222122. П IS 15 26 29 15 17 31 М б 5 9 8 ЪЪ 27 1 П фиг
Изобретение относится к оборудованию шинной промышленности и предназначено для сборки металлокордных брекер- ных браслетов для радиальных покрышек пневматических шин.
Цель изобретения - расширение технологических возможностей устройства.
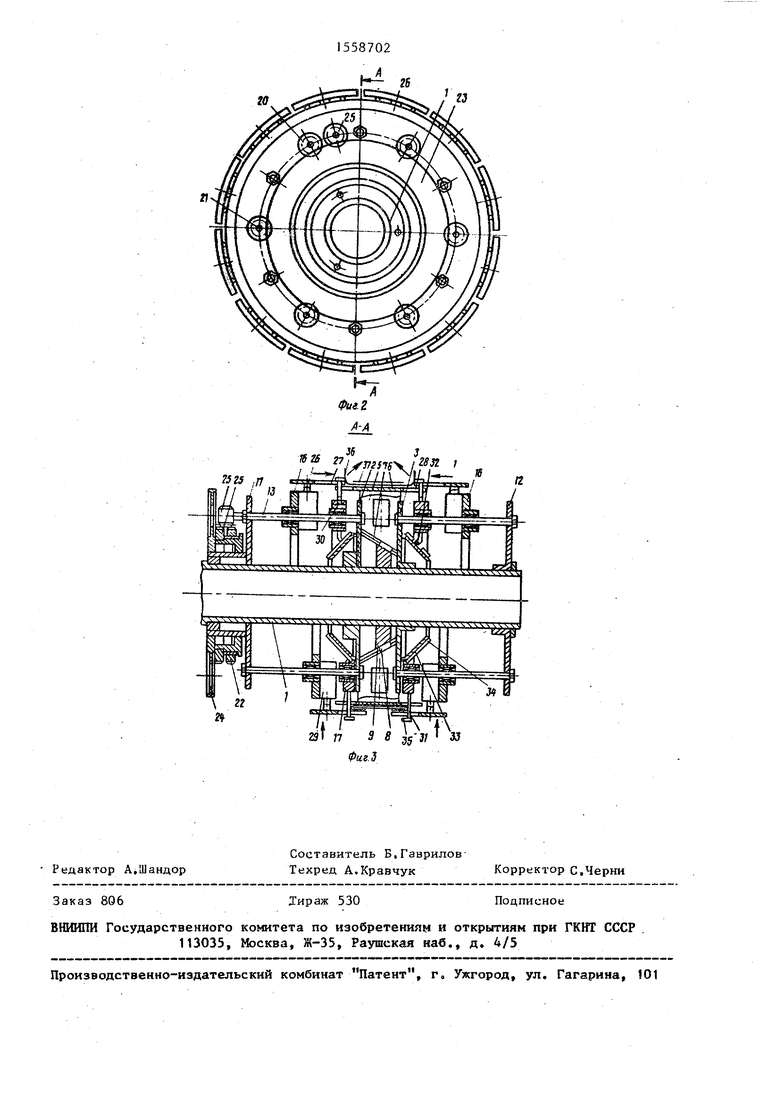
На фиг. 1 изображено устройство для сборки металлокордных браслетов, об- щий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг.2.
Устройство для сборки металлокордных браслетов содержит полый приводг. ной вал 1с приводом вращения (не по- казан), на котором на расстоянии друг от друга смонтированы ступицы 2 и 3. На внутренних поверхностях ступиц .- имеются расположенные в одной радиальной плоскости пазы 4, в которых уста- новлены основания 5 с жестко смонтированными на них секторами 6, образующими сборочный барабан.
Основания 5 секторов 6 снабжены пазами 7 для взаимодействия с наклад- ками 8, жестко закрепленными.на конусе 9. Конус 9 связан тягами 10 с приводом его аксиального перемещения (не показан) вдоль вала 1,
На торцах приводного вала. 1 жестко закреплены опорные диски 11 и 12. На дисках 11 и 12 и ступицах 2 и 3 смонтированы равномерно расположенные-по окружности относительно вала 1 направляющие 13 и приводные винты 14 и 15.
