Изобретение относится к химической технологии и касается способа производства неконцентрированной азотной кислоты (НАК).
Широко известен и применяется в промышленности способ получения НАК, основанный на поглощении водой оксидов азота (NOx), полученных конверсией аммиака воздухом. Он включает стадии: окисление аммиака кислородом воздуха на катализаторе при температуре 800 - 900oC, рекуперацию тепла нитрозных газов (НГ), чаще всего в котлах-утилизаторах с получением пара, выделение реакционной воды, абсорбцию NOx с получением азотной кислоты и очистку выхлопных газов (ВГ) от оксидов азота.
Недостатками традиционного способа получения азотной кислоты являются: высокие сырьевые, капитальные и эксплуатационные затраты; значительные выбросы вредных веществ в атмосферу (производство аммиака + азотной кислоты).
Наиболее близким по технологической сущности и достигаемому эффекту является способ производства азотной кислоты из N2 и O2 с помощью плазмы под давлением 10 атм (см. "Технология азотной кислоты" В.И.Атрощенко, С.И.Каргин. М., Химия, 1970, с. 30, рис. 1 - 2).
В качестве сырья используется смесь N2 и O2. Процесс проводится в плазме при температурах 3000 K (1827oC) путем ввода части НГ, охлажденных до 475 K (202oC).
Основная часть НГ с температурой 202oC проходит холодильник и направляется в абсорбционную колонну, где получается азотная кислота за счет поглощения NOx водой.
Выхлопные газы (после частичной продувки) смешиваются со свежей смесью воздуха и кислорода и после подогрева до 1727oC направляются в плазмотрон.
Эта схема не реализована в промышленности. Недостатками ее являются очень высокие температуры окисления, достижение которых требует значительных количеств энергии, низкие концентрации оксидов азота в НГ, большое количество специальной аппаратуры, требуется также кислород. По расчету на 1 т HNO3 мнг необходимо затратить 4120 квт.ч энергии и 398 м3 кислорода.
Целью предлагаемого изобретения является повышение эффективности процесса за счет сокращения сырьевых, энергетических и капитальных затрат, а также значительного снижения выбросов вредных веществ в атмосферу.
Согласно изобретению цель достигается тем, что предложен принципиально новый способ производства азотной кислоты, основанный на использовании нитрозных газов, полученных прямым каталитическим окислением молекулярного азота при относительно низких технологических температурах.
Новизна способа состоит в том, что процесс окисления азота осуществляется кислородными соединениями азота на катализаторах при температурах 850 - 450oC под давлением, близком к атмосферному, а абсорбцию оксидов азота проводят при повышенном давлении; образующуюся в абсорбционной колонне азотную кислоту частично используют в качестве окислителя азота, подавая ее в реактор с потоком газа, содержащим кислород, а энергию, необходимую для процесса окисления азота, подводят с потоком выхлопных газов, содержащих оксиды азота и подогретых сторонним энергоносителем.
Процесс окисления азота ведут при скоростях газа от 0,1 до 2,0 м/с, абсорбцию оксидов азота осуществляют при давлениях 3 - 30 атм и получают азотную кислоту концентрацией 55 - 75 вес.%, а продукцию выдают в виде HNO концентрацией до 68,4%.
В качестве катализаторов процесса окисления используют сплавы платины с металлами платиновой группы или катализаторы на основе оксидов железа, алюминия, циркония, кобальта с добавками других тугоплавких оксидов, причем используемые катализаторы могут располагаться в несколько слоев.
Способ позволяет получать концентрированную азотную кислоту и производить в том или ином виде оксиды азота на сторону.
В первом случае получаемую в абсорбционной колонне кислоту концентрацией выше 70 вес. % дополнительно разгоняют, получая в отгоне концентрированную кислоту, а оставшуюся в кубе колонны кислоту концентрацией, близкой к азеатропной, используют в качестве окислителя в основной схеме.
Во втором случае оксиды азота в количествах, получаемых за счет окисления молекулярного азота, выводятся из схемы и перерабатываются в другие соединения связанного азота, например, соли азотной и азотистой кислот, а получаемая в абсорбционной колонне азотная кислота используется только как окислитель молекулярного азота.
