРА НА ПОЗИЦИЮ ВЫДАЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169112C2 |
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1995 |
|
RU2083314C1 |
| БОРТОВОЕ КОЛЬЦО | 1997 |
|
RU2186692C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ СТАЛЬНОЙ ПОЛОСЫ | 2010 |
|
RU2434072C1 |
| КОРПУС РЕТОРТЫ ДЛЯ ВАКУУМНОЙ ДИСТИЛЛЯЦИИ КАЛЬЦИЯ | 2001 |
|
RU2194083C1 |
| АРМИРОВАННОЕ ЭЛАСТОМЕРНОЕ ПОЛОТНО | 1997 |
|
RU2144466C1 |
| СПОСОБ ЗАЩИТЫ ЗОНЫ РЕЗАНИЯ ОТ РАСПРОСТРАНЕНИЯ ЗА ЕЕ ПРЕДЕЛЫ ПАРОВ И БРЫЗГ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2158669C2 |
| ПУАНСОННЫЙ УЗЕЛ ПРЕССА | 2000 |
|
RU2190532C2 |
Устройство для нагрева изделий может быть использовано в метизной отрасли металлургии и машиностроении. Техническим результатом изобретения является повышение работоспособности транспортера для изделий. Устройство содержит индуктор, под и размещенный внутри индуктора цепной транспортер из жаропрочной окалиностойкой стали. Пластины цепи образуют в проекции на под индуктора примыкающие друг к другу прямоугольные контуры. Первый сплошной контур имеет соотношение сторон от 2,2 до 5, второй сплошной контур - от 0,80 до 2,25, третий сквозной контур - с соотношением сторон наружного очертания прямоугольника 1,1 до 2,5 и четвертый сплошной контур - c соотношением сторон от 0,8 до 2,25. Отношение ширины рабочего пространства индуктора к ширине второго сплошного контура - от 14 до 23. Размеры пластин цепи подобраны опытным путем с целью получения их наименьшего нагрева от вихревых токов. 5 ил., 1 табл.
Устройство для нагрева изделий, содержащее индуктор и размещенный внутри рабочего пространства индуктора бесконечно замкнутый транспортер с механизмом перемещения и несущими элементами, отличающееся тем, что индуктор выполнен прямоугольной формы и имеет под, транспортер выполнен в виде цепи с пластинами из окалиностойкой жаропрочной стали аустенитного класса, образующими в проекции на под индуктора в направлении движения цепи примыкающие друг к другу прямоугольные контуры в последовательности - сплошной контур с соотношением сторон от 2,2 до 5, сплошной контур с соотношением сторон от 0,80 до 2,25, сквозной контур с соотношением сторон наружного очертания прямоугольника от 1,1 до 2,5, сплошной контур с соотношением сторон от ,80 до 2,25, а в проекции на плоскость, перпендикулярную плоскости пода, контуры наложения наружных пластин на внутренние одинаковой ширины, причем отношение ширины рабочего пространства к ширине упомянутого второго сплошного контура - от 14 до 23.
| Устройство для индукционного нагрева | 1987 |
|
SU1471049A1 |
| УСТРОЙСТВО для НАГРЕВА ИЗДЕЛИЙ | 0 |
|
SU281512A1 |
| Установка для индукционного нагрева заготовок | 1977 |
|
SU618427A1 |
| Установка для закалки изделий | 1984 |
|
SU1177359A1 |
| Устройство для транспортирования заготовок через индуктор | 1987 |
|
SU1497237A1 |

