Изобретение относится к сборочному оборудованию и может найти применение в шинной промышленности, в частности, при сборке и формовании покрышек пневматических шин.
Известен привод к станку для сборки покрышек пневматических шин (см. патент Японии N55-32544), содержащий закрепленный на станине в подшипниковых опорах приводной вал формующего барабана, установленный внутри приводного вала посредством подшипников ходовой винт со смонтированной на нем звездочкой, закрепленной на валу посредством подшипников ступицей, две тормозные муфты, одна из которых закреплена на ступице, и электродвигатель, кинематически связанный со звездочкой.
Недостатками известного устройства являются значительная трудоемкость обслуживания и ремонта в связи с тем, что одна из тормозных муфт смонтирована внутри станины и для ее замены надо полностью демонтировать приводной вал. Кроме того, не раскрыто, каким образом в данном устройстве подводят сжатый воздух к формующему барабану.
Известен и другой привод к станку для сборки покрышек пневматических шин (см. патент РФ N 927548, м. кл. B 29 H 17/00, 17/14), содержащий закрепленный на станине в подшипниковых опорах приводной вал с фланцем для крепления сборочного барабана, установленный внутри приводного вала посредством подшипников ходовой винт со смонтированной на нем звездочкой, жестко закрепленной на приводном валу ступицей, двумя тормозными муфтами, одна из которых закреплена на ступице, и электродвигатель, связанный при помощи цепной передачи со звездочкой. Недостатками данного известного устройства являются сложность конструкции передачи вращательного движения либо валу с винтом, либо винту при помощи двойных звездочек, дополнительных ступиц с подшипниками и дополнительных цепных передач, каждой из которых требуется натяжное устройство.
Кроме того, также не раскрыто, каким образом в данном устройстве подводят сжатый воздух к сборочному барабану и тормозной муфте, закрепленной на ступице приводного вала.
Задачей изобретения является упрощение конструкции устройства и уменьшение трудоемкости эксплуатации и ремонта, т.е. расширение эксплуатационных возможностей.
Поставленная задана обеспечивается тем, что в приводе к станку для сборки покрышек пневматических шин, содержащем установленный на станине в подшипниковых опорах приводной вал с фланцем для крепления сборочного барабана и смонтированный внутри приводного вала посредством подшипников ходовой винт, с закрепленной на его торце приводной звездочкой, кинематически связанной с электродвигателем, жестко закрепленную на приводном валу ступицу с посадочным местом для крепления одной из двух тормозных муфт, одна из которых закреплена на ступице, и коллектор подвода воздуха к сборочному барабану и тормозной муфте, согласно изобретению на ходовом винте вместе с приводной звездочкой жестко закреплена обечайка с возможностью периодического взаимодействия с тормозной муфтой, смонтированной на ступице, вторая тормозная муфта также смонтирована на ступице с возможностью периодического взаимодействия с цилиндрической гильзой, закрепленной на свободном торце коллектора подвода воздуха, установленного между ступицей и станиной и жестко скрепленного с последней.
Кроме того, поставленная задача обеспечивается тем, что коллектор подвода воздуха внутренней стороной прилегающий к приводному валу, снабжен кольцевыми проточками треугольного сечения, обеспечивающих свободное одевание и съем коллектора с вала без повреждения кромок манжет, по центру проточек выполнены отверстия для подвода воздуха к приводному валу.
Сопоставительный анализ заявляемого устройства с выявленными аналогами показывает, что аналога, характеризующегося признаками, идентичными всем существенным признакам заявляемого привода, не имеется.
Таким образом, заявляемое устройство является новым, т.к. оно неизвестно из уровня техники.
Вся совокупность существенных признаков предлагаемого изобретения не следует для специалиста явным образом из известного уровня техники, т.к. из последних не выявляется влияние предписываемых этим изобретением преобразований, характеризуемых отличительными от прототипа существенными признаками, на достижение технического результата, обеспечиваемого изобретением.
Следовательно, заявляемый привод имеет изобретательский уровень.
