Изобретение относится к области обработки металлов давлением и может быть использовано в прокатных и волочильных цехах.
Известна деформирующая клеть, содержащая станину с установленными в ней подвижными деформирующими элементами, выполненными в виде валков, образующих калибр, и предназначенных для прокатки симметричных изделий (см. И.Д. Костогрызов, И. А. Филатова. Клети для обработки металлов давлением в многовалковых калибрах. Свердловск, УПИ, 1980, с. 27, рис. 2.9).
Недостатком данной клети является невозможность регулирования неравномерного перераспределения вытяжки по сечению деформируемой заготовки, так как рабочие валки создают в калибре осесимметричные условия деформирования металла по сечению очага деформации.
Наиболее близким аналогом к заявляемому объекту является деформирующая клеть, содержащая станину, установленные в ней подвижный валок и неподвижный деформирующий элемент (см. а.с. СССР N 1349809, МКИ B 21 B 13/00).
Недостатком известной клети является невозможность регулирования вытяжки по всему сечению заготовки из-за плоского характера деформирования металла, так как в ней отсутствует калибр.
В основу изобретения положена задача разработать такую конструкцию деформирующей клети, которая обеспечила бы в калибре неравномерное перераспределение вытяжки по сечению деформируемой заготовки, что позволит использовать ее для прокатки как симметричных, так и несимметричных сортовых изделий в калибре.
Поставленная задача решается тем, что известная деформирующая клеть, содержащая станину, установленные в ней подвижный валок и неподвижный деформирующий элемент, согласно изобретению дополнительно снабжена по крайней мере одним дополнительным деформирующим элементом, образующим с подвижным валком и неподвижным деформирующим элементом калибр.
При этом дополнительный деформирующий элемент выполнен в виде подвижного валка или неподвижного валка.
Кроме того, дополнительный деформирующий элемент выполнен в виде неподвижной вставки.
Известна деформирующая клеть с деформирующими элементами, выполненными в виде валков, образующих калибр, и предназначенных для создания осесимметричных условий течения металла в очаге деформации при прокатке симметричных изделий (см. И.Д. Костогрызов, И.А. Филатова. Клети для обработки металлов давлением в многовалковых калибрах. Свердловск, УПИ, 1980, с. 27, рис. 2.9).
Известна клеть для одновременной прокатки двух полос, в которой с противоположных сторон рабочего валка установлены деформирующие элементы, выполненные в виде вставок, которые предназначены для обеспечения плоского течения металла в двух различных очагах деформации при отсутствии в них калибра (см. а.с. СССР N 414007, МКИ1 B 21 B 1/22).
Известна клеть, содержащая центральный неподвижный деформирующий элемент с размещенными в нем неподвижными вставками и рабочие валки, расположенные вокруг центрального неподвижного деформирующего элемента. В известной клети наличие нескольких вставок и нескольких подвижных валков предназначено для обеспечения плоского течения металла в каждом из нескольких очагов деформации при отсутствии калибра (см. а.с. СССР N 1366247, МКИ4 B 21 B 13/00).
В заявляемой клети отличительные признаки, характеризующие дополнительное снабжение ее по крайней мере одним дополнительным деформирующим элементом, выполненным в виде подвижного валка или неподвижного валка, или неподвижной вставки, образующим с известными элементами калибр, позволяют создать новый технический эффект, заключающийся в неравномерном перераспределении вытяжки по сечению деформируемой заготовки путем создания в калибре зон с различными условиями течения металла, что позволяет использовать ее для прокатки как симметричных, так и несимметричных сортовых изделий.
На основании анализа известных источников информации можно сделать вывод, что для специалиста заявляемая деформирующая клеть не следует явным образом из известного уровня техники, а следовательно, соответствует условию "изобретательского уровня".
