Изобретение относится к металлургии, преимущественно к непрерывной разливке и деформации металлов.
Известен способ получения непрерывнолитых биметаллических заготовок [1. Патент N 2086346 RU. Способ получения непрерывнолитых биметаллических заготовок и устройство для его осуществления В.В. Стулов, В.И. Одиноков. Опубл. 10.08.97. Бюл. N 22], включающий заливку в кристаллизатор основного жидкого металла, формирование корочки на гранях кристаллизатора, подачу в кристаллизатор ленты из другого металла в твердом состоянии и затвердевание биметаллической заготовки, причем кристаллизатор выполняют с двумя парными вертикальными и двумя парными с наклонным верхним и вертикальным нижним участками, гранями, первым из которых сообщают возвратно-поступательное движение, а вторым - вращательное движение, сформированную корочку разрушают на наклонных гранях кристаллизатора, а ленту из другого металла подают после разрушения корочки и предварительного обжатия основного металла в двухфазном состоянии, затем осуществляют дополнительное обжатие двух слоев металлов в твердом состоянии, калибрование поверхности затвердевшей биметаллической заготовки и ее выталкивание из кристаллизатора.
Недостатком известного способа получения непрерывнолитых биметаллических заготовок является возможность проплавления корочки металла с его выливанием со стороны граней с наклонным верхним и вертикальным нижним участками за счет проникновения расплава на значительную глубину в кристаллизаторе. Кроме этого, отсутствие сведений о температурах плавления основного жидкого металла и металла ленты приводит в ряде случаев к недостаточной прочности биметаллической заготовки. Дополнительно к этому, отсутствие сведений о формировании корочки на гранях кристаллизатора затрудняет введение в него лент, что особенно проявляется при разливке металлов с высоким значением коэффициента теплопроводности (алюминий).
Предложенный способ направлен на создание высокоэффективного процесса получения деформированных биметаллических заготовок.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в повышении производительности процесса получения биметаллических заготовок и улучшении качества поверхности и внутренней структуры биметаллической заготовки.
Это достигается тем, что в известном способе получения непрерывнолитых деформированных биметаллических заготовок, включающем введение затравки в кристаллизатор, состоящий из двух парных вертикальных граней, выполненных с возможностью возвратно-поступательного движения, и двух парных граней с наклонным верхним и вертикальным нижним участками, выполненных с возможностью вращательного движения, установку над кристаллизатором разливочной емкости с насадком для дозирования металла, последующую заливку в него основного жидкого металла, формирование корочки с ее разрушением на наклонных участках граней кристаллизатора, подачу в кристаллизатор ленты из другого металла в твердом состоянии, обжатие слоев металла в твердом состоянии, калибрование поверхности затвердевшей биметаллической заготовки и ее выталкивание из кристаллизатора, по изобретению, в кристаллизатор со стороны двух парных граней с наклонным верхним участком вводят две ленты из другого металла, имеющего более высокую температуру плавления, чем основной жидкий металл, в твердом состоянии со сведением их концов к центру кристаллизатора, затем устанавливают разливочную емкость над кристаллизатором, при этом расстояние H0 от дна разливочной емкости до точки смыкания лент в кристаллизаторе определяют из следующего соотношения h = (0,65 - 0,85)H0, где h - высота насадка для дозирования металла, после чего заливают в кристаллизатор основной жидкий металл.
Кроме того, формирование корочки заготовки осуществляют только со стороны двух парных граней с наклонным верхним и вертикальным нижним участками.
При этом, две ленты могут быть выполнены из разнородных металлов.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Введение в кристаллизатор двух лент из другого металла в твердом состоянии со стороны двух парных граней с наклонным верхним участком с их сведением к центру и подачей на них основного жидкого металла позволяет регулировать глубину проникновения потоков расплава и исключает оплавление корочек заготовки с их растрескиванием. Кроме этого, заливка в кристаллизатор основного жидкого металла может производиться при минимальном перегреве.