На направляющих 13 с обеих сторон от сборочного барабана установлены механизмы заворота кромок, выполненные в виде аксиально подвижных основных 16 и вспомогательных 17 дисков, на которых жестко закреплены гайки 18 и 19 для взаимодействия с винтами 14 и 15 соответственно. При этом шаг, резьбы гаек 18 основных дисков 16 в два раза больше резьбы гаек 19 вспомогательных дисков 17, Приводные винты 14 основных дисков 16 и приводные винты 15 вспомогательных дисков 17 снаб жены жестко смонтированными на них зубчатыми колесами 20 и 21 соответственно. Колеса 20 и 21 находятся в зацеплении с приводными шестернями 22 и 23 соответственно, соосно смонтированными на ступице опорного диска 11
с возможностью независимого вращения относительно друг друга. Шестерня 23 жестко связана с приводным катком 24, смонтированным на приводном валу 1 и
с
д
15 20 5
-JQ ,с
Q5-д
55
кинематически связанным с приводом механизма заворота (не показан). Шестерня 22 смонтирована на ступице диска 1 1 с возможностью поворота.
Шестерни 22 и 23 находятся;в за- цегшении (кинематически замкнутыми между собой) с промежуточным зубчатым колесом 25, смонтированным на опорном диске 11 с возможностью съема. Колесо 25 расположено на одном (относительно вала 1) диаметре с приводными винтами 14 и 15 и направляющими 13, На основных дисках 16 установлены радиально подвижные секторы 26, снабженные продольными пазами 27, каждый из которых выполнен в одной радиальной плоскости с соответствующим пазом 28 сектора 6 сборочного барабана, Каждый сектор 26 жестко смонтирован на конце штока одного из индивидуальных пневмоцилиндров 29, равномерно расположенных под окружности относительно вала 1 и жестко связанных с основными дисками 16,
Вспомогательные диски 17 снабжены радиальными пазами 30, в который установлены радиально подвижные стержни 31, Последние снабжены на концах пазами 32 для взаимодействия с накладками 33, жестко закрепленными на конусах 34. Наружные концы стержней 31 снабжены жестко закрепленными упорами 35.
Устройство работает следующим образом.
На секторы 6 в исходном положении (фиг, 2) сборочного барабана накладывают слои 36 и 37 металлокорда. Включая привод разжатия сборочного барабана, разжимают сектора 6 и производят дублирование наложенных слоев корда. Затем осуществляют заворот кромок металлокорда на неподвижном барабане. Для этого подают воздух в индивидуальные пневмОцилиндра 29 перемещая сектора 26 в радиальном направлении.
При включении привода вращения ходовых винтов 14 и 15 гайки 18 и 19 перемещаются по винтам и перемещают диски 16 и 17 вдоль направляющих 13 к центру сборочного барабана. При этом стержни 31, перемещаясь в радиальных пазах 30 вспомогательных дисков 17 и взаимодейсвуя пазами 32 с накладками 33, жестко закргшенными на конусах 34, скользят вдоль пазов 27 секторов 26 основных дисков 16 механизма заворота и пазов 28 секторов 6
сборочного барабана. Упоры 35, жестко смонтированные на стержнях 31, походят под кромку первого слоя 36 металл окорд а и начинают ее отгибать на некотором расстоянии от края, а секторы 26, аксиально перемещаясь вместе с дисками 16, закатывают кромку, взаимодействуя с металлокордом также на некотором расстоянии от края. В процессе заворота кромок брекерный корд поджимается к секторам 26 за счет сил упругости металлокорда.
По мере выдвижения стержней 31 упры 35 перестают в )аимодействовать с брекерным кордом, так как скорость перемещения основных дисков 16 в два раза больше скорости перемещения вспомогательных дисков 17, сектора 2 перемещаются вместе с брекерным кордом, а стержни 31 постоянно отстают
0
ное расположение основных 16 и вспомогательных 17 дисков механизма заворота. Для этого снимают промежуточное зубчатое колесо 25 и поворотом приводной шестерни 22 через зубчатое колесо 20 вращают винты 14, перемещая основные диски 16 в нужное положение. Затем проводят настройку положения вспомогательных дисков. Для этого поворотом приводной шестерни 23 через зубчатое колесо 21 вращают винты 15, перемещая в нужное положение вспомогательные диски 17.
По окончании н ройки устанавливают на прежнее MI 10 промежуточное зубчатое колесо 23. вводя его в за- цепаение с приводными шестернями 22 и 23. Далее цикл повторяется.
Формула изобретения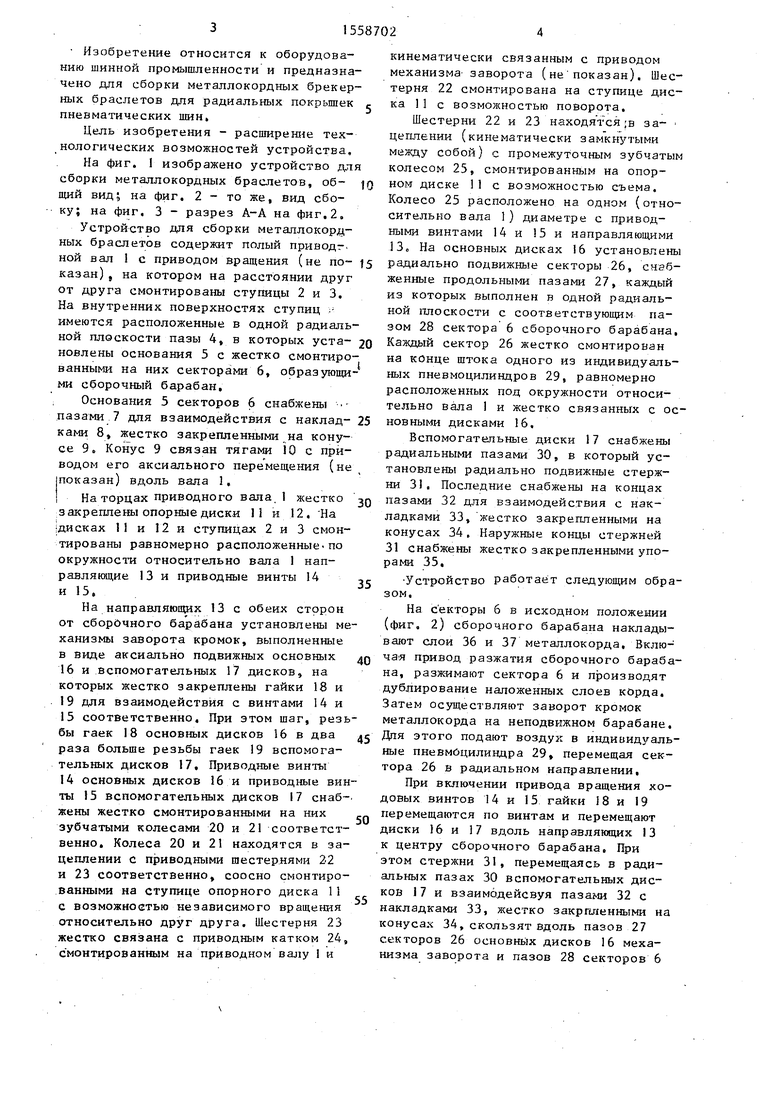
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки металлокордных брекерных браслетов | 1983 |
|
SU1106683A1 |
| Устройство для сборки металлокордных брекерных браслетов | 1986 |
|
SU1335482A1 |
| Устройство для сборки металлокордных брекерных браслетов | 1986 |
|
SU1335481A2 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПОКРЫШЕК | 1971 |
|
SU305077A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1102682A1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU925665A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU604705A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU599452A1 |
Изобретение относится к оборудованию шинной промышленности и предназначено для сборки металлокордных брекерных браслетов. Цель изобретения - расширение технологических возможностей устройства. Для этого оно снабжено приводными шестернями 22, 23, зубчатыми колесами 20, 21, смонтированными на приводном валу 1 опорными дисками 11, 12, установленными по обе стороны от сборочного барабана, и приводным катком 24. Приводные винты 14, 15 смонтированы равномерно по окружности опорных дисков 11, 12, кинематически связанных между собой посредством приводных шестерен 22, 23. Последние установлены на ступице опорного диска 11 для взаимодействия с зубчатыми колесами 20, 21. Одна из приводных шестерен 23 жестко связана с приводным катком 24, а шестерня 22 смонтирована с возможностью поворота относительно опорного диска 11. 3 ил.