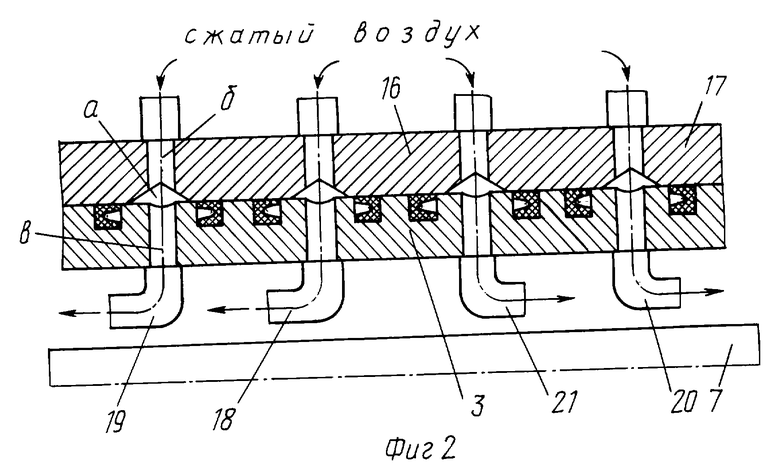
На фиг. 1 изображен общий вид устройства.
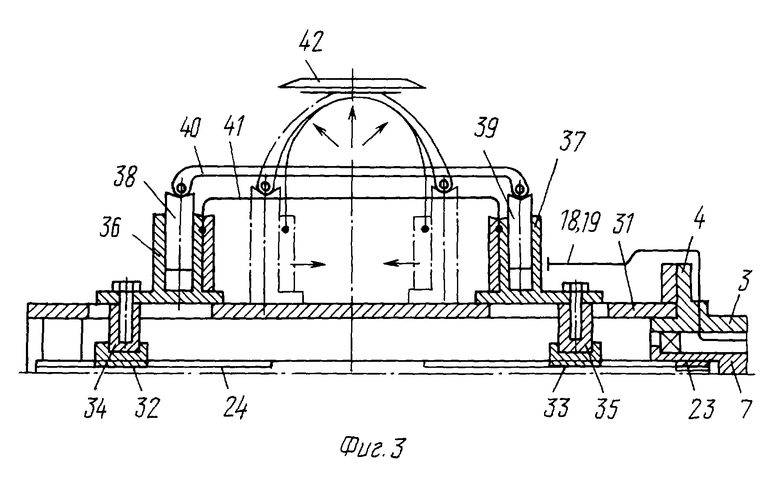
На фиг. 2 изображен коллектор подвода воздуха в сечении.
На фиг. 3 изображена схема взаимодействия привода со сборочно-формующим барабаном.
Привод к станку для сборки покрышек пневматических шин содержит (см. фиг. 1) станину 1 и установленный на ней в подшипниковых опорах 2 приводной вал 3 с фланцем 4 для крепления сборочного барабана 5. Внутри приводного вала 3 установлен посредством подшипников 6 ходовой винт 7 со смонтированной на нем звездочкой 8. На приводном валу 3 при помощи шпонки 9 и гайки 10 закреплена ступица 11, в которой смонтированы на специальных посадочных местах А и Б тормозные муфты 12 и 13 соответственно.
Звездочка 8 при помощи цепной передачи 14 соединена с электродвигателем (мотор-редуктором) 15.
Между станиной 1 и ступицей 11 смонтирован охватывающий приводной вал 3 коллектор 16 подвода воздуха к сборочному барабану и тормозным муфтам, снабженный на свободном конце цилиндрической гильзой 17, а с внутренней стороны, прилегающей к приводному валу 3, кольцевыми проточками "а" треугольного сечения (см. фиг.2), обеспечивающих свободное одевание и съем коллектора 16 с вала без повреждения кромок манжет, середины которых расположены по центру отверстий "б" и "в" для подвода воздуха в коллекторе 16 и приводном валу 3 соответственно. Сжатый воздух через коллектор 16 передается по трубопроводам 18, 19, 20, 21, расположенным внутри приводного вала 3, к сборочному барабану 5 и тормозным муфтам 12 и 13.
