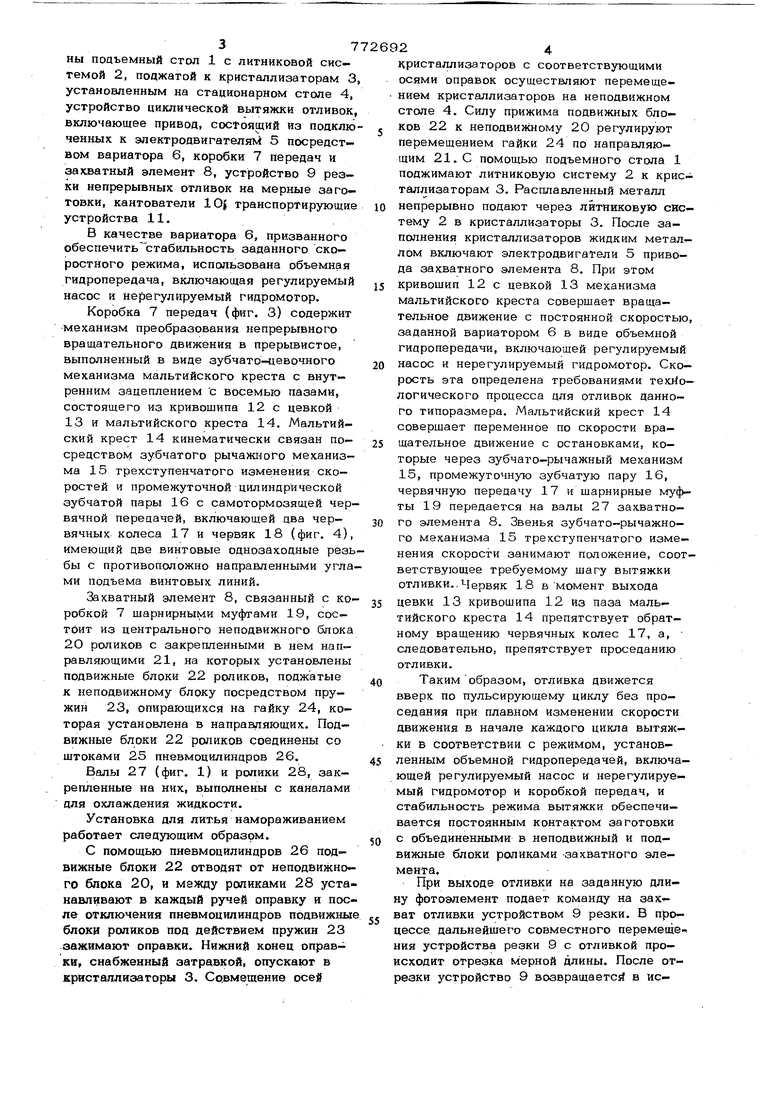
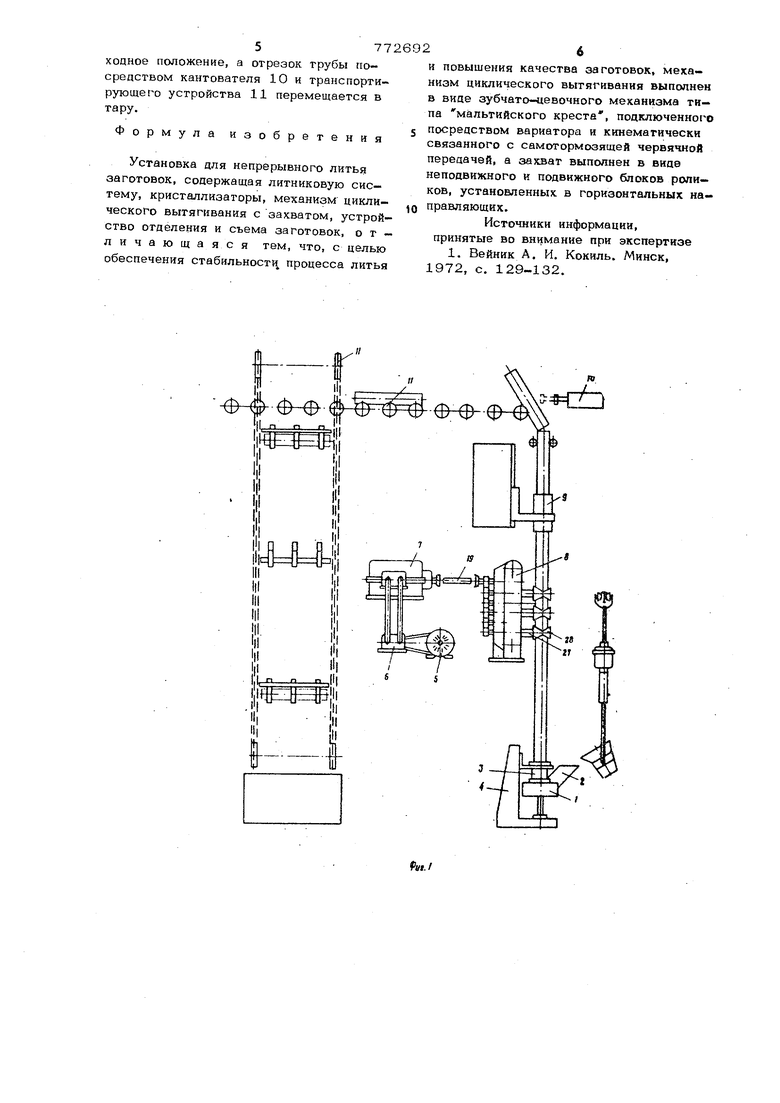
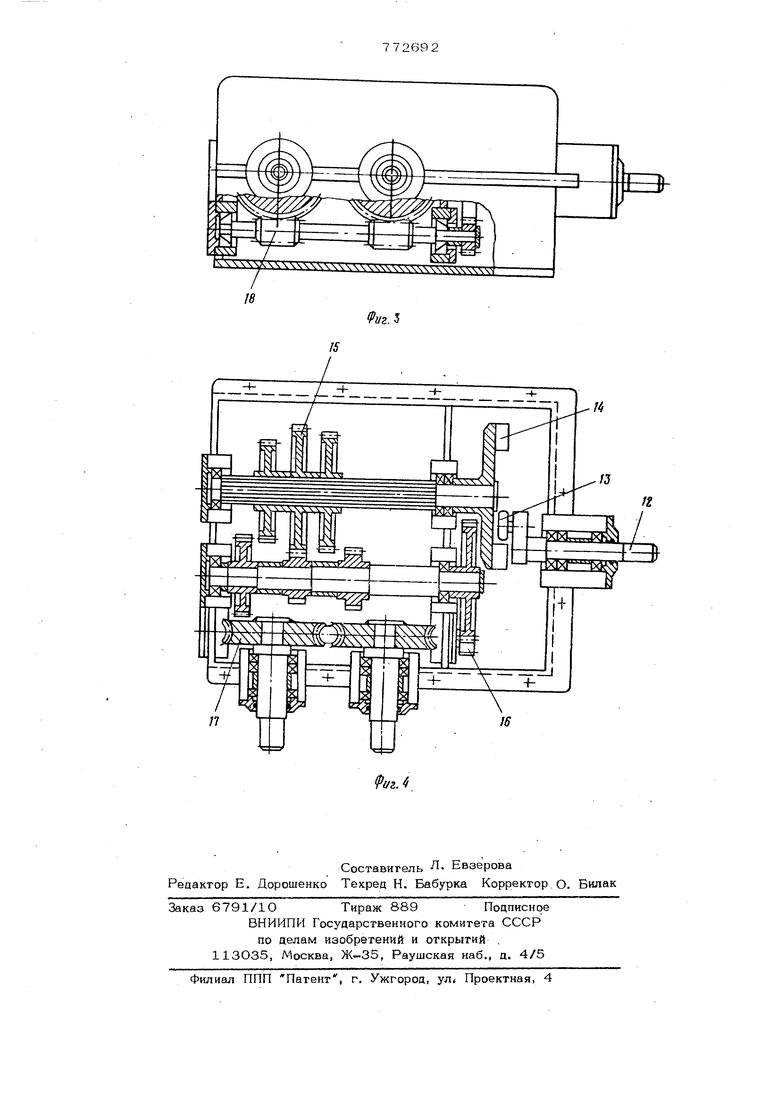
Изобретение относится к литейному производству и предназначено для полу Ч9НИЯ цилиндрическик заготовок методом непрерывного литья из различных металлов и сплавов. Известны установки для получения труб методом непрерывного литья без внутреннего стержня. Известная опытно-промышленная уста новка для литья жаростойких труб методом намораживания состоит из двух крис таллизаторов, нижних тянущих захватов, перемещающихся вверх и вниз, верхних неподвижных удерживающих захватов, кулачкового механизма, привода и механизма подъема литниковой системы l Машина имеет ряд сущестренных недостатков: рычажная самозаклинивающаяся система вытяжки и удержания отливки ненадежна, не обеспечивает четкой регулировки рывков-остановок, соосности отливки и кристаллизатора, что вызывает перекос и заклинивание отливки и часто приводит к ее обрыву, прекращению процесса литья. Кроме того, система вытяжки не позволяет работать с частотой более 8О мин. Таким образом, машина не обеспечивает заданного режима движения отливки. Цель изобретения - обеспечение стабильности процесса литья и повышение качества заготовок. Поставленная цель достигается тем, что механизм циклического вытягивания выполнен в виде зубчато-цевочного механизма типа мальтийского креста , подключенного посредством вариатора и кинематически связанного с самотормозящей червячной передачей, а захват выполнен в виде неподвижного и подвижного блоков роликов, установленных в горизонтальных направляющих. На фиг. 1 и 2 изображена установка, общий вид; на фиг. 3 и 4 механизм .вытяжки отливок. Установка содержит станину (на чертеже не показана), на которой смонтирова ны подъемный сгол 1 с лигниковой системой 2, поджатой к кристаллизаторам 3 установленным на стационарном столе 4, устройство циклической вытяиски отливок включающее привод, состоящий из подклю ченных к электродвигателяь 5 посредством вариатора 6, коробки 7 передач и захватный элемент 8, устройство 9 резки непрерывных отливок на мерные заготовки, кантователи lOj транспортирующие устройства 11. В качестве вариатора 6, призванного обеспечитьстабильность заданного скоростного режима, использована объемная гидропередача, включающая регулируемый насос и нерегулируемый гидромотор. Коробка 7 передач (фиг. 3) содержит механизм преобразования непрерывного вращательного движения в прерывистое, выполненный в виде зубчато-цевочного механизма мальтийского креста с внутренним зацеплением с восемью пазами, состоящего из кривошипа 12 с цевкой 13 и мальтийского креста 14. Мальтийский крест 14 кинематически связан посредством зубчатого рычажного механизма 15 трехступенчатого изменения скоростей и промежуточной цилиндрической зубчатой пары 16 с самотормозящей чер вячной передачей, включающей два червячных колеса 17 и червяк 18 (фиг. 4) имеющий две винтовые однозаходные резь бы с противоположно направленными угла ми подъема винтовых линий. Охватный элемент 8, связанный с ко робкой 7 щарнирными муфтами 19, состоит из центрального неподвижного блока 2О роликов с закрепленными в нем направляющими 21, на которых установлены подвижные блоки 22 роликов, поджатые к неподвижному блоку посредством пружин 23, опирающихся на гайку 24, которая установлена в направляющих. Подвижные блоки 22 роликов соединены со штоками 25 пневмоцилиндров 26. Валы 27 (фиг. 1) и ролики 28, закрепленные на них, выполнены с каналами для охлаждения жидкости. Установка для литья намораживанием работает следующим образом. С помощью пневмоцилиндров 26 подвижные блоки 22 отводят от неподвижного блока 20, и между роликами 28 уста навливают в каждый ручей оправку и пос ле отключения пневмоцилиндров подвижны роликов под действием пружин 23 зажимают оправки. Нижний конец оправки, снабженный затравкой, опускают в кристаллизаторы 3. Совмещение осей кристаллизаторов с соответствующими осями оправок осуществляют перемещением кристаллизаторов на неподвижном столе 4. Силу прижима подвижных блоков 22 к неподвижному 20 регулируют перемещением гайки 24 по направляющим 21. С помощью подъемного стола 1 поджимают литниковую систему 2 к кристаллизаторам 3. Расплавленный металл непрерывно подают через литниковую систему 2 в кристаллизаторы 3. После заполнения кристаллизаторов жидким металлом включают электродвигатели 5 привода захватного элемента 8. При этом кривошип 12 с цевкой 13 механизма мальтийского креста совершает вращательное движение с постоянной скоростью, заданной вариатором 6 в виде объемной гидропередачи, включающей регулируемый насос и нерегулируемый гидромотор. Скорость эта определена требованиями Texrio- логического процесса для отливок данного типоразмера. Мальтийский крест 14 совершает переменное по скорости вращательное движение с остановками, которые через зубчато-рычажный механизм 15, промежуточную зубчатую пару 16, червячную передачу 17 и шарнирные муфты 19 передается на валы 27 захватного элемента 8. Звенья зубчато-рычажного механизма 15 трехступенчатого изменения скорости занимают положение, соответствующее требуемому шагу вытяжки отливки..Червяк 18 в момент выхода цевки 13 кривошипа 12 из паза мальтийского креста 14 препятствует обратному вращению червячных колес 17, а, следовательно, препятствует проседанию отливки. Таким образом, отливка движется вверх по пульсирующему циклу без проседания при плавном изменении скорости движения в начале каждого цикла вытяжки в соответствии с режимом, установленным объемной гидропередачей, включающей регулируемый насос и нерегулируемый гидромотор и коробкой передач, и стабильность режима вытяжки обеспечивается постоянным контактом заготовки с объединенными в неподвижный и