Выполнение двух лент из металла с более высокой температурой плавления, чем основной жидкий металл исключает их расплавление в жидком металле и обеспечивает возможность дальнейшего обжатия слоев металлов в твердом состоянии и получение биметаллического соединения.
Формирование корочки заготовки только со стороны двух парных граней с наклонным верхним и вертикальным нижним участками создает благоприятные условия для их деформации с поверхностями лент. При этом исключается возможность коробления и искривления лент со стороны парных вертикальных граней.
Выполнение двух лент из разнородных металлов с возможностью их сваривания между собой обеспечивает возможность получения деформируемой заготовки из сочетания трех металлов, обладающих различными физическими свойствами.
Для реализации заявляемого способа заявляется установка, уровень техники которой известен [Патент N 2086346 RU].
Известное устройство для получения непрерывнолитых биметаллических заготовок содержит разливочную емкость со средством для дозирования металла, водоохлаждаемый кристаллизатор с двумя парными вертикальными гранями, выполненными с возможностью возвратно-поступательного движения, и двумя парными гранями с наклонным верхним и вертикальным нижним участками, выполненными с возможностью вращательного движения и с щелевым отверстием в верхнем наклонном участке граней, ленту с механизмом ее подачи и средство для прижатия ленты к внутренней поверхности кристаллизатора.
Недостатки известного устройства для получения непрерывнолитых биметаллических заготовок заключаются в том, что наличие одной только ленты с механизмом ее подачи и средства для прижатия ленты к внутренней поверхности кристаллизатора обеспечивает только защиту вертикального нижнего участка грани от преждевременного износа и возможность получения биметаллической заготовки с недостаточно прочным соединением на границе двух металлов. Кроме этого, отсутствие сведений об охлаждении в отдельности двух парных вертикальных граней и двух парных граней с наклонным верхним и вертикальным нижним участками не позволяют в полной мере реализовать предложенный способ получения непрерывнолитых деформированных биметаллических заготовок. Недостатком известного устройства является также отсутствие сведений о насадке (стакане) разливочной емкости и глубине его погружения в кристаллизатор между сведенными лентами.
Технический результат, получаемый при осуществлении заявляемой установки, заключается в повышении надежности и эффективности ее работы.
Это достигается тем, что известная установка для получения непрерывнолитых деформированных биметаллических заготовок, содержащая разливочную емкость с насадком для дозирования основного жидкого металла, расположенную над водоохлаждаемым кристаллизатором, состоящим из двух парных вертикальных граней, выполненных с возможностью возвратно-поступательного движения, и двух парных граней с наклонным верхним и вертикальным нижним участками, выполненных с возможностью вращательного движения, и механизм подачи ленты в кристаллизатор, по изобретению снабжена дополнительным механизмом подачи второй ленты в кристаллизатор, при этом механизмы подачи выполнены с возможностью введения лент в кристаллизатор со стороны двух парных граней с наклонным верхним участком со сведением их концов к центру кристаллизатора, а высота h насадка для дозирования металла связана с расстоянием H0 от дна разливочной емкости до точки смыкания лент в кристаллизаторе следующим соотношением h = (0,65 - 0,85)H0, причем парные вертикальные грани кристаллизатора выполнены неохлаждаемыми.
Причинно-следственная связь между совокупностью существенных признаков заявляемой установки и достигаемыми техническим результатом заключается в следующем.
Наличие в установке двух лент с механизмами их подачи позволяет сводить их к центру кристаллизатора и подавать на них жидкий металл.
Выполнение парных вертикальных граней кристаллизатора неохлаждаемыми ограничивает на них рост корочки при заливке жидкого металла в непрогретый кристаллизатор, что создает благоприятные условия для ввода в кристаллизатор двух лент, т.е. уменьшается вероятность взаимодействия ленты с корочкой со стороны парных вертикальных граней. В результате возможно увеличение ширины вводимых лент и повышение за счет этого прочности биметаллической заготовки.
