Предлагаемое изобретение относится к производству высоковольтных изоляторов.
Известно устройство для формования изоляторов с внутренней полостью, включающее формующее приспособление с оправками (см, авторское свидетельство № 73694, кл. В 26 В 3/08). ;,. :
Недостатком этого метода формования является отсутствие возможности изготовлений изделий со Сложной конфигурацией полости. Кроме того, известный станок пригоден только для формования йШляторов с внутренней резьбой.
Наиболее близким техническим решением является устройство Для непрерывного формования изоляторов с внутренней осевой полостью, включающее мундштук вакууМ-прёсса, формующий внутреннюю полость изолятора узел с оправками м мехйНИЗМ рб ЗКИ..; ..; .. : :.
Метод формования изделий данного устройства не дает возможности изготавлй вать изделия с; полостью ступенчатого
ПРОФИЛЯ/ . :-:.- , -1: ; . :;V;...
Цель изобретения - обеспечение возможности йзготбвления изоляторов с полостью ступенчатого профиля.
Данная цель достигается за счет того, что во время продавливакния Материала осу ществляют вращение дорна, профиль которого соответствует профилю внутренней полости изолятора, а после окончания формования полОсти изделия производят перемещение дорна в направлении, обратном продавливанию до вывода дорна из нее.
Устройство для осуществления этого способа изображено на чертеже: ,
Оно включает вакуум-пресс с мундштуком 1, узел формования внутренней полости изолятора 2, включающий каретку 3, установленную на направляющих 4 и снабженную приводом вращения 5 .и приводом подачи 6. На шпинделе 7 каретки 3 установлена двухступенчатая оправка 8. Устройство включает также механизм резки 9 с пнев- моцилиндрами 10, приемный лоток 11 с механизмом опрокидывания 12,
Работа предложенного устройства осуществляется следующим образом.
Заготовка подается из мундштука 1 вакуум-пресса на лоток 11. Для оформления внутренней двухступенчатой полости вращающаяся двухступенчатая оправка 8, выдвинутая в крайнее левое (рабочее)
положение, врезается в заготовку и формует
в ней полость необходимой конфигурации.
По достижении необходимой глубины
полости каретка 3 приводом подачи. 6 выводится в исходное (крайнее правое) нерабочее положение. Заготовка продолжает продвигаться по лотку 11 на расстояние, необходимое для реза, по достижении которого отключается вакуум-пресс, срабатывает Механизм резки 9 и при помощи пневмоцйлйндра 10 опрокидывается при- емны и лоток Т1, совершая при этом перемещение вдоль оси. Отрезанная заготовка с оформленной полостью необходимой конфигурации скатывается по склизу на конвейер транспортирования для последующей обработки.
0
5
0
формул а изобретени я Способ изготовления изоляторов с осевой Полостью методом экструзии, включающий подачу материала, формование внешней и внутренней поверхностей Изде- лия путем продавлиёэнйя материала через мундштук с дорном и отрезку заготовки, о т- л и ч а ю щ и и с я тем, что, с целью обеспечения возмойснбстй изготовления изоляторов с полостью ступенчатого; профиля, во время продавлйвания материала осуществляют вращение дорна. а после окончания формования полости изделия производят перемещение дорна в направлении, обрат- ном продавливанию до вывода дорна из нее.
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ИЗОЛЯТОРА С ОСЕВОЙ СТУПЕНЧАТОЙ ПОЛОСТЬЮ МЕТОДОМ ЭКСТРУЗИИ | 1998 |
|
RU2152302C1 |
| Устройство для формования изоляторов с внутренней резьбой | 1977 |
|
SU733987A1 |
| Установка для изготовления керамических деталей | 1981 |
|
SU979122A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007295C1 |
| Устройство для формования и вулка-НизАции КОльцЕВыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU844363A1 |
| Установка для изготовления керамических деталей | 1980 |
|
SU887181A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОВОЛЬТНОГО ИЗОЛЯТОРА СТЕРЖНЕВОГО ТИПА | 2001 |
|
RU2204869C2 |
| Способ получения длинномерных полых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2790693C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
Использование: формование заготовок керамических изоляторб. Сущность изобретения: во время продавливания материала через мундштук t вакуум-пресса осуществляют вращение Дбрна 8. По окончаний продавливания Дорн 8 перемещают в направлении, обратном экструзиодо вывода из заготовки 2.1 ил.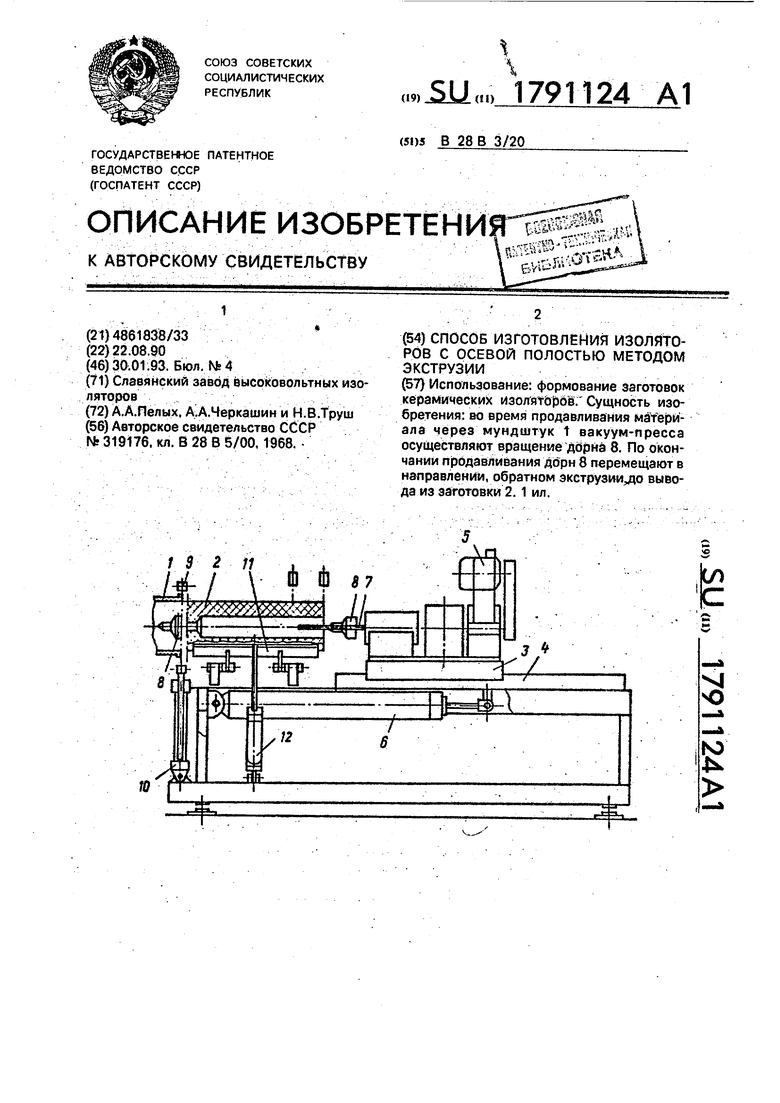
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ФОРМОВАНИЯИЗОЛЯТОРОВ | 0 |
|
SU319176A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
