Настоящее изобретение относится прежде всего к способу изготовления сотового элемента, предназначенного, в частности, для каталитических нейтрализаторов отработавших газов (ОГ), и к сотовому элементу-заготовке.
Сотовые элементы, как известно, изготавливают набором в пакет и/или свертыванием в рулон металлических листов, по меньшей мере часть из которых является структурированной. Подобные сотовые элементы используют, например, в качестве корпусов-носителей каталитически активных покрытий.
Для изготовления подобного сотового элемента используют по меньшей мере один по крайней мере частично структурированный металлический лист. В зависимости от структуры сотового элемента этот металлический лист или нарезанные на отдельные мерные куски листы набирают в пакет и/или свертывают в рулон. Различные конструкции сотового элемента, используемого в качестве корпуса-носителя катализатора, описаны, например, в ЕР-А1 0245738.
После этого на сотовый элемент наносят припой. Затем сотовый элемент подвергают процессу пайки, в ходе которого отдельные слои металлических листов спаиваются друг с другом. Пайку металлических листов осуществляют, в частности, в вакуумной паяльной печи.
Подобные сотовые элементы изготавливают, как известно, из металлических листов толщиной примерно 110 мкм. Известно далее, что металлический лист после холодной прокатки подвергают смягчающему отжигу, в результате которого металлический лист приобретает определенную упругость, обеспечивающую возможность придания в последующем этому металлическому листу определенной формы или структуры без его повреждения. Под указанными структурами главным образом имеется в виду гофрировка, получаемая пропусканием металлического листа через соответствующие валки для прокатки волнистого листа. Кроме того, благодаря предварительной термообработке металлического листа, а именно смягчающему отжигу, профильный, или фасонный, инструмент не подвергается действию чрезмерной нагрузки.
Известна также возможность изготовления металлических сотовых элементов из металлической фольги толщиной примерно 50 мкм (Stephan Pelters и др. "The Development and Application of a Metal Supported Catalyst for Porsche's 911 Carrera 4", SAE Technical Paper Series 890488). Подобные листы металлической фольги также подвергают смягчающему отжигу.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать такой способ изготовления сотового элемента, который позволил бы сократить затраты на изготовление указанного сотового элемента. Еще одна задача изобретения заключается в разработке более простого в изготовлении сотового элемента-заготовки. Помимо этого, задача изобретения состоит также в том, чтобы предложить такой металлический лист, который был бы наиболее пригоден для изготовления сотового элемента.
Указанные задачи решаются согласно изобретению с помощью предложенного способа изготовления сотового элемента, предназначенного прежде всего для каталитического нейтрализатора отработавших газов (ОГ), заключающегося в том, что по меньшей мере один жесткий металлический лист толщиной не более 80 мкм подвергают без предварительного смягчающего отжига холодной обработке давлением с приданием этому жесткому металлическому листу, по меньшей мере частично, определенной структуры и этот по меньшей мере частично структурированный жесткий металлический лист набирают в пакет и свертывают в рулон или только свертывают в рулон с образованием проточных каналов.
Целесообразно жесткий металлический лист толщиной в пределах от 50 до 80 мкм, предпочтительно от примерно 60 до 80 мкм, подвергнуть по меньшей мере двухступенчатой холодной обработке давлением.
Целесообразно также по меньшей мере один жесткий металлический лист толщиной не более 50 мкм, прежде всего 35 мкм, предпочтительно 20 мкм, по меньшей мере частично подвергнуть холодной обработке давлением без предварительного смягчающего отжига.
При этом предпочтительно указанный жесткий металлический лист разрезать на мерные куски, набрать их в пакет и свернуть в рулон.
В любом случае предпочтительно между двумя соседними, по меньшей мере частично структурированными жесткими металлическими листами расположить по меньшей мере один гладкий металлический лист.
Указанные задачи решаются также с помощью предложенного сотового элемента-заготовки, имеющего по меньшей мере один по крайней мере частично структурированный жесткий металлический лист толщиной не более 80 мкм, который структурирован холодной обработкой давлением без предварительного смягчающего отжига, при этом указанный по меньшей мере частично структурированный жесткий металлический лист расположен в трубчатом кожухе в набранном в пакет и свернутом в рулон виде или только в свернутом в рулон виде, образуя проточные каналы.
При этом желательно иметь по меньшей мере один жесткий металлический лист толщиной в пределах от 50 до 80 мкм, предпочтительно от примерно 60 до 80 мкм, и чтобы его структура была получена по меньшей мере двухступенчатой холодной обработкой давлением.
Наиболее предпочтительно иметь по меньшей мере один жесткий металлический лист толщиной 50 мкм, прежде всего 35 мкм, предпочтительно 20 мкм, и чтобы указанный жесткий металлический лист без предварительного смягчающего отжига по меньшей мере частично был подвергнут холодной обработке давлением.
Желательно в сотовом элементе-заготовке согласно изобретению между двумя его соседними, по меньшей мере частично структурированными жесткими металлическими листами расположить по меньшей мере один гладкий металлический лист.
Таким образом, в отличие от известных способов изготовления сотовых элементов, предназначенных прежде всего для каталитических нейтрализаторов ОГ, согласно изобретению предлагается подвергать по меньшей мере один жесткий металлический лист толщиной не более 80 мкм без предварительного смягчающего отжига по меньшей мере частично холодной обработке давлением с приданием этому жесткому металлическому листу определенной структуры. Затем этот по меньшей мере частично структурированный жесткий металлический лист набирают в пакет и свертывают в рулон или только свертывают в рулон.
Неожиданно было установлено, что жесткий металлический лист толщиной не более 80 мкм, во-первых, по своим свойствам допускает его холодную обработку давлением с целью получения определенной структуры без необходимости приложения к нему в процессе указанной холодной обработки давлением слишком высокой механической нагрузки и, во-вторых, было установлено также, что при использовании подобного жесткого листа приданная ему структура практически остается неизменной в процессе его свертывания в рулон, что у подвергнутых смягчающему отжигу металлических листов малой толщины не было гарантировано. Этот факт, а именно сохранение металлическим листом приданной ему структуры, имеет особое значение прежде всего при применении сотовых элементов в качестве каталитических нейтрализаторов ОГ, поскольку геометрия проточных каналов, которые имеет сотовый элемент, в значительной степени влияет у каталитических нейтрализаторов ОГ на характер потока, а тем самым и на каталитическую эффективность нейтрализатора по снижению токсичности ОГ.
Благодаря выполнению сотового элемента из жесткого металлического листа, подвергаемого холодной обработке давлением без предварительного смягчающего отжига, достигается также значительно меньший разброс в плотности расположения ячеек сотовой структуры. Обусловлено это тем, что при свертывании жесткого металлического листа в рулон приданная ему структура сохраняет свою форму, чего не наблюдается у металлического листа, подвергнутому перед холодной обработкой давлением смягчающему отжигу. Еще одно преимущество предлагаемого в изобретении способа изготовления заключается в получении в результате сотового элемента, у которого паяное соединение, которым соединяют друг с другом жесткие металлические листы, имеет более высокое качество. Относительно высокая прочность, которой обладает жесткий металлический лист, позволяет вставлять в трубчатый кожух сотовые элементы в набранном в пакет и свернутом в рулон виде или только в свернутом в рулон виде с более высоким предварительным сжатием по периметру, чем сотовые элементы, которые выполнены из подвергнутых смягчающему отжигу металлических листов меньшей толщины. Благодаря такому более высокому предварительному сжатию по периметру достигается более высокое усилие сжатия контактных поверхностей между жесткими металлическими листами. Сказанное справедливо и в том случае, когда между двумя соседними жесткими металлическими листами проложен гладкий металлический лист.
Для придания металлическому листу структуры определенной формы листовой металл, который, как известно, поставляют в рулонах, подают с рулона соответствующими подающими валками на позицию холодной обработки давлением. При этом лист сматывается с рулона. В процессе этого перемещения к позиции холодной обработки давлением и от нее лист нагружается определенным растягивающим усилием. Предлагаемый в изобретении способ изготовления сотового элемента позволяет также уменьшить удлинение, соответственно растяжение листа при его перемещении к позиции холодной обработки давлением и от нее. Такой же эффект достигается и при свертывании жесткого металлического листа в рулон.
Согласно одному из предпочтительных вариантов осуществления способа предлагается подвергать жесткий металлический лист толщиной в пределах от 50 до 80 мкм, предпочтительно от примерно 60 до 80 мкм, по меньшей мере двухступенчатой холодной обработке давлением. Благодаря такой технологии инструмент, используемый для выполнения структуры, которой может быть, например, гофрировка, придаваемая листу соответствующими валками для прокатки волнистого листа, не испытывает чрезмерной нагрузки, соответственно подвергается лишь незначительному износу. Помимо этого, при многоступенчатой холодной обработке давлением жесткий металлический лист также не подвергается чрезмерной нагрузке, что исключает его повреждение или деструкцию.
В следующем предпочтительном варианте осуществления способа предлагается подвергать по меньшей мере один жесткий металлический лист толщиной не более 50 мкм, прежде всего 35 мкм, предпочтительно 20 мкм, по меньшей мере частично холодной обработке давлением без предварительного смягчающего отжига. Жесткому металлическому листу толщиной не более 50 мкм холодной обработкой давлением придают структуру определенной формы, при этом указанную структуру выполняют за одну единственную операцию холодной обработки давлением. Для такой холодной обработки давлением используют в этом случае соответствующие инструменты, профиль которых согласован с толщиной листа.
С целью упростить изготовление сотового элемента, который может представлять собой, например, S-образно свернутый сотовый элемент, предлагается нарезать жесткий металлический лист после его холодной обработки давлением на мерные куски, которые набирают в пакет и свертывают в рулон.
В одном из вариантов осуществления способа изготовления сотового элемента предлагается, в частности, располагать между двумя соседними, по меньшей мере частично структурированными жесткими металлическими листами по меньшей мере один гладкий металлический лист.
Другим объектом изобретения является сотовый элемент-заготовка. Этот сотовый элемент-заготовка имеет по меньшей мере один по крайней мере частично структурированный жесткий металлический лист. Структура этому листу придана холодной обработкой давлением, при этом указанный металлический лист перед процессом холодной обработки давлением не подвергнут смягчающему отжигу. Толщина металлического листа составляет не более 80 мкм. Такой по меньшей мере частично структурированный металлический лист набран в пакет и свернут в рулон или только свернут в рулон. Подобный сотовый элемент-заготовка пригоден, в частности, для изготовления каталитического нейтрализатора ОГ. Этот сотовый элемент-заготовку можно направлять на последующие технологические стадии. Так, в частности, после нанесения припоя его можно подвергать пайке. В процессе пайки может также происходить смягчающий отжиг жесткого металлического листа, что позволяет за счет собственно процесса пайки устранить возможные структурные неоднородности этого листа.
Благодаря тому, что жесткий металлический лист подвергают холодной обработке давлением без предшествующего смягчающего отжига, процесс изготовления сотового элемента-заготовки является более экономичным. Связано это, в частности, с тем, что на проведение операции смягчающего отжига, которой жесткий металлический лист не подвергают, требуются высокие затраты энергии.
В следующем предпочтительном варианте выполнения сотового элемента-заготовки предлагается использовать по меньшей мере один жесткий металлический лист толщиной в пределах от 50 до 80 мкм, предпочтительно от примерно 60 до 80 мкм, при этом его структура получена по меньшей мере двухступенчатой холодной обработкой давлением. При использовании жесткого металлического листа толщиной не более 50 мкм, прежде всего 35 мкм, предпочтительно 20 мкм, холодную обработку давлением можно проводить в одну стадию, что позволяет придавать жесткому металлическому листу структуру определенной формы за одну единственную операцию холодной обработки давлением. Благодаря использованию жесткого металлического листа получают сотовый элемент-заготовку с каналами воспроизводимых размеров поперечного сечения и формы, поскольку при изготовлении такой заготовки структура, которой снабжен жесткий металлический лист, сохраняет свои форму и размеры благодаря свойствам, присущим самому материалу этого жесткого металлического листа.
Согласно следующему предпочтительному варианту выполнения сотового элемента-заготовки предлагается прокладывать между двумя соседними по меньшей мере частично структурированными жесткими металлическими листами по меньшей мере один гладкий металлический лист.