Сущность изобретения поясняется чертежами, где:
на фиг. 1 изображена деформирующая клеть с одним валком, неподвижным деформирующим элементом и дополнительным деформирующим элементом, выполненным в виде подвижного валка;
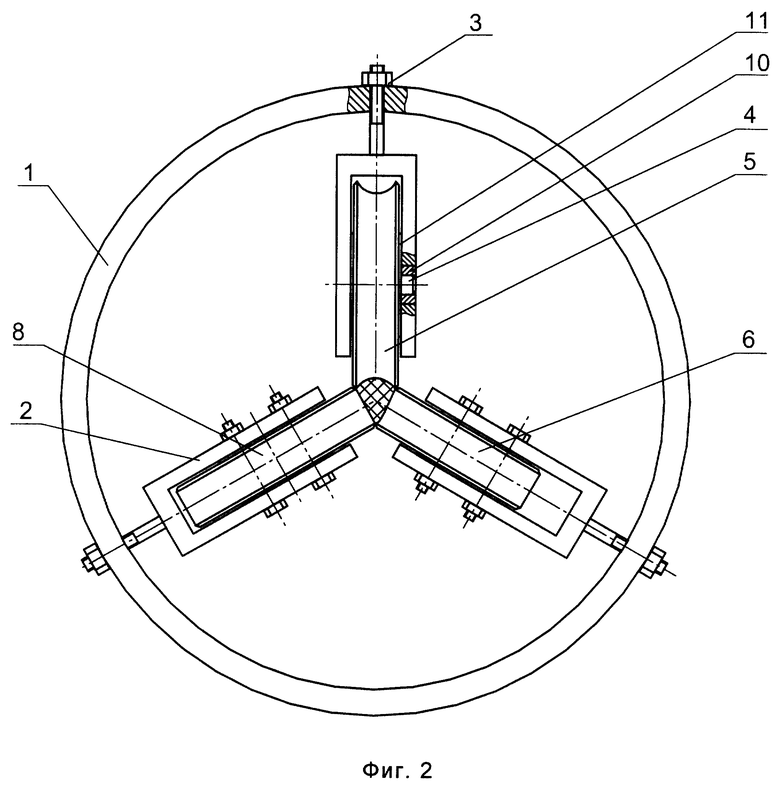
на фиг. 2 - клеть с одним валком, неподвижным деформирующим элементом и дополнительным деформирующим элементом, выполненным в виде неподвижного валка;
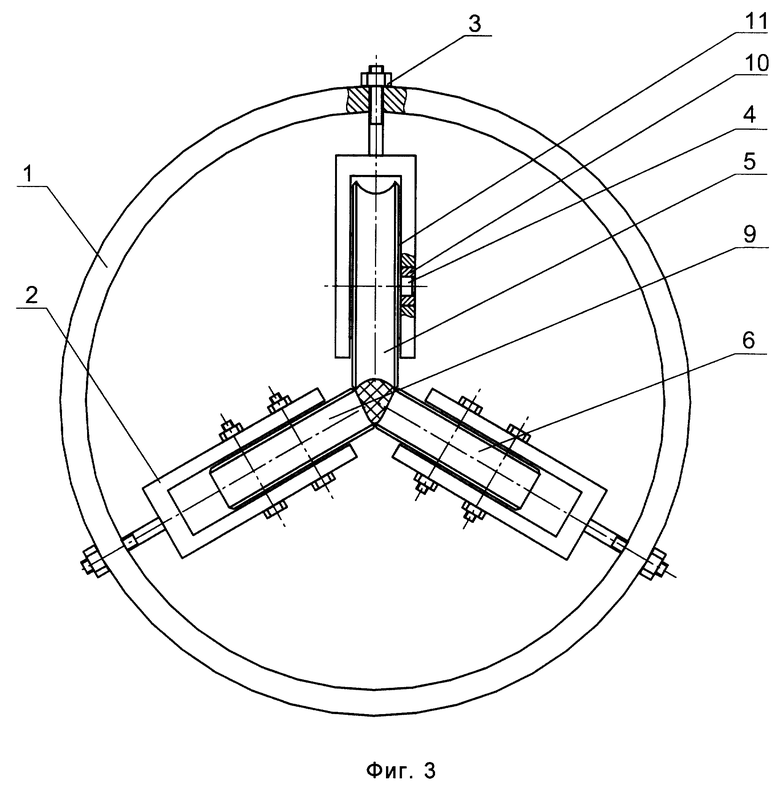