На ходовом винте 7 рядом со звездочкой 8 жестко закреплена обечайка 22, а с противоположного конца от звездочки 8 и обечайки 22 выполнены шлицы 23 для соединения с винтом 24 сборочного барабана 5. В средней части винта 7 на резьбе установлена гайка 25, на которой закреплены ползуны 26, входящие в продольные пазы "r", выполненные в приводном валу 3. На ползунах 26 смонтирован диск 27, взаимодействующий при его перемещении с бесконтактными выключателями 28 и 29, установленными на кронштейне 30 внутри станины 1.
Сборочный (например, формующий) барабан 5 (см. фиг.3) монтируется при помощи вала 31 к фланцу 4 приводного вала 3. Внутри вала 31 расположен винт 24 с правой и левой резьбой, соединяемый при монтаже барабана 5 со шлицевым соединением 23 ходового винта 7.
На винте 24 установлены гайки 32 и 33 с соответствующими нарезками, в которых смонтированы ползуны 34 и 35, которые связаны с аксиально-подвижными фланцами 36 и 37.
На аксиально-подвижных фланцах 36 и 37 смонтированы радиально-подвижные сегменты 38 и 39 для фиксации каркаса покрышки 40 и формующая диафрагма 41, сжатый воздух к которым подается по трубопроводам 18 и 19.
Работа привода осуществляется следующим образом.
Для вращения сборочного барабана без изменения его геометрических параметров сжатый воздух через коллектор 16 и трубопровод 21 подается в тормозную муфту 12 (давление воздуха с муфты 13 снято). При этом от электродвигателя (мотор-редуктора) 15 через цепную передачу 14, звездочку 8, тормозную муфту 12, ступицу 11 крутящий момент передается валу 3 и сборочному барабану 5. Совместно с винтом 7, барабан 5 вращается, происходит наложение на него деталей покрышки, промазка, осмотр, прикатка деталей и т.д. и т.п.
Для изменения геометрических параметров сборочного барабана 5, например, сведение фланцев 36 и 37 при формовании, сжатый воздух через коллектор 16 и трубопровод 20 подается в тормозную муфту 13 (давление воздуха с муфты 12 снято) и одновременно через трубопроводы 18 и 19 к сборочному барабану 5. При этом тормозная муфта 13 через гильзу 17 коллектора 16 блокирует вращение приводного вала 3 и, соответственно, сборочного барабана 5, вращается от электродвигателя (мотор-редуктора) 15 только звездочка 8 с ходовым винтом 7, который меняет геометрические параметры сборочного барабана 5, либо производит его разжим, либо сведение фланцев 36 и 37 при формовании. При этом сначала разжимом сегментов 38 и 39 каркас покрышки 40 фиксируется на барабане 5, затем сжатый воздух подается в полость формующей диафрагмы 41, вращение ходового винта 7 через шлицевое соединение 23 передается винту 24, барабаны 5 и фланцы 36 и 37 сводятся к центру. Происходит формование каркаса 40 до сопряжения с брекерно-протекторным браслетом 42. После окончания формования диск 27 при взаимодействии с выключателем 28 или 29 (зависит от направления вращения винта 7) отключит электродвигатель (мотор-редуктор) 15 и подачу сжатого воздуха в тормозную муфту 13, а включит подачу сжатого воздуха в тормозную муфту 12, т.е. создаст возможность вращения сборочного барабана 5 без изменений его геометрических параметров. Вращая сборочный барабан 5, производят прикатку брекерно-протекторного браслета 42 (на фиг. не показано), после чего, сбросив давление из под формующей диафрагмы 41, из под сегментов 38 и 39, тем самым расфиксировав готовую покрышку, перебрасывают давление из тормозной муфты 12 в муфту 13 и, вращая винт 7 в обратную сторону, разводят фланцы 36 и 37 в исходное положение.