Еще одним объектом изобретения является металлический лист толщиной не более 80 мкм, который не подвергнут смягчающему отжигу и который предлагается применять для изготовления сотового элемента. Подобный лист обладает достаточной прочностью для того, чтобы приданная этому металлическому листу структура сохраняла свои форму и размеры при свертывании этого листа в рулон, например в спиралеобразно свернутый сотовый элемент. Кроме того, благодаря применению в процессе изготовления сотового элемента жесткого металлического листа не происходит его удлинение при перемещении к позиции холодной обработки давлением, а также при его свертывании в рулон. Преимущество этого состоит в том, что жесткий металлический лист не удлиняется, соответственно не растягивается перед холодной обработкой давлением настолько, чтобы в результате этой обработки давлением в нем образовывались трещины. Преимущество, связанное с предотвращением удлинения или растяжения жесткого металлического листа при его свертывании в рулон, заключается также в сохранении приданной этому листу структурой своих формы и размеров, благодаря чему у сотового элемента, выполненного из предлагаемого в изобретении жесткого металлического листа, плотность расположения ячеек сотовой структуры характеризуется существенно меньшим разбросом, а качество сотовых элементов, изготовленных из подобного жесткого металлического листа, остается постоянным. Так, в частности, жесткий металлический лист позволяет также повысить качество пайки, поскольку между структурированными жесткими листами и гладким металлическим листом могут быть созданы более высокие усилия сжатия их контактных поверхностей за счет соответствующего предварительного сжатия сотового элемента по периметру при его установке в трубчатый кожух.
Толщина жесткого металлического листа предпочтительно составляет от 20 до 80 мкм. В частности, для изготовления сотового элемента предлагается применять жесткий металлический лист толщиной примерно 25 мкм.
Кроме того, предлагается также применять для изготовления сотового элемента по меньшей мере частично структурированный металлический лист, толщина которого не превышает 80 мкм. При этом такой металлический лист не подвергнут смягчающему отжигу.
Структура металлического листа может по своей форме и размерам соответствовать известным структурам обычных сотовых элементов. Так, в частности, такой структурой может быть гофрированная структура.
Ниже изобретение более подробно поясняется на примере некоторых вариантов его осуществления со ссылкой на прилагаемые чертежи, которые показывают:
на фиг. 1 - вид спереди фрагмента сотового элемента со спиралеобразно свернутым мягким металлическим листом и
на фиг. 2 - вид спереди фрагмента сотового элемента со спиралеобразно свернутым жестким металлическим листом.
На фиг. 1 показан фрагмент сотового элемента. Этот сотовый элемент спиралеобразно свернут в рулон. При этом сотовый элемент образован гофрированным мягким, т.е. подвергнутым смягчающему отжигу металлическим листом 1, а также гладким металлическим листом 2. Гофрированный мягкий металлический лист 1 и гладкий металлический лист 2 ограничивают проточные каналы 3, проходящие в основном в осевом направлении сотового элемента.
Предел текучести Rp0,2 мягкого металлического листа 1 составляет менее 600 Н/мм2. Его предел прочности при растяжении Rm составляет более 550 Н/мм2. Относительное удлинение при разрыве мягкого металлического листа 1 превышает 15%. Результат испытания на вытяжку по Эриксену (испытание на вытяжку сферических колпачков из металлических листов) составляет для мягкого металлического листа 1 более 3 мм.
На фиг.2 показан фрагмент сотового элемента. Этот сотовый элемент образован гофрированным жестким, т.е. не подвергнутым смягчающему отжигу металлическим листом 4, который вместе с гладким металлическим листом 2 спиралеобразно свернут в рулон. Гладкий металлический лист 2, а также жесткий металлический лист 4 ограничивают проточные каналы 3, проходящие в осевом направлении сотового элемента.
Гофрировка и твердого металлического листа 4, и мягкого металлического листа 3 выполнены одинаковым образом и инструментами одинаковой геометрии. Жесткий металлический лист 4 аналогично рассмотренному выше мягкому металлическому листу 1 спиралеобразно свернут в рулон с гладким металлическим листом 2. Если сравнить геометрию поперечного сечения проточных каналов 3 сотового элемента по фиг.1 с геометрией поперечного сечения проточных каналов 3 сотового элемента по фиг.2, то можно отметить, в частности, что расстояние между соседними слоями гладкого металлического листа 2 у сотового элемента с жестким металлическим листом 4 больше расстояния между отстоящими друг от друга слоями гладкого металлического листа 2 у сотового элемента с мягким металлическим листом 3. Иными словами, в процессе изготовления сотового элемента с мягким металлическим листом 3 произошло изменение геометрии гофрировки этого мягкого металлического листа 3. В отличие от этого у жесткого металлического листа 4 такого изменения геометрии гофрировки не произошло.
Предел текучести Rp0,2 жесткого металлического листа 4 составляет более 950 Н/мм2. Его предел прочности при растяжении Rm составляет 900-1250 Н/мм2. Относительное удлинение при разрыве жесткого металлического листа 4 равно примерно 1%. Результат испытания на вытяжку по Эриксену составляет для жесткого металлического листа 4 примерно 1 мм.

Изобретение может быть использовано в системах нейтрализации отработавших газов ДВС. Способ изготовления сотового элемента заключается в том, что по меньшей мере один жесткий металлический лист подвергают холодной обработке давлением с приданием этому жесткому металлическому листу по меньшей мере частично определенной структуры. При этом перед процессом холодной обработки давлением жесткий металлический лист не подвергают предварительному смягчающему отжигу. Затем этот по меньшей мере частично структурированный жесткий металлический лист набирают в пакет и свертывают в рулон или только свертывают в рулон. Приведена конструкция сотового элемента-заготовки, для изготовления которого используется данный способ. Изобретение позволяет сократить затраты на изготовление сотового элемента, а также разработать простой в изготовлении сотовый элемент-заготовку. 2 c. и 7 з.п.ф-лы, 2 ил.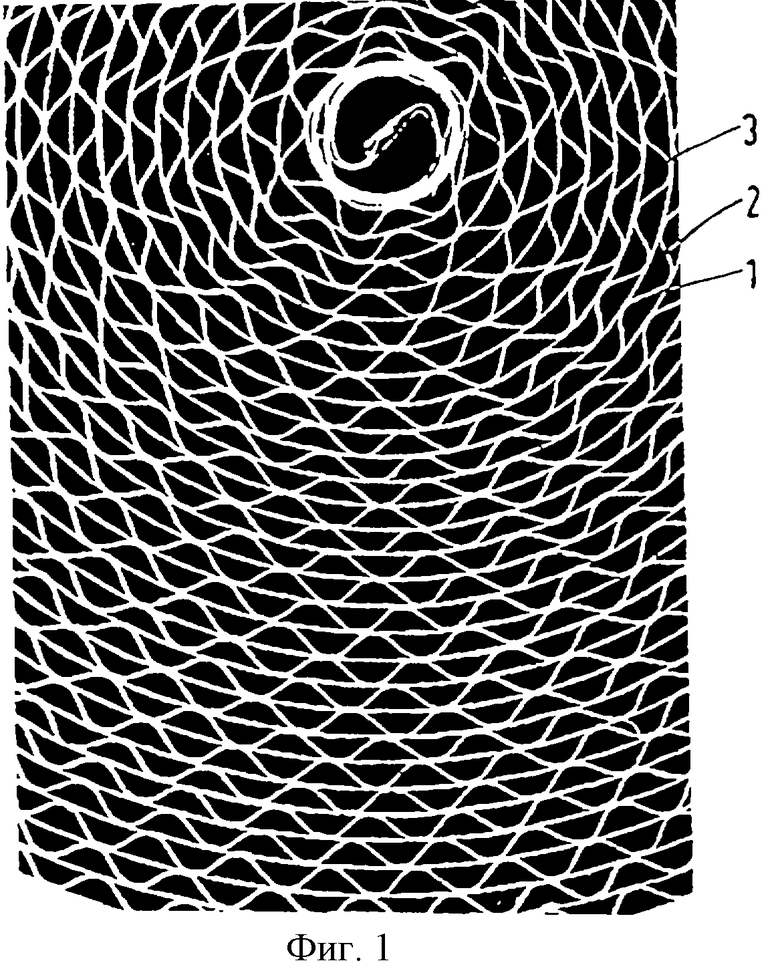
| DE 4418630 А1, 30.11.1995 | |||
| DE 3825247 А1, 09.02.1989 | |||
| Каталитический фильтр для очистки выхлопных газов дизельного двигателя | 1980 |
|
SU1160940A3 |
| Способ диагностики опухолей | 1992 |
|
SU1836640A3 |