подвижные блоки роликами захватного элемента. При выходе отливки на заданную длину фотоэлемент подает команду на захват отливки устройством 9 резки. Б процессе, дальнейшего совместного nepsMeuie-i ния устройства резки 9 с отливкой происходит отрезка мерной длины. После отрезки устройство 9 возвращаете в ис-
хопное положение, а отрезок грубы посредством кантователя 10 и транспортирующего устройства 11 перемещается в тару.
Формула изобретения
Установка для непрерывного литья заготовок, содержащая литниковую систему, кристаллизаторы, механизм циклического вытягивания с захватом, устройство отделения и съема заготовок, отличающаяся тем, что, с целью обеспечения стабильност1 процесса литья
и повышения качества заготовок, механизм циклического вытягивания выполнен в вице зубчато-цевочного механизма типа мальтийского креста , подключенного посредством вариатора и кинематически связанного с самотормозящей червячной передачей, а захват выполнен в виде неподвижного и подвижного блоков роликов, установленных, в горизонтальных направляющих.
Источники информации, принятые во внимание при экспертизе
1. Вейник А. И. Кокиль. Минск, 1972, с. 129-132.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования пакета дисковых заготовок с технологическими прокладками | 1977 |
|
SU738821A1 |
| ТОВАРНЫЙ РЕГУЛЯТОР ТКАЦКОГО СТАНКА | 1995 |
|
RU2091522C1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1971 |
|
SU294416A1 |
| Летучие ножницы | 1977 |
|
SU742054A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| Устройство для подачи штучных заготовок в зону обработки | 1976 |
|
SU607625A1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| Способ автоматической подачи заготовок в технологическое оборудование и устройство для его осуществления | 1984 |
|
SU1301690A1 |
| Способ непрерывного литья металлов | 1980 |
|
SU921669A1 |
п
Л
|| ||i 1|
fcei Ili
ill
filStJESf
m
Л
f4
fE
JS
