Изобретение относится к металлообработке, в частности к зажимным устройствам для крепления деталей цилиндрической формы на станках токарного типа.
Известна обойма к центровому устройству для токарных станков, включающая конический хвостовик и соединенную с ним головку, в которую устанавливают сменные обоймы (1).
Недостатком такой обоймы является то, что угол уклона обоймы выбран произвольно, без учета зависимости отношения диаметрального отклонения к линейному, когда при посадке резца теряется опорная базовая кромка детали, ее диаметр, при этом деталь смещается в осевом направлении по углу уклона обоймы, в результате осевого смещения детали теряется допуск по линейному размеру, предусмотренный технологией.
Известна также обойма к центровому устройству для станков токарного типа (2), где задачей изобретения является создание несложной и простой конструкции с углом уклона обоймы, равным 12-17o, способной работать в силовом режиме резания.
Задачей изобретения является создание большого диапазона выбора углов уклона для работы в получиcтовом и чистовом режиме резания при работе по упорам или копиру с учетом износа оборудования, создание формулы, с помощью которой производится быстрое нахождение и определение зависимости диаметрального отклонения к линейному, что позволит выполнять линейные размеры без погрешностей.
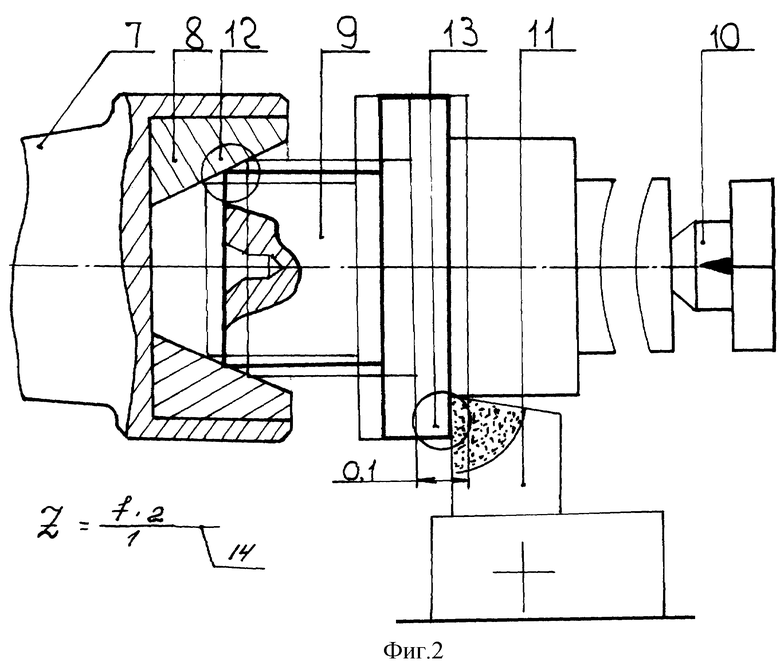
На фиг.1 изображена обойма, изготовленная из легированной стали, прошедшая термообработку с формулой  определяющей зависимость диаметрального отклонения к линейному, с углом уклона 21o48'- 45o. На фиг. 2 изображено центровое устройство с запрессованной в устройство обоймой, с деталью в центрах, схемой расположения отношения зависимости диаметрального отклонения к линейному с формулой:
определяющей зависимость диаметрального отклонения к линейному, с углом уклона 21o48'- 45o. На фиг. 2 изображено центровое устройство с запрессованной в устройство обоймой, с деталью в центрах, схемой расположения отношения зависимости диаметрального отклонения к линейному с формулой: 
с помощью которой производится быстрое нахождение и определение зависимости диаметрального отклонения к линейному.
Обойма 1 фиг. 1 к центровому устройству представляет собой изделие цилиндрической формы, изготовленное из легированной стали, прошедшее термообработку с углом уклона 2 от 21o48'- 45o, диаметром наибольшим D3, диаметром наименьшим d4 с высотой H5, с формулой  6, на фиг. 2 показано центровое устройство, с запрессованной в него обоймой 8 по фиг. 1 с углом уклона от 21o48' - 45o, с деталью в центрах 9, поджатой пинолью с центром 10, резцом 11, диаметральным отклонением с опорной базовой кромкой 12, линейным отклонением 13, с формулой
6, на фиг. 2 показано центровое устройство, с запрессованной в него обоймой 8 по фиг. 1 с углом уклона от 21o48' - 45o, с деталью в центрах 9, поджатой пинолью с центром 10, резцом 11, диаметральным отклонением с опорной базовой кромкой 12, линейным отклонением 13, с формулой  14, где Z - отношение зависимости диаметрального отклонения к линейному, f - тангенс острого угла по (3), 2 - множитель, увеличивающий числитель в два раза, 1 - числовое значение длины, равное 1 мм.
14, где Z - отношение зависимости диаметрального отклонения к линейному, f - тангенс острого угла по (3), 2 - множитель, увеличивающий числитель в два раза, 1 - числовое значение длины, равное 1 мм.
Центровое устройство 7 фиг. 2 устанавливается в шпиндель токарного станка (на фиг. не показан), деталь 9 устанавливается в центровое устройство вписываясь в окружность обоймы 8, самоцентрируясь с помощью сжатия пинолью с центром 10 задней бабки станка. Установочной базой детали 9 является ее опорная базовая кромка 12, которая находится в зоне сопряжения с обоймой 8.
При включении шпинделя токарного станка, деталь 9 получает вращательное движение вокруг своей оси, подводится суппорт, в резцедержателе которого закреплен резец 11, производится обработка детали 9, при наличии определенного технологией допуска по диаметру 12 ее базовой кромки, линейный размер 13 технологически выдержан. По окончании обработки деталь легко снимается с центрового устройства.
Формула  определяет отношение зависимости диаметрального отклонения к линейному следующим образом. Для этого надо, чтобы разность между наибольшим D3 фиг. 1 и наименьшим d4 составляла 16 мм, а высота H5 составляла 20 мм. Тогда, подставив в формулу 6 фиг. 1 цифровые значения, получим
определяет отношение зависимости диаметрального отклонения к линейному следующим образом. Для этого надо, чтобы разность между наибольшим D3 фиг. 1 и наименьшим d4 составляла 16 мм, а высота H5 составляла 20 мм. Тогда, подставив в формулу 6 фиг. 1 цифровые значения, получим  т. е. при допуске по диаметру в 0,08 мм, 12 фиг. 2, при котором деталь 9 будет смещаться в осевом направлении, линейный размер будет колебаться в пределах 0,1 мм, 13 фиг. 2. Отсюда, имея исходные числовые данные, определяют угол уклона обоймы, который будет равен 21o48' по (3).
т. е. при допуске по диаметру в 0,08 мм, 12 фиг. 2, при котором деталь 9 будет смещаться в осевом направлении, линейный размер будет колебаться в пределах 0,1 мм, 13 фиг. 2. Отсюда, имея исходные числовые данные, определяют угол уклона обоймы, который будет равен 21o48' по (3).
С целью быстрого нахождения и определения зависимости диаметрального отклонения к линейному предлагается более упрощенная формула 14 фиг. 2. Где Z - есть зависимость отношения диаметрального отклонения к линейному, f - тангенс острого угла по (3), увеличенный в два раза в числителе, а в знаменателе 1, числовое значение длины, равное в 1 мм. Значение тангенса острого угла по (3) для угла конусной обоймы в 21o48' будет составлять 0,4000, подставим это значение в предложенную формулу
Таким образом, получилось равенство, как и с формулой  6 фиг.1.
6 фиг.1.
С учетом износа оборудования, когда подвергнута износу его материальная часть, направляющая станина, пиноль задней бабки и т.д. при этом нет возможности получить допуск по диаметру, равный 0,08 мм при угле уклона конусной обоймы в 21o48', предлагается путем увеличения угла уклона достигнуть положительного результата. Предельным углом уклона считается угол, равный 45o, но и угол фаски детали тоже имеет угол в 45o.
В этом случае надо помнить, что при работе по копиру, обтачивая деталь, резец, выполняя допуск по базовому диаметру, выполняет и фаску относительно диаметрального допуска.
Таким образом, для угла уклона обоймы в 45o тангенс по (3) будет равен f = 1,0000. Поставим это значение в выведенную формулу:
т.е. при допуске по диаметру в 0,2 мм, линейный размер колеблется в пределах 0,1 мм.