Уменьшение соотношения h < 0,65 • H0 (где h - высота насадка для дозирования металла, H0 - расстояние от дна разливочной емкости до точки смыкания двух лент в кристаллизаторе) приводит к возможности окисления металла при его взаимодействии с воздухом и его разбрызгиванию при соударения струи с поверхностью мениска расплава. Кроме этого, возможно проникновение защитной шлаковой смеси с поверхности мениска расплава в глубь кристаллизатора.
Увеличение соотношения h > 0,85 • H0 ухудшает гидродинамику расплава между сомкнутыми лентами с возможностью утыкания конца насадки в ленты. В результате возможно раздвигание двух лент и увеличение сопротивления их движению в кристаллизаторе. Раздвигание двух лент приводит к проникновению расплава в глубь кристаллизатора с оплавлением корочек металла со стороны двух парных граней с наклонным верхним и вертикальным нижним участками, что особенно проявляется при использовании прямоточного бездонного насадка вместо глуходонного.
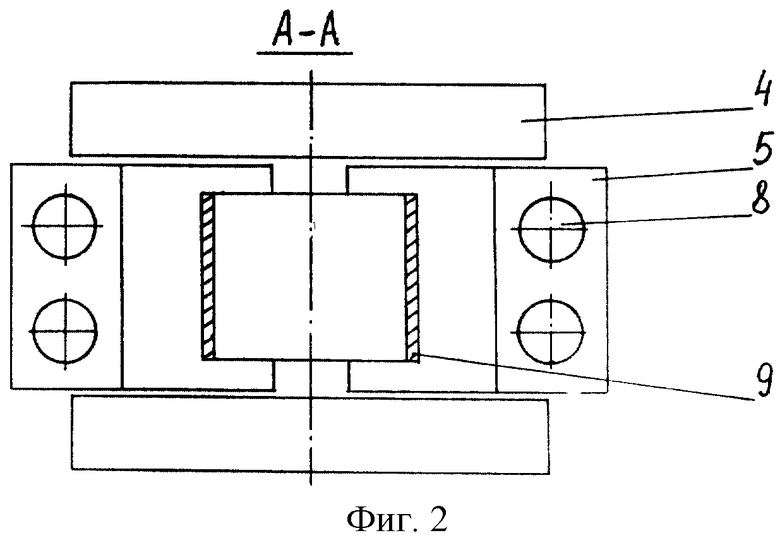
На фиг. 1 показан внешний вид заявляемой установки; на фиг. 2 - сечение А-А на фиг. 1.
Заявляемая установка на фиг. 1 состоит из разливочной емкости 1 со средством для дозирования металла и насадком 2, кристаллизатора 3 с двумя парными вертикальными неохлаждаемыми гранями 4 и двумя парными охлаждаемыми гранями 5 с наклонным верхним участком 6 и вертикальным нижним участком 7, водоохлаждаемых каналов 8, лент 9 с механизмами их подачи 10, направляющих роликов 11.
Перед разливкой металла в кристаллизатор 3 устанавливается специальное приспособление - затравка, предотвращающая выливание расплава и вводятся две ленты 9 с их сведением к центру кристаллизатора при помощи направляющих роликов 11 и механизма подачи 10 лент. В водоохлаждаемые каналы 8 включается подача воды. Разливочная емкость 1 с насадком 2 устанавливается на необходимом расстоянии от кристаллизатора 4.
Способ осуществляется заявляемой установкой следующим образом.
