Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано для получения листов с утолщениями.
Цель изобретения - расширение технологических возможностей путем увеличения размеров утолщения.
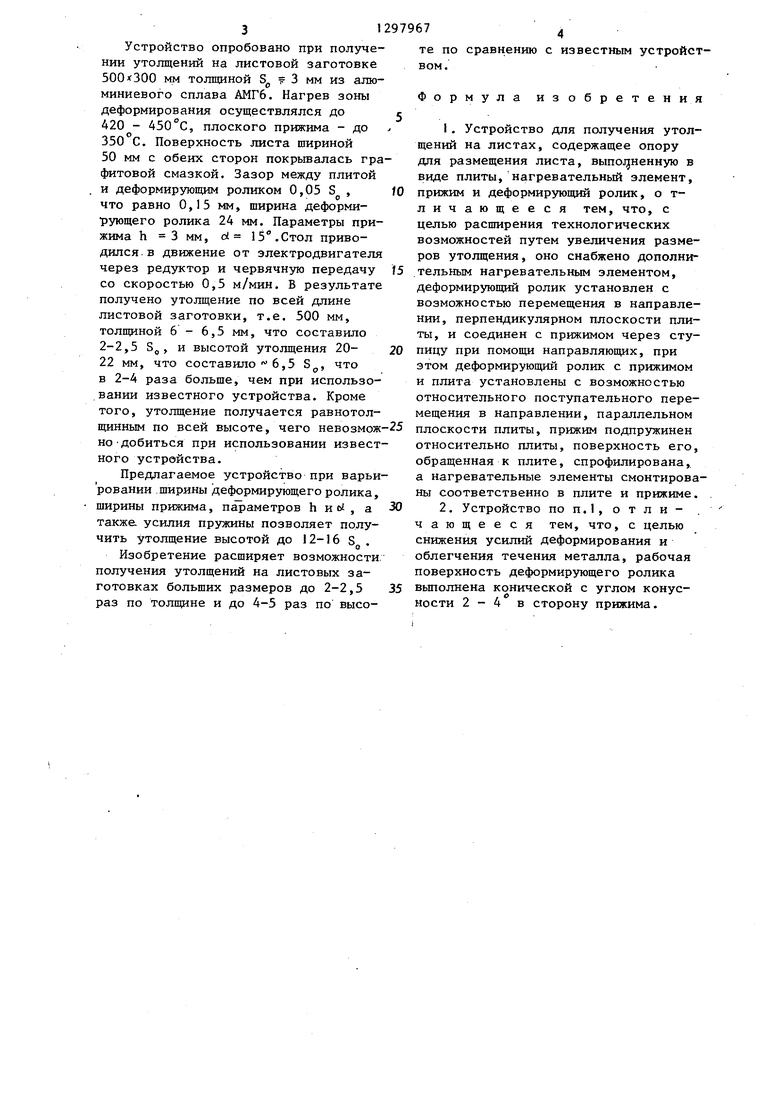
На фиг.1 показано устройство для получения утолщений на листах; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - вид Б на фиг.2.
Устройство содержит плиту 1 с вмонтированными внутри нее по всей длине нагревателями 2, например ТЭНами, на которую устанавливается листовая заготовка по упору 3, а также плоский подпружиненньш прижим 4, соединенный с деформирующим роликом 5 через ступицу 6 и вал 7 при помощи четырех направляющих 8 и имеющий возможность поступательного перемещения совместно с деформирующим роликом относительно плиты 1. Поступательное перемещение деформирующего ролика с плоским прижимом осуществляется за счет перемещения плиты от внешнего привода через червячную передачу (не показаны). Нормальное перемещение осуществляет ся, например, при помощи гидроцилиндра через ось вращения деформирующего ролика 5 (не показан). Внутри прижима 4 установлены нагревательные элементы 9, например ТЭНы. Кроме того, прижим 4 подпружинен пружиной 10, которая установлена одним концом в пазу при- жима, а другим - в пазу ступицы 6, установленной на одной оси с деформирующим роликом 5. Ступица 6 зафик- сирована таким образом относительно деформирующего ролика, что она постоянно занимает горизонтальное положение . Фиксирование производится через гидроцилиндр (не показано). Рабочая часть деформирующего ролика 5 имеет уклон в 2 - 4 в сторону прижима 4. Параметры рабочей части плоского прижима 4h и о1 выбираются в зависимости от требуемой величины / утолщения, исходной толщины листа и т.д.
Устройство работает следующим образом.
Листовую заготовку устанавливают на плиту 1 до упора 3 и при помощи ТЭНов 2 производят нагрев зоны деформирования по всей длинна заготов
ки до заданной температуры. Зона деформирования равна сумме ширины деформирующего ролика 5 и ширины прижима. Устанавливают заданньш зазор между поверхностью плиты и деформирующим роликом в зависимости, от заданной величины утолщения, после этого подводят плиту 1 с листовой заготовкой к деформирующему ролику 5 с установленным на нем плоским прижимом 4, разогретым ТЭНом 9 до заданной температуры, и производят прокатку деформируюш;им роликом по всей длине кромки листовой заготовки. При этом материал из-под ролика выдавливается и набирается в виде утолщения под плоским прижимом 4, который подпружинен пружиной 10 и препятствует вспучиванию листа в зоне набора утолщения, способствуя образованию равнотолщинного утолщения по всей его длине и высоте за счет равномерного подпора листа в зоне образования утолщения,.что обеспечивается профилированной нижней поверхностью прижима 4, который, с одной стороны, разглаживает материал в зоне набора материала (утолщения), а с другой, имея специально профилирован- нзлю поверхность, создает наиболее благоприятные условрш для образования утолщения с точки зрения напряженно-деформированного состояния. прижима подбирается на основании общепринятой методики из условия соответствия перемещения пружины толщине утолщения и предела текучести материала заготовки. Поверхность листовой заготовки в зоне деформирования покрывается смазкой. После получения утолщения на. кромке листа последний снимают с плиты, охлаждают, обрезают, например, на глльотинных ножницах оставшийся облой, который равен 3-5% от исходного объема материала, подвергающегося деформированию.
Для получения утолщения на противоположной кромке лист переворачивается, и процесс повторяется. Возможна также одновременная прокатка противоположных кромок листовой заготовки.
Предлагаемое устройство обеспечивает получение утолщений на кромках листовых заготовок практически любой длины со значительным увеличением размеров по толщине и высоте.
Устройство опробовано при получении утолщений на листовой заготовке мм толщиной S 3 мм из алюминиевого сплава АМГ6. Нагрев зоны деформирования осуществлялся до 420 - 450°С, плоского прижима - до 350 С. Поверхность листа шириной 50 мм с обеих сторон покрьшалась графитовой смазкой. Зазор между плитой и деформирующим роликом 0,05 S , что равно 0,15 мм, ширина деформирующего ролика 24 мм. Параметры прижима h 3 мм, ci 15°.Стол приводился, в движение от электродвигателя через редуктор и червячную передачу со скоростью 0,5 м/мин. В результате получено утолщение по всей длине листовой заготовки, т.е. 500 мм, толщиной 6 - 6,5 мм, что составило
2-2,5 S , и высотой утолщения 20-о22 мм, что составило- 6,5 S, что
в 2-4 раза больше, чем при использо- .вании известного устройства. Кроме того, утолщение получается равнотолщинным по всей высоте, чего невозмож-25 плоскости плиты, прижим подпружинен но Добиться при использовании известного устройства.
Предлагаемое устройство при варьировании .ширины деформирующего ролика, ширины прижима, параметров h и oi , а 30 также усилия позволяет получить утолщение высотой до 12-16 S .
Изобретение расширяет возможности, получения утолщений на листовых заготовках больших размеров до 2-2,5 35 раз по толщине и до 4-5 раз по высоотносительно плиты, поверхность его, обращенная к плите, спрофилирована, а нагревательные элементы смонтирова ны соответственно в плите и прижиме. 2. Устройство по п.1, о т л и - чающееся тем, что, с целью снижения усилий деформирования и облегчения течения металла, рабочая поверхность деформирующего ролика выполнена конической с углом конус- сторону прижима.
ности 2-4 в
те по сравнению с известным устройством .
Формула изобретен и я
I. Устройство для получения утолщений на листах, содержащее опору для размещения листа, выпо:5ненную в виде плиты, нагревательный элемент,
O прижим и деформирующий ролик, о т- личающееся тем, что, с целью расширения технологических возможностей путем увеличения размеров утолщения, оно снабжено дополни5 тельным нагревательным элементом, деформирующий ролик установлен с возможностью перемещения в направлении, перпендикулярном плоскости плиты, и соединен с прижимом через сту0 пицу при помощи направляющих, при этом деформирующий ролик с прижимом и плита установлены с возможностью относительного поступательного перемещения в направлении, параллельном
плоскости плиты, прижим подпружинен
относительно плиты, поверхность его, обращенная к плите, спрофилирована, а нагревательные элементы смонтированы соответственно в плите и прижиме. 2. Устройство по п.1, о т л и - . чающееся тем, что, с целью снижения усилий деформирования и облегчения течения металла, рабочая поверхность деформирующего ролика выполнена конической с углом конус- сторону прижима.
