1
Изобретение относится к области обработки металлов давлением, а именно к раздаче труб.
Известен способ раздачи труб дорном 1.
Этот способ заключается в том, что сквозь трубу протягивают оправку несколько большего диаметра, чем внутренний диаметр трубы.
Недостатком такого способа является неудовлетворительное качество внутренней поверхности труб, ограничение деформации за один проход оправки, получаемое в результате значительного давления металла трубы на оправку, и больших сил трения, возникающих ири протяжке оправки.
Известен также способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением 2.
Этому способу присущи недостатки предыдущего способа, так как рабочее тело подается в полость трубы, расположенную за дорном.
Целью изобретения является улучшение качества внутренней поверхности труб и увеличение деформации трубы за один проход дорна.
Это достигается тем, что рабочее тело подают в полость трубы, расположенную перед дорном по ходу его перемещения.
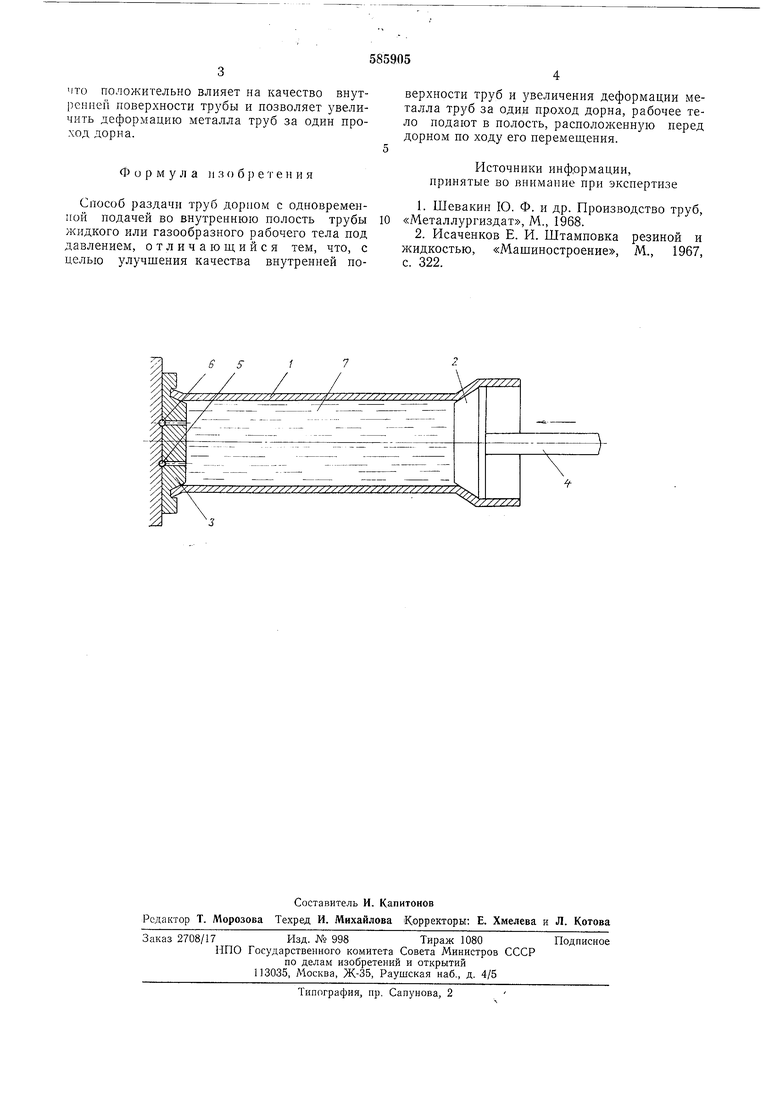
На чертеже показана схема способа раздачи труб.
Раздачу трубы-заготовки осуществляют следующим образом. Трубу-заготовку 1 устанавливают на ось дорна 2 и неподвижной пробкиуплотнителя 3. Дорн 2, сидящий на штоке 4, подводят к трубе-заготовке 1 и, несколько раздав концы ее, герметизируют последнюю с торцов. Закрывают вентиль 5, а через вентиль или другое какое-либо устройство 6 вводят во внутрь трубы-заготовки жидкое или газообразное рабочее тело 7. Доводят давление рабочего тела 7 до величины, близкой к критической, т, е. до давления, при котором в трубе-заготовке возникают напряжения, по величине близкие пределу текучести, но меньше его, а затем перемещают дорн 2 по направлению к неподвижной пробке-уплотнителю 3. Для поддерл :ания в полости трубы-заготовки требуемого постоянного давления, рабочее тело 7, по мере продвижения дорна 2, выжимают через вентиль или другое какое-либо устройство 6.
Таким образом, создав предварительное нагружение стенок трубы-заготовки каким-либо жидким или газообразным рабочим телом, осуществляют раздачу дорном. При таком способе раздачи значительно уменьшится давление деформируемого металла на дорн, а также силы трения между трубой и дорном.
что положительно влияет на качество внутренней поверхности трубы и позволяет увеличить деформацию металла труб за один проход дерна.
Формула изобретения
Способ раздачи труб дориом с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличаюш,ийся тем, что, с целью улучшения качества внутренней поверхности труб и звеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Источники информации, принятые во внимание при экспертизе
1.Шевакин Ю. Ф. и др. Производство труб, «Металлургиздат, М., 1968.
2.Исаченков Е. И. Штамповка резиной и жидкостью, «Машиностроение, М., 1967, с. 322.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для раздачи труб | 1976 |
|
SU614862A1 |
| Устройство для раздачи труб | 1981 |
|
SU965562A1 |
| Инструмент для калибровки внутреннего диаметра труб | 1989 |
|
SU1706759A1 |
| Устройство для волочения труб | 1989 |
|
SU1747223A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| Способ изготовления гофрированных труб | 1986 |
|
SU1530292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 1999 |
|
RU2192325C2 |