на фиг. 3 показана клеть с одним валком, неподвижным деформирующим элементом и дополнительным деформирующим элементом, выполненным в виде неподвижной вставки;
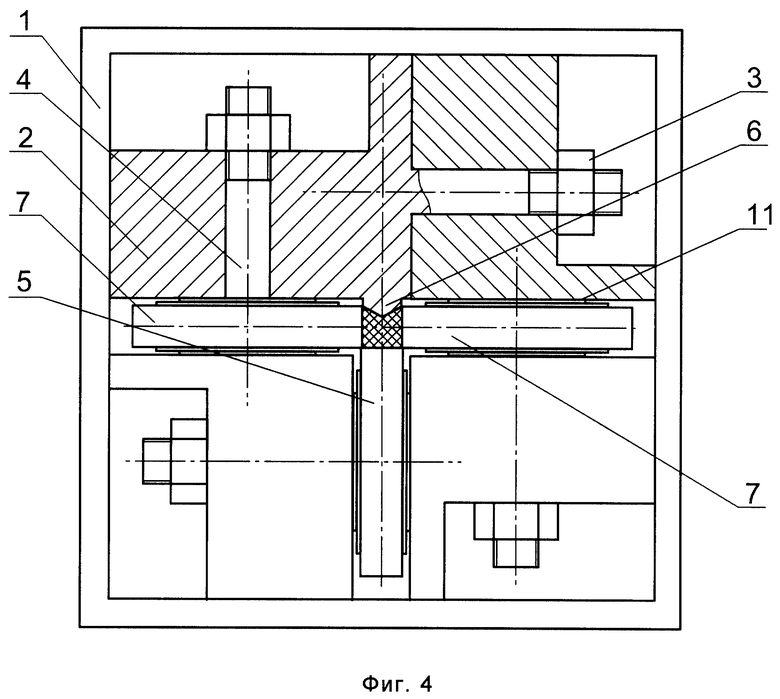
на фиг. 4 - валковая система с одним неподвижным деформирующим элементом и тремя подвижными валками;
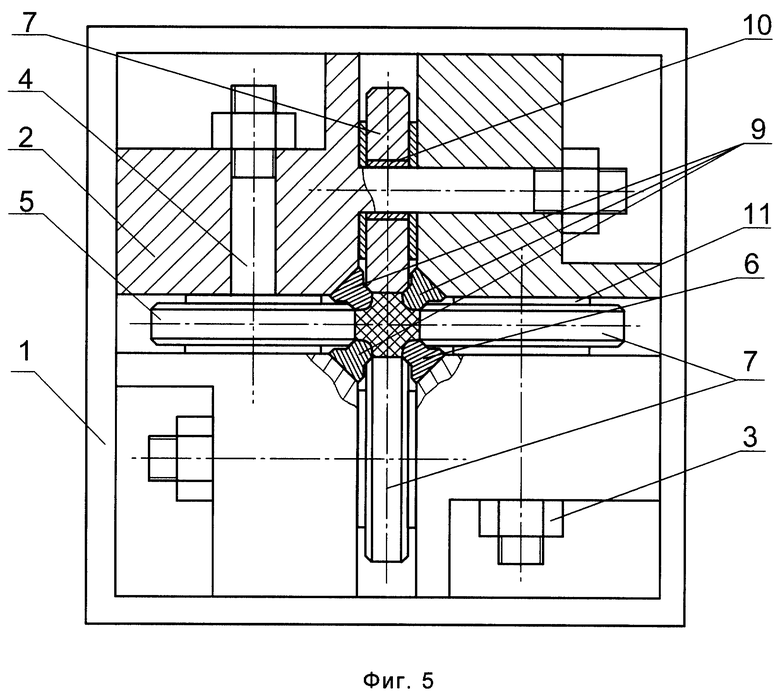
на фиг. 5 - клеть с четырьмя подвижными валками и четырьмя неподвижными деформирующими элементами, выполненными в виде неподвижных вставок.
