Изобретение относится к области транспортных и передающих средств автоматических комплексов.
Известен способ передачи изделий из зоны накопления на конвейер, включающий захват изделия, затягивание его на опорные поверхности толкателем и последующее перемещение (см. а.с. СССР N 1283192 по М. Кл.5 B 65 G 47/02).
Способ не обеспечивает передачу изделий сложной формы, изогнутых из проволоки, типа заготовок железнодорожных клемм, предназначенных для горячей гибки-штамповки.
Наиболее близким по технической сущности является способ передачи изделий с конвейера на позицию выдачи, включающий захват изделия, затягивание его с конвейера на опоры с корректорами ориентации и последующее перемещение на позицию выдачи (см. а.с. СССР N 1270091 по М.Кл.5 B 65 G 47/53).
Однако способ не обеспечивает высокой безотказности в передаче изделий сложной формы, изогнутых из проволоки, типа заготовок железнодорожных клемм, предназначенных для горячей гибки-штамповки. Поэтому использование способа снижает КИО из-за частых заклиниваний изделий в корректоре ориентации.
Заклинивание изделий происходит из-за потери устойчивости ориентации изделия во время его затягивания с конвейера на роликовые опоры криволинейной формы с корректором ориентации в виде боковых спиралей.
Из-за потери устойчивости ориентации на криволинейной опоре и непригодности боковых спиралей в качестве корректора ориентации изделия сложной формы с отогнутыми концами последнее занимает неопределенное положение, что приводит к заклиниванию.
Известно устройство для передачи изделий из зоны накопления на конвейер, включающее смонтированные на раме подвижные каретки с захватами, плоскую опорную поверхность толкателей с корректорами ориентации, направляющие и позицию выдачи (см. а.с. СССР N 1283192 по М.Кл.5 B 65 G 47/02).
Устройство не обеспечивает передачу изделий сложной формы, изогнутых из проволоки, типа заготовок железнодорожных клемм, предназначенных для горячей гибки-штамповки.
Наиболее близким к предлагаемому по технической сущности является устройство для передачи изделий с конвейера на позицию выдачи, включающее смонтированную на раме и связанную с силовым цилиндром подвижную каретку с захватом, опоры с корректорами ориентации, направляющие и позицию выдачи (см. а. с. СССР N 1270091 по М.Кл.5 B 65 G 47/53).
Однако устройство не обеспечивает высокой безотказности в передаче изделий сложной формы, изогнутых из проволоки, типа заготовок железнодорожных клемм, предназначенных для горячей гибки-штамповки. Поэтому использование этого устройства снижает КИО из-за частых заклиниваний изделий в корректоре ориентации.
Заклинивание изделий происходит из-за потери устойчивости ориентации изделия во время его затягивания с конвейера на роликовые опоры криволинейной формы с корректором ориентации в виде боковых спиралей.
Из-за потери устойчивости ориентации на криволинейной опоре и непригодности боковых спиралей в качестве корректора ориентации изделия сложной формы с отогнутыми концами последнее занимает неопределенное положение, что приводит к заклиниванию.
Задачей настоящего изобретения является обеспечение высокой безотказности в работе устройства для передачи изделий с конвейера на позицию выдачи путем исключения заклинивания изделий при его перемещении на всем пути от конвейера до позиции выдачи.
Для решения указанной задачи способ передачи изделий с конвейера на позицию выдачи включает захват изделия, затягивание его с конвейера на опоры с корректором ориентации и последующее перемещение на позицию выдачи.
В отличие от прототипа захват изделия осуществляют по траектории подачи изделия конвейером затягиванием на плоскую опорную поверхность с последующим одновременным вводом дополнительного корректора ориентации в одну из полостей изделия, а перемещение на позицию выдачи осуществляют с использованием сил тяжести, начиная с окончания затягивания и ввода дополнительного корректора ориентации, сбрасыванием переднего конца изделия и скольжением его по дополнительному корректору ориентации на позицию выдачи.
Для решения указанной задачи устройство для передачи изделий с конвейера на позицию выдачи включает смонтированную на раме и связанную с силовым цилиндром подвижную каретку с захватом, горизонтальную опорную поверхность с корректором ориентации, направляющие и позицию выдачи.
В отличие от прототипа устройство снабжено дополнительным корректором ориентации, выполненным в виде параллелепипеда, закрепленного наклонно нижней гранью совместно с выполненными наклонными направляющим на раме, верхний поднимающийся закругленный торец которого примыкает к выполненной плоской горизонтальной опорной поверхности и ограничен вертикальной гранью, к которой обращена поверхность скоса копира, примыкающей к верхней адекватной по форме закругленной грани дополнительного корректора ориентации, причем на его нижнем торце выполнена дополнительная адекватная по форме вертикальная грань, к которой обращена параллельная ей поверхность упора, и которые образуют канал движения на позицию выдачи.
Вышеизложенные общие достаточные во всех случаях существенные признаки описываемого изобретения обеспечивают получение технического результата, заключающегося в обеспечении высокой безотказности в работе устройства для передачи изделий с конвейера на позицию выдачи.
Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом состоит в следующем.
Захват изделия и затягивание его на плоскую поверхность с последующим одновременным вводом дополнительного корректора ориентации в одну из полостей изделия гарантирует устойчивость ориентации изделия при перемещении. Верхний поднимающийся закругленный торец дополнительного корректора ориентации при вводе его в изделие обеспечивает исправление положения последнего, если ранее изделие повернулось относительно симметричной оси, совпадающей с направлением передачи.
Сброс переднего конца изделия вдоль вертикальной грани дополнительного корректора ориентации и скольжение изделия по наклонной грани обеспечивают надежную ориентацию последнего при перемещении и исключение заклинивания из-за отсутствия излишних связей.
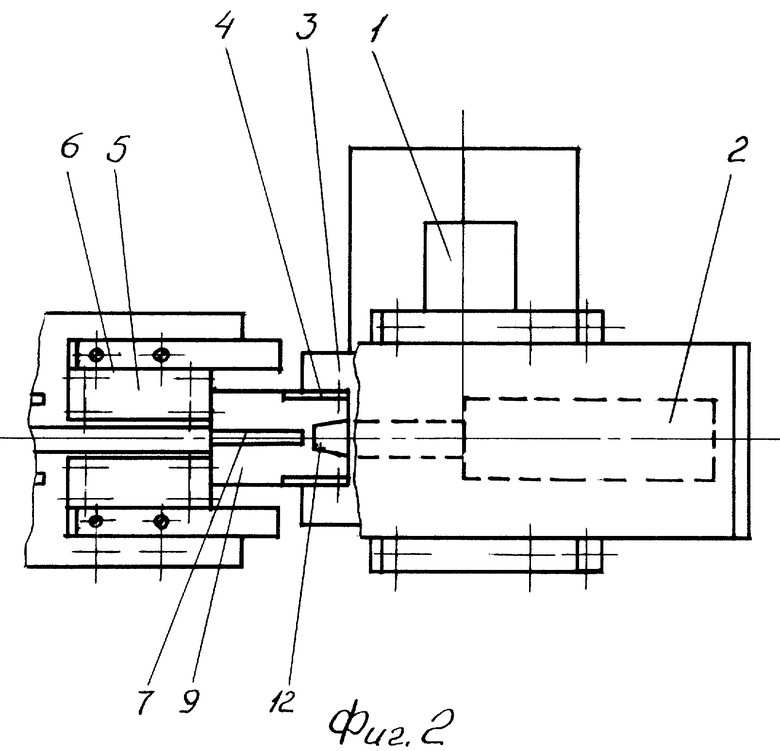
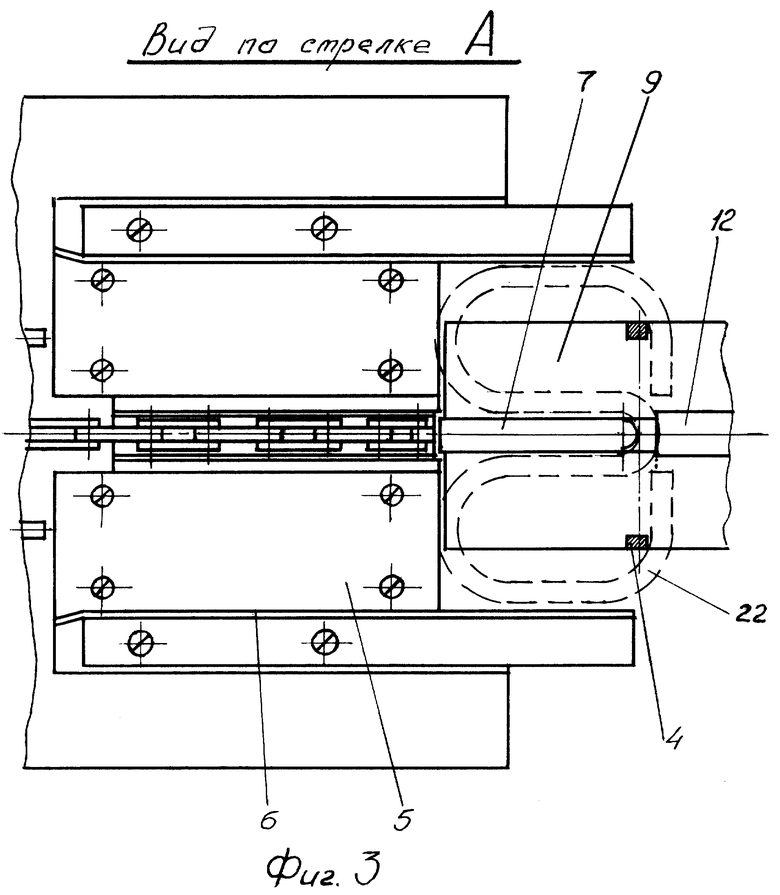
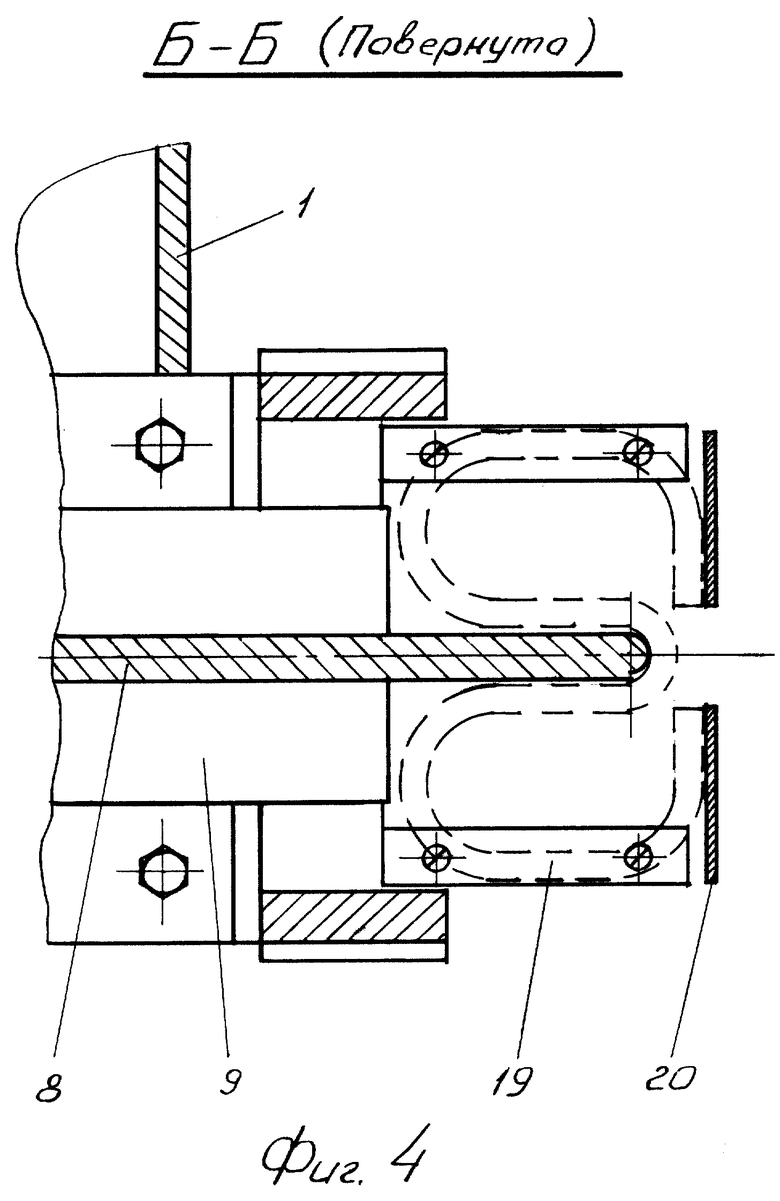
На фиг. 1 изображен главный вид на устройство для передачи изделий с конвейера на позицию выдачи; на фиг. 2 - вид сверху на устройство с совмещенным видом по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке А на опорную поверхность с корректором ориентации и дополнительный корректор ориентации с направляющими; на фиг. 4 - разрез по Б-Б на фиг. 1 в зоне позиции выдачи.
Способ передачи изделий с конвейера на позицию выдачи осуществляют следующим образом.
Заготовку 22 клеммы цепным конвейером выносят из печи и передним концом подают на плоскую опорную поверхность 5 (фиг. 1 и 2). В этот момент захват 4, двигаясь навстречу заготовке, набегает наклонной частью на передние концы заготовки, приподнимается и при опускании захватывает последнюю.
При движении назад захватом 4 затягивают дальше заготовку по траектории подачи изделия конвейером на плоскую опорную поверхность 5 с корректором ориентации в виде пластин 6 и на верхний поднимающийся торец 7 дополнительного корректора ориентации 8 одновременно с вводом его в среднюю полость заготовки клеммы 22 (фиг. 3).
По окончании затягивания и ввода дополнительного корректора ориентации 8 в среднюю полость заготовки, когда ее переместят до вертикальной грани 11, передний конец заготовки сбрасывают с использованием сил тяжести и передний конец заготовки скользит по верхней грани 10 дополнительного корректора ориентации 8, а задний конец - по направляющим 9.
По окончании перемещения средняя часть заготовки клеммы ударяется о поверхность 17 упора и падает по каналу 18 на позицию выдачи.
Устройство для передачи изделий с конвейера на позицию выдачи содержит раму 1, на которой смонтированы силовой цилиндр 2, связанная с ним подвижная каретка 3 с захватом 4, выполненная плоской горизонтальная опорная поверхность 5 с корректором ориентации 6 в виде боковых пластин (фиг. 1 и 3).
Горизонтальная опорная поверхность установлена на одном уровне с верхними кромками цепи и кварцевыми трубками, проходящими в индукционной печи, по которым перемещается заготовка клеммы.
К горизонтальной опорной поверхности 5 примыкает своим верхним поднимающимся закругленным торцом 7 дополнительный корректор ориентации 8. Дополнительный корректор ориентации выполнен в виде параллелепипеда, закрепленного наклонно узкой нижней гранью совместно с выполненными наклонными направляющими 9 на раме 1. Верхняя грань 10 дополнительного корректора ориентации выполнена закругленной.
Верхний поднимающийся торец 7 дополнительного корректора ориентации ограничен вертикальной закругленной гранью 11, которая примыкает к верхней грани 10.
Напротив вертикальной грани установлен на раме копир 12, поверхность 13 скоса которого обращена к вертикальной грани
На нижнем торце 14 дополнительного корректора ориентации 8 выполнена дополнительная закругленная вертикальная грань 15. Напротив ее на раме закреплен упор 16, поверхность 17 которого параллельна вертикальной грани 15 и образует с ней канал 18 движения заготовки на позицию выдачи. Позиция выдачи образована наклонными планками 19 и поворачивающимися створками 20 с противовесами 21 (фиг. 1 и 4).
Устройство работает следующим образом.
Заготовка 22 клеммы цепным конвейером выносится из печи и передним концом подается на плоскую горизонтальную опорную поверхность 5. В этот момент подвижная каретка 3 от силового цилиндра 2 движется навстречу заготовке.
Захват 4, набегая наклонной частью на заготовку, приподнимается и при опускании захватывает последнюю за передние концы, симметричные относительно продольной оси.
При движении назад подвижной каретки захват 4 затягивает дальше заготовку 22 на плоскую горизонтальную опорную поверхность 5 и на верхний поднимающийся торец 7 дополнительного корректора ориентации 8 одновременно с вводом его в среднюю полость заготовки клеммы.
Как только средняя полость заготовки доходит до вертикальной грани 11, заготовка падает вниз на наклонную верхнюю грань 10 и скользит по ней и направляющим 9 к позиции выдачи. Копир 12 с поверхностью 13 скоса предназначен для гарантированного сброса переднего конца заготовки клеммы вниз.