Для успешного осуществления процесса выполняются следующие условия:
- окислитель, пары азотной кислоты и оксиды азота должны подаваться на катализатор в строго определенном количестве, в заданных условиях по температуре, концентрациям компонентов и скоростям газа;
- из абсорбционной колонны через теплообменник-подогреватель в реактор должно отводиться такое количество выхлопных (нитрозных) газов, которое обеспечит создание на полках реактора заданного температурного режима, обусловленного количеством подаваемого окислителя и температурой подогрева выхлопных газов;
- концентрация кислоты из абсорбционной колонны может изменяться от 55 до 75% HNO3 вес. и даже ваше, но концентрация кислоты продукционной должна быть 60 - 68,4% HNO3;
- кислота, подаваемая из абсорбционной колонны в насытитель (или, минуя его, прямо в реактор) может подогреваться в теплообменнике до температуры 150oC при строгом ограничении времени пребывания ее в зоне высоких температур.
Технологическая схема представлена на чертеже:
поз. 1 - воздуходувка;
поз. 2 - насытитель воздуха парами азотной кислоты и воды. Образование потока ПКГС;
поз. 3 - теплообменник для подогрева ПКГС нитрозными газами (НГ) после реактора (по. 4);
поз. 4 - реактор, в котором на катализаторе проводится реакция окисления молекулярного азота;
поз. 5, 16 - паровые котлы;
поз. 6 - подогреватель кислоты, поступающей в насытитель (поз. 2);
поз. 7 - промыватель НГ. В виде слабой кислоты выделяются пары воды;
поз. 8 - турбокомпрессор с газовой турбиной. Предназначен для сжатия НГ и рекуперации энергии ВГ;
поз. 9 - окислитель оксида азота 11 кислородом. Тепло реакции используется для подогрева циркулирующих выхлопных газов (ЦВГ) перед подачей в подогреватель (поз. 15);
поз. 10, 14 - сатурационный цикл, предназначенный для насыщения ВГ парами воды перед расширением их в турбине;
поз. 11 - насос;
поз. 12 - холодильник-конденсатор. Предназначен для охлаждения НГ и выделения из них паров и аэрозолей водяных паров перед поступлением НГ в абсорбционную колонну (поз. 13);
поз. 13 - абсорбционная колонна, используется для поглощения оксидов азота водой и получения раствора азотной кислоты;
поз. 15 - подогреватель ЦВГ сторонним теплоносителем. Нагретые до 800 - 900oC ЦВГ переносят тепловую энергию в реактор (поз. 4), где она используется в процессе окисления азота.
Предлагаемый способ производства НАК имеет фактически два рецикла:
- газовый цикл, когда ЦВГ возвращается в реактор, используясь при этом как переносчик энергии и источник сырья - азота;
- газожидкостной цикл, в котором образующаяся в колонне (поз. 13) азотная кислота подается в виде ПКГС в реактор (поз. 4) и используется как окислитель азота. В результате реакции на моль паров кислоты из азота (N2) образуется моль оксидов азота (NOx) (см. реак. 1). Оксиды азота в колонне (поз. 13) вновь превращаются в азотную кислоту. При этом часть кислоты, образовавшейся за счет оксидов азота, получившихся за счет раскисления и разложения кислоты (см. реак. 1, 2), возвращается в цикл. Та часть, которая образовалась из оксидов азота, полученных из азота, выводится как продукционная.
Процесс осуществляется следующим образом.
В насытитель (поз. 2) воздуходувкой (поз. 1) подается воздух, а в верхнюю часть его - подогретая кислота из абсорбционной колонны и, подаваемая насосом (поз. 11), циркулирующая из нижней части насытителя. Воздух, проходя через слои кислоты, находящейся на тарелках насытителя, насыщается парами кислоты и воды - образуется парокислотогазовая смесь (ПКГС). Она может также содержать небольшие количества оксидов азота. Ее состав определяется концентрацией кислоты, температурой раствора, в меньшей мере количеством пропускаемого воздуха.
Количество оксидов азота в ПКГС зависит в основном от технологических решений на стадии абсорбции.