Получив данное отношение зависимости диаметрального отклонения к линейному, можно допустить, что при таком допуске в 0,2 мм, станки с изношенной материальной частью будут способны работать с данной конусной обоймой к центровому устройству и технологически обеспечивать качество выпускаемой продукции.
Источники информации
1. Маликов Ф. П. "Передовые методы обработки всем станочникам", Центрально-Черноземное книжное издательство, Воронеж, 1966, с.105, фиг.93.
2. Опубл. заявка RU 94025637 A, B 23 B 33/00, 10.05.1996.
3. Брадис В.М. "Четырехзначные математические таблицы", М. "Просвещение", 1986, с. 55-56, табл.9.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2006 |
|
RU2336148C2 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2017 |
|
RU2646179C1 |
| Задняя бабка токарного станка | 1987 |
|
SU1450913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНОЙ ЕДИНИЦЫ С ЦИЛИНДРИЧЕСКИМ ПОДВИЖНЫМ СОЕДИНЕНИЕМ | 2005 |
|
RU2315685C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| ЦЕНТРИРУЮЩЕЕ ПРИСПОСОБЛЕНИЕ | 2006 |
|
RU2345868C2 |
| Поводковый самозажимной двухкулачковый патрон | 1983 |
|
SU1144797A1 |
| Способ определения параметров токарных переходов обработки резанием по измерениям показателей точности образца изделия | 2023 |
|
RU2811308C1 |
Изобретение относится к металлообработке, к зажимным устройствам для крепления деталей цилиндрической формы на станках токарного типа. Обойма имеет коническое отверстие, в котором базируется цилиндрический участок обрабатываемой детали. Для уменьшения разброса линейных размеров обрабатываемой детали угол уклона указанного конического отверстия выбран из диапазона 21°48' - 45°. 2 ил.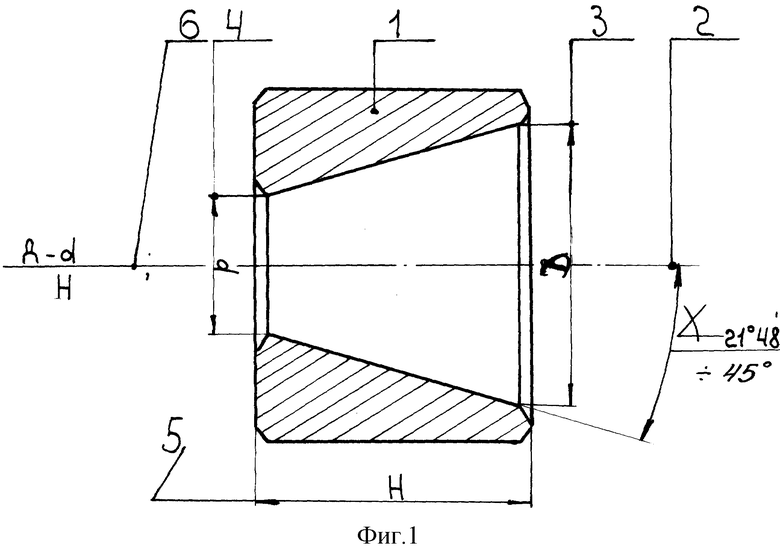
Обойма к центровому устройству, имеющая коническое отверстие, отличающаяся тем, что для уменьшения разброса линейных размеров обрабатываемой детали угол уклона указанного отверстия выбран из диапазона 21o48' - 45o.
| RU 94025637 А, 10.05.1996 | |||
| ПОВОДКОВОЕ ПРИСПОСОБЛЕНИЕ | 0 |
|
SU222118A1 |
| 0 |
|
SU233400A1 | |
| ПАТРОН К ТОКАРНОМУ СТАНКУ". "--;•" г' : ~. -,•• .г" J г А -*; ^!,^,,i:-^ - C^.'.ll^ | 0 |
|
SU327004A1 |
| GB 2059308, 23.04.1981 | |||
| US 4702132, 27.10.1987 | |||
| МАЛИКОВ Ф.П | |||
| Передовые методы обработки всем станочникам | |||
| - Воронеж, Центрально-Черноземное книжное издательство, 1966, с.105, фиг.93. | |||