Приближаясь при скольжении по дополнительному корректору ориентации к позиции захвата, средняя часть заготовки клеммы ударяется о поверхность 17 упора 16 и по каналу 18 направляется на позицию выдачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НЕКРУГЛОЙ ФОРМЫ | 1995 |
|
RU2088366C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ИЗДЕЛИЙ | 1998 |
|
RU2149192C1 |
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1995 |
|
RU2083314C1 |
| ПУАНСОННЫЙ УЗЕЛ ПРЕССА | 2000 |
|
RU2190532C2 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1999 |
|
RU2186718C2 |
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1995 |
|
RU2083311C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136423C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
Изобретение может быть использовано в транспортных и передающих средствах автоматических комплексов. Способ передачи изделий с конвейера на позицию выдачи включает захват изделия, затягивание его с конвейера на опоры с корректором ориентации и последующее перемещение на позицию выдачи. Захват изделия осуществляют по траектории подачи изделия конвейером затягивания на плоскую опорную поверхность с последующим одновременным вводом дополнительного корректора ориентации в одну из полостей изделия. Перемещение на позицию выдачи осуществляют с использованием сил тяжести, начиная с окончания затягивания и ввода дополнительного корректора ориентации, сбрасыванием переднего конца изделия и скольжением его по дополнительному корректору ориентации на позицию выдачи. Устройство для передачи изделий с конвейера на позицию выдачи включает смонтированную на раме и связанную с силовым цилиндром подвижную каретку с захватом, горизонтальную опорную поверхность с корректором ориентации, направляющие и позицию выдачи. Оно снабжено дополнительным корректором ориентации, выполненным в виде параллелепипеда, закрепленного наклонно нижней гранью совместно с выполненными наклонными направляющими на раме, верхний поднимающийся закругленный торец которого примыкает к выполненной плоской горизонтальной опорной поверхности и ограничен вертикальной гранью, к которой обращена поверхность скоса копира, примыкающей к верхней адекватной по форме закругленной грани дополнительного корректора ориентации. На его нижнем торце выполнена дополнительная адекватная по форме вертикальная грань, к которой обращена параллельная ей поверхность упора и которые образуют канал движения на позицию выдачи. Обеспечивается высокая безотказность в работе. 2 с.п.ф-лы, 4 ил.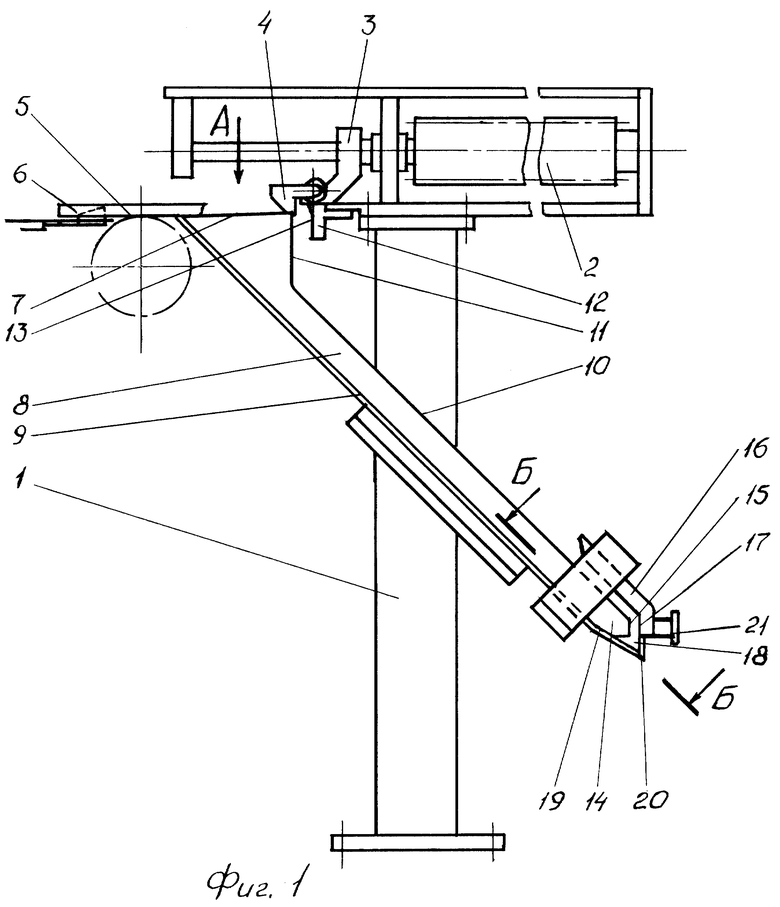
| Устройство для передачи изделий с подающего конвейера на приемный | 1985 |
|
SU1270091A1 |
| Способ передачи изделий из зоны накопления на конвейер и устройство для его осуществления /его варианты/ | 1985 |
|
SU1283192A1 |
| АВТОМАТИЗИРОВАННОЕ ПЕРЕГРУЗОЧНОЕ УСТРОЙСТВО | 1995 |
|
RU2085461C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКЛАДКИ ИЗДЕЛИЙ С ОДНОГО КОНВЕЙЕРА НА ДРУГОЙ | 1971 |
|
SU422667A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1974 |
|
SU520305A1 |