Таким образом, заявляемый привод к станку для сборки покрышек пневматических шин по сравнению с прототипом значительно проще по конструкции, благодаря исключению лишних элементов, но обладает более высокими эксплуатационными возможностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ БРЕКЕРНО-ПРОТЕКТОРНЫХ БРАСЛЕТОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2228847C2 |
| Привод к станку для сборки покрышек пневматических шин | 1979 |
|
SU927548A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU519343A1 |
| ПРИВОД К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2060894C1 |
| УСТРОЙСТВО ДЛЯ СКЛАДЫВАНИЯ И РАСКЛАДЫВАНИЯ СБОРОЧНОГО БАРАБАНА | 1996 |
|
RU2110405C1 |
| Устройство для складывания и раскрытия сборочного барабана | 1990 |
|
SU1736735A1 |
| Устройство для сборки покрышек пневматических шин | 1974 |
|
SU529089A1 |
| Устройство для сборки покрышек пневматических шин | 1981 |
|
SU952654A1 |
| Устройство для складывания и раскрытия сборочного барабана | 1988 |
|
SU1558701A2 |
Привод к станку для сборки пневматических шин относится к сборочному оборудованию и может найти применение в шинной промышленности. Привод к станку для сборки покрышек пневматических шин содержит установленный на станине в подшипниковых опорах приводной вал с фланцем для крепления сборочного барабана. Внутри приводного вала смонтирован посредством подшипников ходовой винт с закрепленной на его торце приводной звездочкой, кинематически связанной с электродвигателем. На приводном валу жестко закреплена ступица и две тормозные муфты, одна из которых закреплена на ступице. Привод снабжен коллектором подвода воздуха к сборочному барабану и тормозной муфте. Коллектор установлен между ступицей и станиной и жестко соединен с последней. На ходовом винте вместе с приводной звездочкой жестко закреплена обечайка с возможностью периодического взаимодействия с тормозной муфтой, смонтированной на ступице. На свободном торце коллектора подвода воздуха закреплена цилиндрическая гильза. Вторая тормозная муфта смонтирована на ступице с возможностью периодического взаимодействия с гильзой. Привод прост по конструкции и обладает высокими эксплуатационными возможностями. 1 з.п. ф-лы, 3 ил.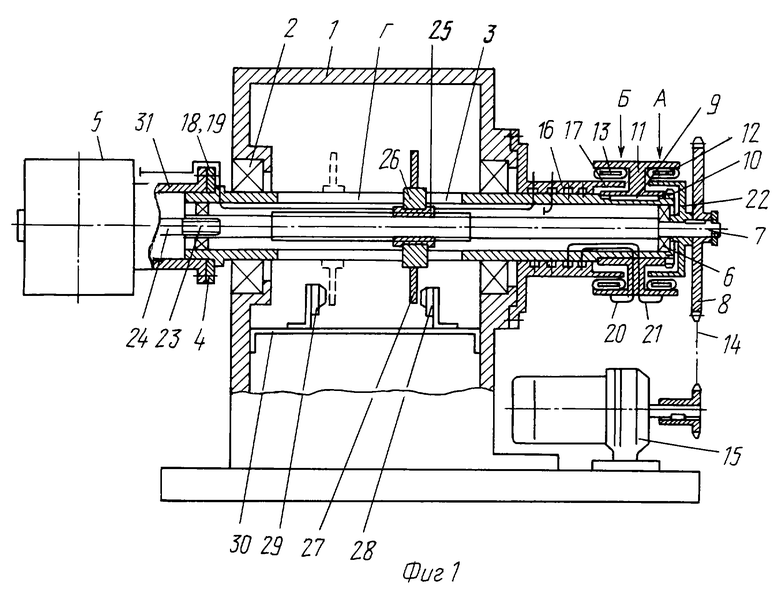
| Привод к станку для сборки покрышек пневматических шин | 1979 |
|
SU927548A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1980 |
|
SU899361A1 |
| Устройство для сборки покрышек пневматических шин | 1974 |
|
SU529089A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОЛНОГО ВЕКТОРА МАГНИТНОГО ПОЛЯ, А ТАКЖЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2218577C2 |
| БУРИЛЬНАЯ УСТАНОВКА | 0 |
|
SU244259A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |

