Изобретение относится к установкам для индукционного нагрева заготовок перед обработкой металлов давлением.
Известна установка для индукционного нагрева заготовок, содержащая индуктор и механизм загрузки-выгрузки, на валу эксцентрикового толкателя механизма загрузки установлен кулак, а механизм выгрузки снабжен подпружиненной тягой, шарнирно закрепленной на станине кулисе связанной одним концом с качающимся рычагом и взаимодействующей другим своим концом с кулаком LIJНедостатком известной установки является неритмичность ее работы и колебание температуры нагреваемых заготовок, изготовленных с широким полем допуска по длине.
Известна установка для индукционного HarpeEsa заготовок, содержащая индуктор, механизм перемещения заготовок через индуктор, состоящий из шташ с собачками, и привод возвратно-поступательного перемещения штанг Г2Т.
(1едостатком известной установки является неритмичность и надежность выгру;зки заготовок пероменяой длины вследствие того, что в поле индукто(за на за- готовки действуют электромагнитные силы, которые изменяют (сдвигают) их положение.
Цель изобретения состоит в обеспечении ритмичной выгрузки -«готовок, изготовленных с широким полем допуска по длине.
Поставленная цель достигается тем, что предлагаемая установка снабжена механизмом одновременного разворота штанг, при этом одна из штанг закреплена неподвижно в продольном направлении, а собачки расположены на штангах противоположно друг к другу.
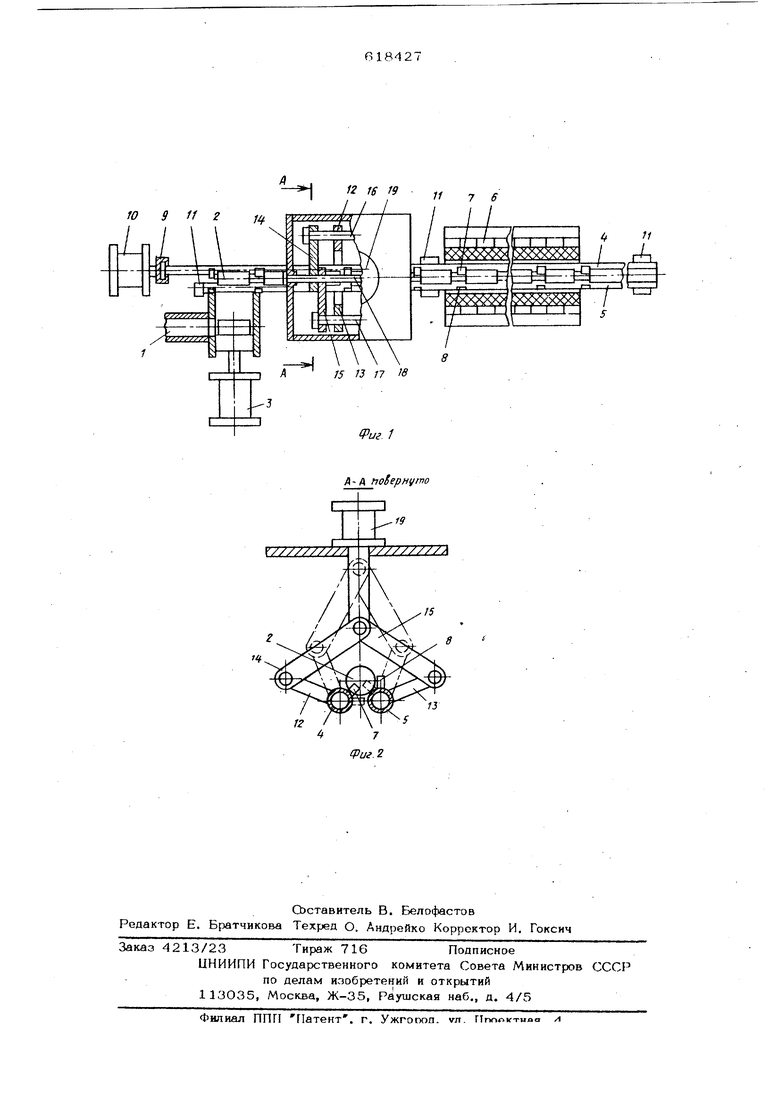
На фиг. 1 изображена схема установки; на фиг. 2 - разрез А-А фиг. 1.
Установка состоит из течки 1, по которой поступают заготовки 2, пневмоцилиндра 3, заталкивающего их на механизм перемещения через индуктор. Механизм перемещения заготовок через индуктор
состоит из двух водоохлаждаемых штанг 4 и 5, параллельных оси перемешения заготовок, по которым заготовки проходят через индуктор 6. Положение заготовок при транспортировке фиксируется собачками 7 и 8. Штанга 4 через подшипниковый узел 9 связана с приводом 10 возвратно-поступательного движения и предназначена для перюмещения заготовок. Поэтому собачки 7 этой штанги служат не только для фиксации, но для ne-i. ремещёния заготовок. Штанга 5 со своими собачками 8 служит для фиксации положения заготовок в индукторе, когда собачки 7 штанги 4 выходят из зацепления с заготовками. На концах штанги имеются опорные подшипниковые узлы 11 Для осуществления трэанспортировки и фиксации заготовок обе штанги через систему рычагов 12-15 и оси 16-18 кинематически связаны с механизмом 19 поворота, благодаря 4eMyj поворот обеих штанг происходит одновременно и от одного механизма поворота. При этом рычаг 12 штанги 4 : имеет возможность свободного поступательного и вращательного движения относительно оси, а рычаг вращательного движения относительно оси 17. .
В отдельных случаях перемещение заготовок можно осуществлять не по штангам, а по направляющим.
Установка работает следующим образом.
Заготовки 2 по течке 1 попадают при помощи цилиндра 3 на штанги 4, 5. В этот момент (фиг. 2) собачки 7 штанги 4 находятся в зацеплении с заготовками, а собачки 8 штанги 5 вьгоедены из зацепления. При движении штока привода возвратно-поступательного , движения вперед штанга 4 передвигает заготовки на шаг. На заготовки, входящие в этот момент в индуктор б, действуют сипы магнитного ПОЛЯ индуктора, стремящиеся сместить положение заготовок в шщукторе, но их положение ограничено собачками 7 штанги 4. В конце ..хода штока привода возвратно-поступательного движений срабатывает механизм 19 поворота, который поднимает ось 18 вверх и выводит собачки 7 штанги 4 из зацепления с заготовками, вводя одновременно собачки 8 штанги 5 в зацепление (фиг. 2, штрих пунктирные линии). Для этого место расположения собачек по окружности штанг и угол их разворота должны быть выбраны таким образом, чтобы в момент разворота штанг имело место совместное зацепление с заготовкой собачек обеих штанг. В конце хода механизма поворота подается команда на возврат штока привода возвратно-поступательного движения назад, после чего механизм поворота вновь меняет положение собачек обеих штанг. Затем цикл повторяется.
Применение предложенного устройства транспортировки заготовок через индуктор в установках для индукционного нагрева позволяет обеспечить: ритмичность выгрузки за счет исключения влияния силы магнитно о поля индуктора на положение заготовки в процессе ее транспортировки; возможность транспортирования заготовок различных размеров за счет того, что их транспортировка осуществляется зонально, где каждая зона, внутри которой находигся заготовка, ограничена собачками; высокий электрический КПД установки за счет того, что устройство транспортировки не вносит изменения в конструкции известных индукторов; стабильную температуру заготовок на выходе из индуктора, за счет устранения влияния колебания длины заготовок при их рубке на общую длину нагреваемого столба, а также позволяет избежать свариваемость заготовок по торцам.
Форм ул.а изобретения
Установка для индукционного нагрева заготовок, содержащая индуктор и механизм перемещения заготовок через индуктор, состоящий из штанг с собачками, и привод возвратно-поступательного перемещения, отличающееся тем, что с целью ритмичной выгрузки заготовок с ширюким полем допуска по длине, установка снабжена механизмом одновременного разворота штанг, при этом одна из штанг закреплена неподвижно в продольном направлении, а собачки расположены на штангах противоположно друг к другу.
Источники информации, принятые во внимание при эксперп-изе:
1.Авторское свидетельство СССР
№ 309055, МКл. С 21 D 9/ОО, 1972.
2.Авторское свидетельство СССР
М- 601085, МКЛ..2 С 21 1 1/62, 1976. - ю 9 11 г щ
гг
А-А повернуто 75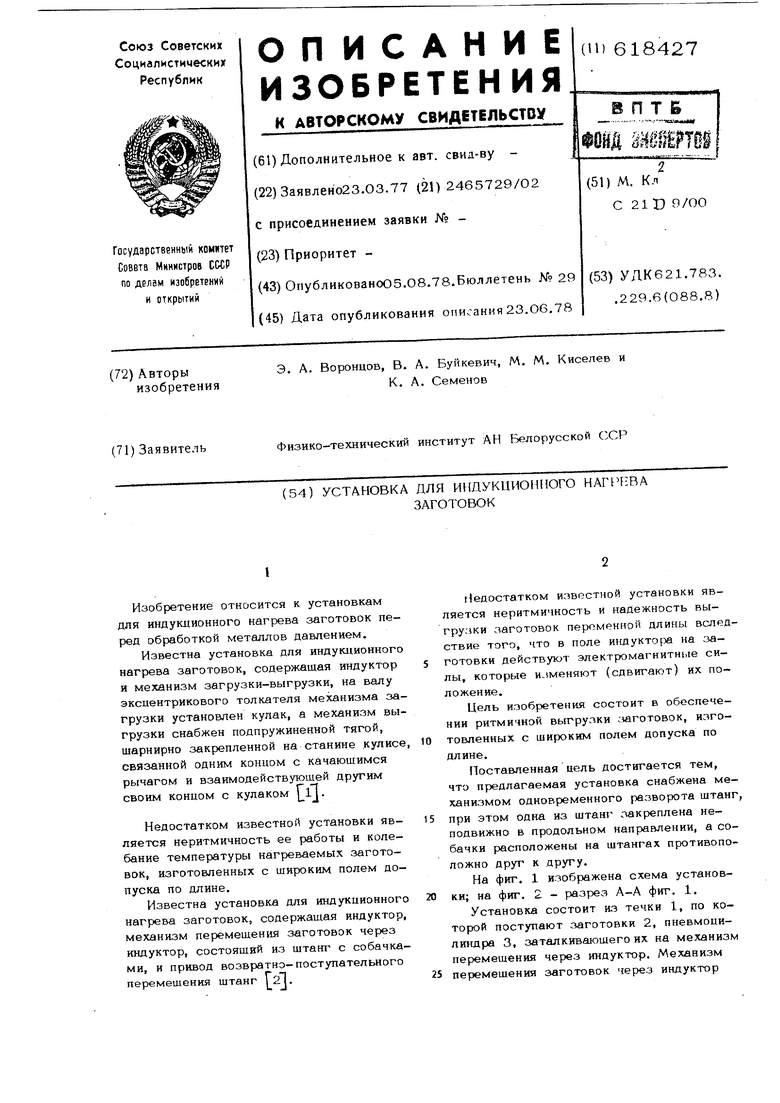
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционного нагревазАгОТОВОК | 1979 |
|
SU836140A2 |
| Устройство для поштучной выгрузки изделий из нагревательной печи | 1983 |
|
SU1108317A1 |
| Установка для индукционного нагрева заготовок | 1981 |
|
SU982209A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Индукционная установка | 1981 |
|
SU969754A1 |
| АГРЕГАТ ДЛЯ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1970 |
|
SU280514A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Установка для индукционного нагрева заготовок | 1977 |
|
SU624937A1 |