ности 2-4 в
е
ь
ФигЛ
ВидВ
Редактор О.Бугир
Составитель Н.Чернилевская Техред Л. Сердюкова
Заказ 849/12 Тираж 733Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,
Фиг.З
Корректор А.Обручар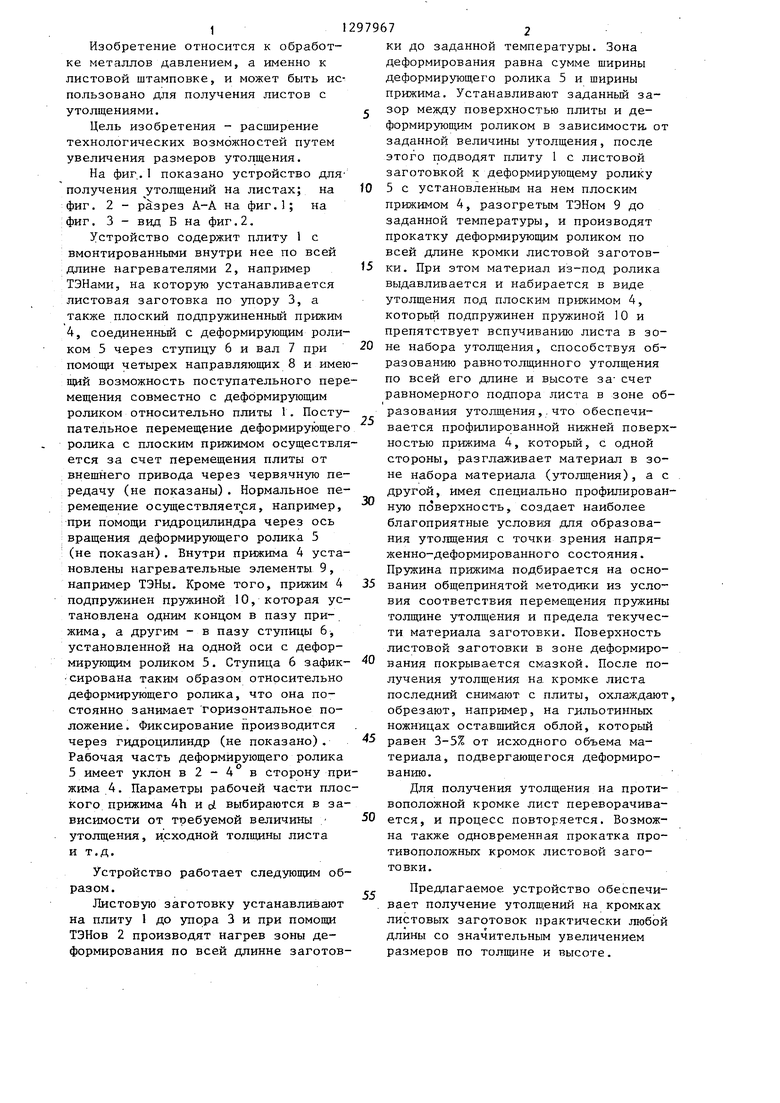
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования утолщения на кромках листов | 1986 |
|
SU1338927A1 |
| Устройство для получения утолщений на листах | 1985 |
|
SU1274807A1 |
| Устройство для получения утолщений на листах | 1986 |
|
SU1349829A1 |
| Способ получения листов с утолщениями и устройство для его осуществления | 1986 |
|
SU1324716A1 |
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1433555A1 |
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |
| Устройство для образования утолщений на лентах | 1987 |
|
SU1440581A1 |
| Устройство для образования утолщений на листах | 1986 |
|
SU1323164A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗНОТОЛЩИННЫХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2001 |
|
RU2209702C2 |
| Устройство для утолщения кромок листов | 1990 |
|
SU1810169A1 |
Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано для получения листов с утолщениями. Целью изобретения является расширение технологических возможностей путем увеличения размеров утолщения. Листовую заготовку устанавливают на плиту 1 и производят нагрев зоны деформирования нагревательными элементами 2 и 9. Затем подводят плиту 1 с заготовкой к деформирующему ролику (Р) 5, соединенному с прижимом (П). Далее производят прокатку Р по всей длине кромки заготовки. Металл из под Р выдавливается и набирается в виде утолщения под П, которьй препятствует вспучиванию листа в зоне набора утолщения и способствует образованию одинакового утолщения по всей его длине и высоте за за счет равномерного подпора листа. Подпор обеспечивается профилированной поверхностью П. С одной стороны, П разглаживает материал в зоне набора и, с другой стороны, создает наиболее благоприятные условия для образования утолщения. 1 3.П. ф-лы. 3 ил. (Л С tsD СО со Ci X/ Фиг. 2 Х
| Попов О.В | |||
| Изготовление цельно- штампованных тонкостенных деталей переменного сечения | |||
| - М.: Машиностроение, 1974, с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| рис | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