Жидкий металл из разливочной емкости 1 со средством для дозирования металла через насадок 2 поступает в кристаллизатор 3 со сведением в нем лентами 9 и заполняет его. После достижения расплавом определенного уровня заливки и погружения в расплав лент 9 кристаллизатор 3 включается в работу. В результате парные вертикальные неохлаждаемые грани 4 совершают возвратно-поступательное движение с выталкиванием биметаллической заготовки, а парные охлаждаемые грани 5 с наклонным верхним участком 6 и вертикальным нижним участком 7 совершают вращательное движение с обжатием на наклонном верхнем участке 6 корочек металла с лентами 9 и калиброванием поверхности биметаллической заготовки на вертикальном нижнем участке 7 граней 5. Одновременно с работой кристаллизатора 3 включают механизмы подачи 10 лент 9 через направляющие ролики 11 в центр кристаллизатора.
Изобретение относится к области металлургии. Способ и установка направлены на создание высокоэффективного процесса получения деформированных биметаллических заготовок. В способе получения деформированных биметаллических заготовок в кристаллизатор вводят две ленты из другого металла в твердом состоянии со стороны двух парных граней с наклонным верхним участком с их сведением к центру и подачей на них основного жидкого металла. Две ленты выполнены из металла с более высокой температурой плавления, чем основной жидкий металл. Формирование корочки заготовки осуществляют только со стороны двух парных граней с наклонным верхним и вертикальным нижним участками. Две ленты могут быть выполнены из разнородных металлов. В установке для получения деформированных биметаллических заготовок дополнительно используются две ленты с механизмами их подачи. Парные вертикальные грани кристаллизатора выполнены неохлаждаемыми. Высота h насадка для дозирования металла связана с расстоянием Нo от дна разливочной емкости до точки смыкания двух лент в кристаллизаторе соотношением h = (0,65 - 0,85)Нo. Технический результат - улучшение качества поверхности и внутренней структуры биметаллической заготовки, повышение надежности и эффективности работы установки. 2 с. и 2 з.п. ф-лы, 2 ил.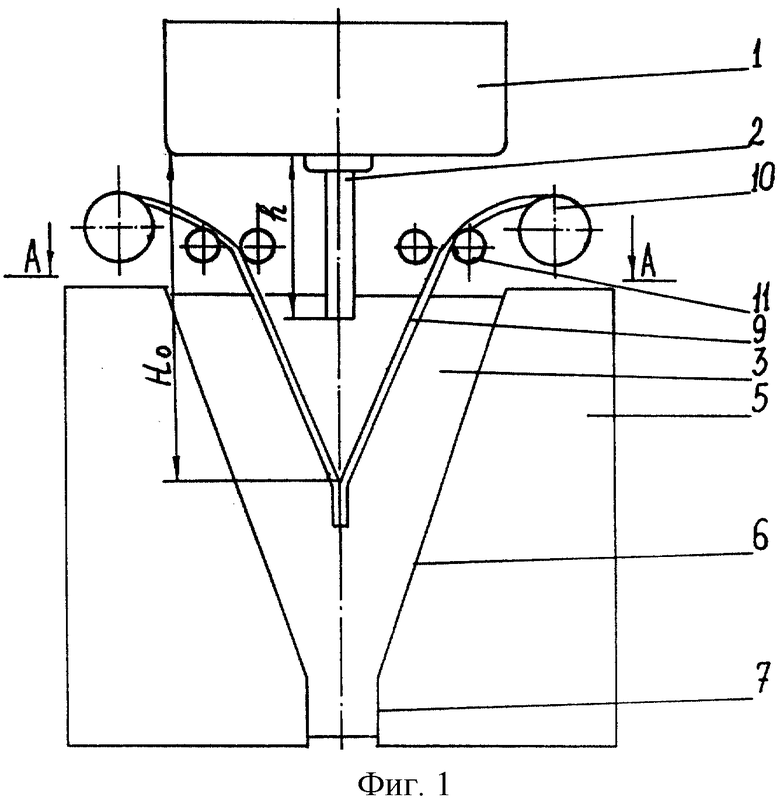
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086346C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1995 |
|
RU2093299C1 |
| Способ непрерывного литья | 1973 |
|
SU452413A1 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