Воздух, подаваемый в насытитель (поз. 2), может быть заменен на другой газ, содержащий азот и кислород.
Полученная ПКГС подогревается в теплообменнике (поз. 3) н/газами до температуры 250 - 300oC и вводится в реактор перед слоями катализатора (поз. 4). Здесь она смешивается с циркулирующими выхлопными газами (ЦВГ), несущими энергию. При температуре порядка 600 - 700oC полученная смесь газов проходит катализатор, где протекает реакция окисления азота.
Например, реакция 1:
2HNO3+N2=3NO+NO2+H2O-355 кДж. (1)
В зависимости от технологических условий степень превращения паров кислоты по реакции (1) составляет от 30 до 90%. Оставшиеся пары кислоты разлагаются по реакции (2):
4HNO3=4NO2+2H2O+O2-191,0 кДж. (2)
Получаемый по реакции (1) оксид азота II (NO) по реакции (3) может окисляться кислородом до двуокиси азота (NO2)
2NO+O2=2NO2+113,9 кДж. (3)
Реакция (3) является равновесной и протекает с достаточно высокой скоростью в гомогенных условиях. Поэтому состав газа на выходе будет определяться температурой в слое катализатора, составом исходного газа, временем контакта с катализатором и порозностью слоя последнего.
Температура нитрозных газов за счет протекания реакций (1) и (2) понижается до 450 - 550oC.
Для увеличения степени переработки азота (увеличения выхода оксидов азота) целесообразно катализатор размещать в реакторе (поз. 4) в несколько слоев. В этом случае перед каждым новым слоем дополнительно вводятся окислитель (ПКГС) и энергоноситель (ЦВГ) с целью повышения температуры смеси до 600 - 650oC. При многослойной системе размещения катализатора могут быть применены другие способы подведения энергии. Это дает возможность повышать содержание оксидов азота в нитрозных газах по крайней мере до 20 - 25 об.% NOx.
Выходящие из реактора (поз. 4) газы последовательно проходят котел-утилизатор (поз. 5), подогреватель ПКГС (поз. 3) и подогреватель кислоты (поз. 6). В этих аппаратах энергия НГ используется для получения пара и подогрева ПКГС и кислоты, поступающей в насытитель (поз. 2). Затем НГ при температуре 100oC направляются в промыватель (поз. 7), где из них в виде слабой NHO3 выделяются реакционная вода и пары ее, поступающие с ПКВС.
В данной схеме в отличие от действующих схем концентрация кислоты в конденсате промывателя (в равных условиях) может быть выше, т.к. концентрация NOx в н/м3 больше обычной.
При необходимости (например, получение в абсорбционной колонне (поз. 13) кислоты высокой концентрации) может производиться орошение промывателя (поз. 7) циркулирующей кислотой.
Из промывателя (поз. 7) НГ поступают на всас турбокомпрессора (поз. 8), где сжимаются до давления абсорбции. При работе реактора (поз. 4) под атмосферным давлением здесь в НГ должен подаваться весь необходимый для кислотообразования воздух (при работе реактора (поз. 4) под давлением необходимый кислород вводится в виде воздуха через насытитель (поз. 2)).
После компрессора (поз. 8) НГ направляются в окислитель-теплообменник (поз. 9), в котором тепло интенсивно протекающей реакции 3 окисления оксида азота 11 используется для подогрева ЦВГ.
Последующая утилизация энергии НГ производится в сатурационной системе: подогреватель (поз. 10) и сатуратор (поз. 14). Она предназначена для насыщения ВГ парами воды перед расширением их в турбине с целью получения дополнительной энергии.
Дальнейшая подготовка НГ к абсорбции, в зависимости от заданной концентрации кислоты и давления в системе, может производиться различными путями.
Целесообразно охлаждение НГ и дальнейшее выделение паров и аэрозолей воды производить в прямоточных холодильниках-конденсаторах, причем в схеме агрегата устанавливать два аппарата и первый по ходу газа использовать для подогрева кислоты, направленной из колонны (поз. 13) в насытитель (поз. 2) (на схеме не указано).
При получении кислоты концентрацией выше 65% HNO3 с целью более полного выделения воды из НГ и повышения степени окисления NO холодильник перед колонной разумно заменять на промыватель НГ кислотой из колонны (поз. 13).
Из холодильников (поз. 12) газы направляются в абсорбционную колонну (поз. 13), где поглощаются водой с образованием азотной кислоты. На соответствующую тарелку колонны передается и конденсат из холодильников (поз. 12) и промывателя (поз. 7).
Принципиально новым техническим решением является отвод основного количества выхлопных газов не из головы колонны, а из зоны замедленного кислотообразования (где содержание оксидов азота в газах составляет 0,8 - 1,2 об. %) и использование их в качестве носителя энергии - они подогреваются до 300 - 350oC в окислителе-подогревателе (поз. 9), затем в подогревателе (поз. 15) и вводятся в реактор (поз. 4). Именно за счет энергии, приносимой этими газами, проводится эндотермическая реакция окисления азота (реакции (1) и (2)).
Выхлопные газы из верхней части колонны (поз. 13) с содержанием сотых долей процентов NOx проходят сатуратор (поз. 14), где насыщаются водяным паром, и через турбину (поз. 15) выбрасываются в атмосферу.
Подогрев ЦВГ до 800 - 850oC производится в теплообменнике (поз. 15) за счет сжигания природного газа. Газы горения используют для получения пара в котле (поз. 16).
В вопросе утилизации тепла, порядка подачи газовых потоков, аппаратурного оформления стадии переработки НГ возможны любые другие варианты, Например, можно ВГ подвергать селективной каталитической очистке, подогревать их перед подачей в турбину (поз. 8) в теплообменнике, устанавливаемом вместо котла (поз. 16), или в теплообменнике (поз. 9), или в теплообменнике (поз. 10), отказавшись от сатурации. Возможны и другие варианты, не затрагивающие основные, определяющие процесс, технологические решения.
Процесс изучался на лабораторных и опытных установках. Отработки технологии его производились на реконструированном контактном аппарате (КА) агрегата производства азотной кислоты, работающем под давлением 1/3,5 атм, производительностью 5,6 т/час.
Лабораторная установка имела реактор из кварцего стекла, он мог иметь 2 слоя катализатора.
Основной поток газа подавался сверху, дополнительный поток газа мог вводиться непосредственно перед каждым слоем катализатора. Оба потока могли нести окислитель. Заданная температура слоя катализатора поддерживалась внешним обогревом.
Аналогична была собрана и опытная установка с той разницей, что аппараты на ней изготовлялись из металла и она могла работать до давления 10 атм. Нагрузка по газу максимально могла составлять 1000 л/час.
На реконструированном промышленном КА был принят тот же принцип, только для процесса окисления азота использовалась энергия НГ, поступающих с 1-й ступени катализатора.
Содержание соединений азота определялось химическим анализом во всех подводящих газовых потоках, а также после катализатора.
На основании расхода газовых потоков и реальных объемов соединений связанного азота, вычисленных по химическому анализу, на компьютере рассчитывались материальный баланс КА (процесса, по объемам) и степень полезного использования вводимых паров NHO3 (объемное количество окисленного азота)
Пример 1. На лабораторной установке под атмосферным давлением подавался газовый поток в количестве 350 л/ч (норм.усл.), содержащий до 18% кислорода, около 6% паров воды, 3% паров азотной кислоты, остальное - азот (N2).
Боковой поток не подавался. Объемная скорость газа составляла 25 тыс. час-1. Температура в слое катализатора 580 - 600oC.
Анализ газа на выходе из реактора показал, что он содержит 4,6 об.% оксидов азота, прирост составляет 1,6 об.абс.%. Рассчитанный материальный баланс опыта показывает, что по реакции (1) прореагировало 53,3% паров кислоты, а остальные 46,7% разложились по реакции (2) до NO2•H2O и O2.
Измеряемого количества закиси азота (N2O) в газах не обнаружено. Четырехокись азота в виде N2O4 при температурах опыта практически не существует.
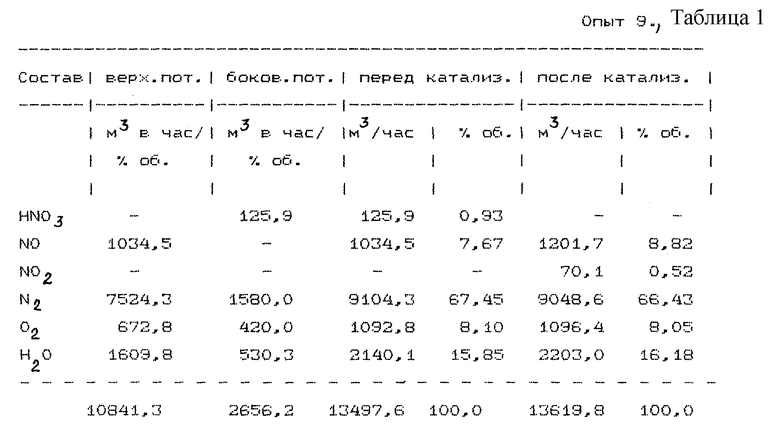
Результаты опытов приведены в табл. 1.
Опыт N 9 отражает процесс на 2-й ступени катализатора при атмосферном давлении. Он проведен в КА на промышленном агрегате производительностью 5,6 т NHO3 мнг. в час.
В КА перед вторым слоем катализатора смешивались два потока газа. Сверху поступал горячий поток газа после 1-й ступени. Сбоку вводится поток газа, содержащий окислитель при температуре порядка 200 - 250oC. Полученная газовая смесь при температуре 700 - 750oC поступала на 2-й слой катализатора, при выходе из которого температура газа составляла 570 - 600oC.
На основании фиксированных объемов газовых потоков и результатов химического анализа содержания соединений связанного азота в них на компьютере рассчитывались материальный баланс процесса и его показатели.
Прирост соединений азота после прохода 2-го слоя катализатора составляет
1271,8 м3 - 1160,4 м3 = 111,4 м3 NOx,
откуда степень превращения HNO3 по реакции (1) в данных условиях составляет
В данном примере содержание NOx в "сухом" газе составляет 11,14 об.%. Изменяя технологические условия, главным образом подавая большее количество окислителя и полнее используя подведенную энергию, концентрацию оксидов азота доводили до 18,5% (в описанных условиях эксперимента).
Примеры проведения процесса по остальным стадиям производства азотной кислоты не приводятся, т.к. они многообразны и осуществляются известными и отработанными в промышленности способами.
Предложенный способ производства азотной кислоты имеет значительные преимущества по сравнению с традиционным способом производства НАК из аммиака, к ним прежде всего относятся:
- для производства НАК используется только энергия, воздух, питательная и охлаждающая вода, исключается использование в качестве сырья аммиака, стоимость которого составляет около 70% себестоимости кислоты;
- процесс проводится при освоенных технологией температурах (850 - 450oC), что ниже температур конверсии аммиака в существующих производствах НАК;
- резко снижаются расход воздуха на тонну азотной кислоты и на порядок выброс оксидов азота в атмосферу;
- концентрация продукционной кислоты может быть повышена до 68,4% и при необходимости даже выше вместо обычных 58 - 60% HNO3;
- возможность широкого изменения производительности агрегата и качества продукции только за счет изменения параметров работы насытителя, реактора, соотношения потоков циркулирующего и выхлопного газов.
Технико-экономическая проработка одного из вариантов агрегата производства НАК через оксиды азота, получаемые по новой технологии, показала, что он более эффективен по всем технико-экономическим показателям, чем существующие современные агрегаты производства НАК, использующие в качестве сырья аммиак.
Его показатели следующие (в %% от показателей аналога): энергоемкость, в пересчете на условное топливо 88,0; удельные капитальные вложения 38,4; то же без учета вложений в производство аммиака 73,0; себестоимость 69,4; окупаемость вложений 2,9 года (против 9,2 года у аналога).