Деформирующая клеть включает в себя станину 1 (фиг. 1-5), внутри которой установлены подушки 2, фиксируемые от перемещения гайками 3. В подушках 2 на осях 4 установлены подвижный валок 5 и неподвижный деформирующий элемент 6, выполненный, например, в виде вставки, которые вместе с дополнительным деформирующим элементом, выполненным в виде подвижного валка 7 (фиг. 1), или неподвижного валка 8 (фиг. 2), или неподвижной вставки 9 (фиг. 3), образуют калибр (на чертежах условно выделен двойной штриховкой). При этом оси 4 валка 5 (фиг. 1-3) и дополнительного подвижного валка 7 (фиг. 1) установлены в подушках 2 при помощи подшипников 10. От осевого перемещения относительно подушек 2 валок 5 (фиг. 1 - 3), дополнительный подвижный валок 7 (фиг. 1), неподвижный валок 8 (фиг. 2), неподвижный деформирующий элемент 6 (фиг. 1-3) и неподвижная вставка 9 (фиг. 3) ограничены калиброванными шайбами 11.
Заявляемая клеть может быть снабжена более чем одним дополнительным деформирующим элементом, как показано на фиг. 4 и 5. Клеть на фиг. 4 дополнительно снабжена двумя подвижными валками 7. Клеть на фиг. 5 дополнительно снабжена тремя подвижными валками 7 и тремя неподвижными вставками 9 (фиг. 3).
Работает устройство следующим образом.
Деформируемый металл пропускают через калибр.
При прокатке в клети, дополнительно снабженной подвижным валком 7 (фиг. 1), на контакте металла с последним и валком 5 образуются зоны ускоренного течения металла, а на контакте с неподвижным деформирующим элементом 6, выполненным в виде вставки, образуется зона замедленного течения металла, что приводит к общему неравномерному перераспределению вытяжки по сечению деформируемой заготовки.
При прокатке в клети, дополнительно снабженной деформирующим элементом, выполненным в виде неподвижного валка 8 (фиг. 2), на контакте металла с дополнительным деформирующим элементом, выполненным в виде неподвижного валка 8, и неподвижным деформирующим элементом 6, выполненным, например, в виде вставки, образуются зоны замедленного течения металла, а на контакте с валком 5 образуется зона ускоренного течения металла, что приводит к общему неравномерному перераспределению вытяжки по сечению деформируемой заготовки.
В клети, дополнительно снабженной деформирующим элементом, выполненным в виде неподвижной вставки 9 (фиг. 3), на контакте прокатываемого металла с последним и неподвижным деформирующим элементом 6, выполненным, например, в виде вставки, образуются зоны замедленного течения металла, а на контакте с валком 5 образуется зона ускоренного течения металла, что приводит к общему неравномерному перераспределению вытяжки по сечению деформируемой заготовки. Использование неподвижной вставки 9 позволяет избавиться от цилиндрической формы деформирующей поверхности, что приводит к возможности более неравномерно перераспределять вытяжку по сечению деформируемой заготовки.
В клети, дополнительно снабженной двумя подвижными валками 7 (фиг. 4), на контакте прокатываемого металла с последними и валком 5 образуются зоны ускоренного течения металла, а на контакте с неподвижным деформирующим элементом 6, выполненным в виде вставки, образуется зона замедленного течения металла, что приводит к общему неравномерному перераспределению вытяжки по сечению деформируемой заготовки.
При прокатке в клети, дополнительно снабженной тремя подвижными валками 7 (фиг. 5) и тремя дополнительными деформирующими элементами, выполненными в виде неподвижных вставок 9 (фиг. 5), на контакте металла с валком 5 и дополнительными подвижными валками 7 образуются зоны ускоренного течения металла, а на контакте с дополнительными деформирующими элементами, выполненными в виде неподвижных вставок 9, и неподвижным деформирующим элементом 6, выполненным в виде вставки, образуются зоны замедленного течения металла, что приводит к общему неравномерному перераспределению вытяжки по сечению деформируемой заготовки.
На основании вышеизложенного можно сделать вывод, что заявляемая деформируемая клеть работоспособна и устраняет недостатки, имеющие место в прототипе, что подтверждается примером выполнения. Соответственно заявляемое решение может быть применимо в прокатном и в волочильном производстве, а следовательно, соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ДЛЯ ПРОКАТКИ ПРОФИЛЕЙ В КАЛИБРЕ | 2013 |
|
RU2518358C1 |
| Неподвижный деформирующий элемент | 2019 |
|
RU2701324C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1991 |
|
RU2014915C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ПРОКАТКИ МЕТАЛЛА | 2013 |
|
RU2531337C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ПРОКАТКИ МЕТАЛЛА | 2013 |
|
RU2528601C1 |
| