Изобретение относится к обработке металлов давлением, а именно к инструменту для производства труб с продольными винтовыми гофрами, имеющими угол наклона оси гофра к оси трубы на ее развертке до 45о.
Известно техническое решение, в котором внутренним деформирующим инструментом является оправка с роликами, а наружным матрица с выполненными в них пазами для продвижения роликов в процессе деформирования.
Недостатком известного решения является сложность изготовления гофров большой высоты из-за того, что образование гофров происходит за счет вытяжки стенки заготовки. При вытяжке гофров большой высоты возможен разрыв стенки заготовки. Кроме того, возможно образование гофра с волнистостью вдоль вершины, возникающей за счет обтяжки стенки трубы на роликах.
Наиболее близким техническим решением к изобретению является устройство для изготовления труб с многозаходными винтовыми гофрами, в котором используют оправку с цилиндрической опорной частью и рабочей частью с выступами и впадинами по числу заходов гофров и наружные формующие элементы, установленные между выступами оправки с возможностью вращения.
Недостатком данного решения является то, что длина гофрируемого участка трубы ограничена длиной оправки.
Целью изобретения является расширение технологических возможностей за счет обеспечения возможности гофрования длинномерных труб.
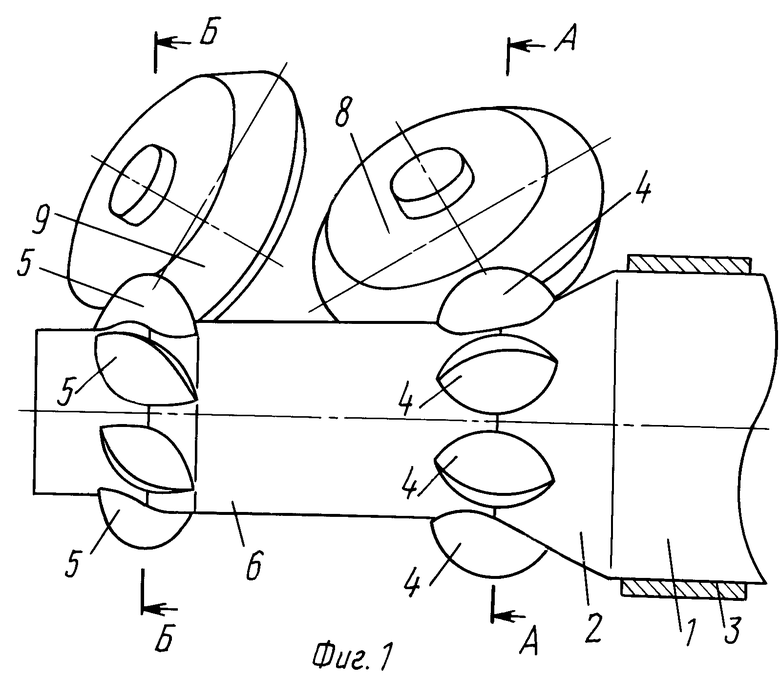
На фиг. 1 показано устройство, общий вид; на фиг. 2 поперечное сечение А-А на фиг. 1; на фиг. 3 поперечное сечение Б-Б на фиг.
Оправку изготавливают с переменным сечением в виде цилиндрической опорной части 1 и рабочей части 2 с выступами и впадинами. Диаметр опорной части выполняют соответствующим внутреннему диаметру заготовки 3. Выступы рабочей части 2 выполнены в виде двух комплектов профилированных роликов 4 и 5, установленных с возможностью свободного вращения впадины на направляющей 6. Выступающую поверхность роликов изготавливают соответствующей профилю внутренней поверхности гофра. Вращение обеспечивают закреплением роликов при помощи подшипникового соединения 7. Ролики устанавливают таким образом, что экваториальные сечения роликов 4 лежат продольно в одной плоскости с осью, а роликов 5 под углом к ней.
Периметр поперечных сечений оправки в рядах роликов в местах максимального выступа выполняют равным периметру сечения цилиндрической опорной части оправки, а поперечное сечение выступающей части роликов 4 соответствует сечению роликов 5 в плоскости, перпендикулярной оси оправки. Угол наклона роликов выполняют равным углу наклона гофров изделия, диаметр впадин между роликами 5 равным внутреннему диаметру изделия. Между выступами, образованными роликами 4, располагают формующие элементы в виде дисков 8 перпендикулярно к поверхности оправки, а между выступами, образованными роликами 5, в виде дисков 9.
Устройство работает следующим образом.
Трубную заготовку 3 подают на оправку со стороны цилиндрической опорной части, и она попадает в зазор между роликами 4 и дисками 8. Последние прижимают заготовку 3 к оправке и осуществляют гибку ее стенки таким образом, что формируют прямые продольные гофры. По направляющей 6 труба с прямыми продольными гофрами подается между наклонными роликами 5 и дисками 9, где осуществляют скручивание трубы и формирование готового изделия.
Данное устройство позволяет производить гофрирование труб с несимметричным расположением гофров в сечении трубы, а также гофров с более сложным сечением на универсальном оборудовании типа пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ ИЗДЕЛИЙ | 1991 |
|
RU2006311C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147957C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2168384C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2167731C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2003 |
|
RU2225766C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2152838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ПРОФИЛЬНЫХ ТРУБ | 2006 |
|
RU2331493C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2152837C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2001 |
|
RU2185907C1 |


Использование: при изготовлении многозаходных винтовых гофров. Сущность изобретения: устройство состоит из оправки с переменным сечением в виде цилиндрической опорной части и рабочей части, с двумя попеременными рядами профилированных роликов, установленных с возможностью вращения таким образом, что экваториальные сечения роликов, расположенных в ближнем к опорной части ряду, лежат продольно в одной плоскости с осью, а в дальнем ряду под углом к ней, и дисков, установленных по отношению к оси оправки также, как и ролики, между выступов оправки. 3 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ, содержащее оправку с цилиндрической опорной частью и рабочей частью с выступами и впадинами по числу заходов гофров и наружные формующие элементы, установленные с возможностью размещения между выступами оправки, отличающееся тем, что наружные формующие элементы выполнены в виде двух комплектов дисков, каждый из которых размещен у соответствующего конца рабочей части оправки перпендикулярно ее поверхности с образованием рабочего зазора, и выполненных с числом дисков, равных числу впадин, формующие выступы рабочей части оправки выполнены в виде двух комплектов роликов, размещенных напротив соответствующих комплектов дисков с возможностью свободного вращения, при этом экваториальные сечения дисков и роликов, размещенных около опорной части оправки, установлены вдоль оси оправки, экваториальные сечения других комплектов дисков и роликов - под углом к винтовым гофрам, а периметры поперечных сечений оправки по вершинам обоих комплектов роликов и опорной части выполнены равными.
| ПОЛЯРИЗАТОР | 1992 |
|
RU2080629C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