Кроме того, может быть повышена концентрация продукционной кислоты и снижен, примерно на 30 - 35%, выброс оксидов азота в атмосферу (только относительно существующих производств НАК) из расчета на 1 т продукциин
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2000 |
|
RU2174946C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДОВ АЗОТА | 2000 |
|
RU2156730C1 |
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 1997 |
|
RU2127224C1 |
| СПОСОБ МОДЕРНИЗАЦИИ УСТАНОВКИ ПО ПРОИЗВОДСТВУ АЗОТНОЙ КИСЛОТЫ С ПОВЫШЕНИЕМ ПРОИЗВОДИТЕЛЬНОСТИ | 2003 |
|
RU2253614C1 |
| СПОСОБ ИНТЕНСИФИКАЦИИ УСТАНОВОК ПО ПРОИЗВОДСТВУ НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ | 2013 |
|
RU2536949C1 |
| СПОСОБ ПРОИЗВОДСТВА НИТРИТА НАТРИЯ | 1993 |
|
RU2069174C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТНОЙ КИСЛОТЫ | 1991 |
|
RU2009996C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ АЗОТНОЙ КИСЛОТЫ | 2009 |
|
RU2415806C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕТРАОКСИДА ДИАЗОТА | 2019 |
|
RU2722307C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТНОЙ КИСЛОТЫ | 2001 |
|
RU2241663C2 |

Изобретение относится к химической технологии и касается способа производства оксидов азота и неконцентрированной азотной кислоты. Способ состоит в том, что процесс окисления молекулярного азота осуществляется кислородными соединениями азота на катализаторах при температурах 850-450oС под давлением, близком к атмосферному, а абсорбцию полученных оксидов азота проводят под повышенным давлением, образующуюся в абсорбционной колонне азотную кислоту частично используют в качестве окислителя молекулярного азота, подавая ее в реактор с потоком газа, содержащим азот и кислород, а тепловую энергию, необходимую для процесса окисления азота, подводят с потоком выхлопных газов, содержащих оксиды азота и подогретых сторонним энергоносителем. В качестве катализаторов процесса окисления азота используют сплавы платины с металлами платиновой группы или катализаторы на основе оксидов железа, алюминия, циркония, кобальта с добавками других тугоплавких оксидов, причем катализаторы могут располагаться в несколько слоев. Способ позволяет получать концентрированную азотную кислоту, при этом способ эффективен по технико-экономическим показателям, снижена себестоимость готовой продукции, снижены выбросы вредных веществ в атмосферу. 8 з.п.ф-лы, 1 ил., 2 табл.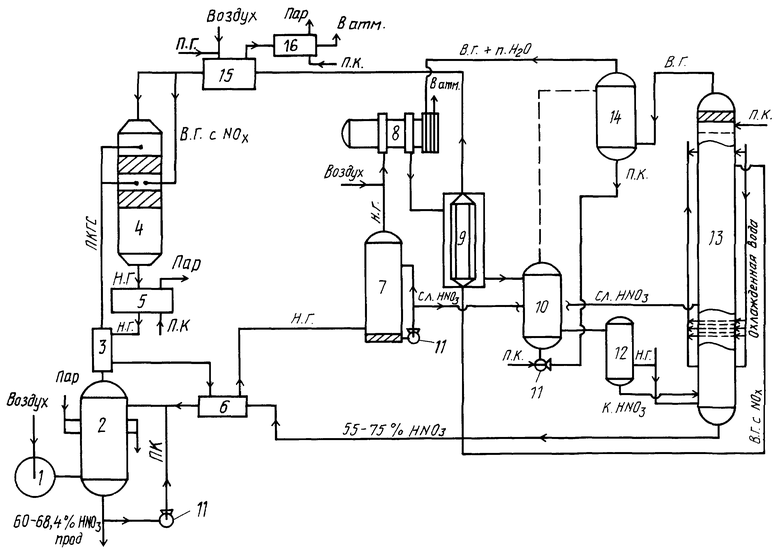
| АТРОЩЕНКО В.И | |||
| и др | |||
| Технология азотной кислоты | |||
| - М.: Химия, 1970, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| 0 |
|
SU161702A1 | |
| Способ получения неконцентрированной азотной кислоты | 1974 |
|
SU660935A1 |
| Справочник азотчика | |||
| Изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Химия, 1987, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| GB 14102455 A, 06.08.75 | |||
| US 3868443 A, 25.02.75. | |||