Устройство для сборки металлокорд- ных брекерных браслетов, содержащее
в осевом направлении от заворачиваемой кромки ни одно и то же расстояние. При этом концы секторов 26 также отстают от края кромки на некоторое рас- 25смонтированные на приводном валу сбо- стояние, а заворачивание кромки сек-рочный барабан и установленные по ег,о торами 26 осуществляется за счет силторцам механизмы для заворота кромок трения между секторами и брекернымбраслетов в виде аксиально подвиж- кордом.ных основных и вспомогательных дисПо окончании процесса заворота кро- зоков с жестко закрепленными на них
мок брекера индивидуальные пневмоци-гайками для взаимодействия с приводлиндры 29 переключают на обратный ход при этом происходит радиальное перемещение секторов 26 основных дисков 16 к центру барабана и осуществляется запресование завернутых кромок ме- таллокордного брекера, Затем подачей воздуха в пневмоцилиндры 29 отводят секторы 26 от сборочного барабана.
При включении привода вращения ходовых винтов 14 и 15 в обратном направлении диски 16 и 17 отводятся в исходное положение, и обратным ходом пневмоцилчндров 29 сектора 26 перемещают радиально к оси устройства в ис45
ходное положение. При складывании секторов сборочного барабана браслет снимается с него. Устройство находится в исходном положении,
При переходе на сборку покрышек50
другого типоразмера изменяют взаимУстройство для сборки металлокорд- ных брекерных браслетов, содержащее
смонтированные на приводном валу сбо- рочный барабан и установленные по ег,о торцам механизмы для заворота кромок браслетов в виде аксиально подвиж- ных основных и вспомогательных дис
ными винтами, радиально подвижных секторов и стержней с упорами, отличающееся тем, что, с целью расширения технологических возможностей устройства, оно снабжено приводными шестернями, зубчатыми колесами, смонтированными на приводном валу опорными дисками, установленными по обе стороны от сборочного барабана, и приводным катком, приводные винты смонтированы равномерно по окружности опорных дисков, кинематически связанных между собой посредством приводных шестерен, установленных на ступи- це одного из опорных дисков для взаимодействия с зубчатыми колесами, причем одна из приводных шестерен жестко связана с приводным катком, а другая смонтирована с возможностью поворота относительно опорного диска.
W26 27
X
28Я /
,П
,// в 1±-4Jft П л
гг.;р..
291 7 J о 35
ФигЗ
Редактор А.Шандор
Составитель В.Гаврилов Техред А.Кравчук
Заказ 806
Хираж 530
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГК1ГГ СССР 113035, Москва, Ж-35, Раушская каб., д. 4/5
X
28Я /
,// t П
12
Корректор С.Черни
Подписное
| Патент США № 3923572, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Устройство для сборки металлокордных брекерных браслетов | 1983 |
|
SU1106683A1 |
| Солесос | 1922 |
|
SU29A1 |
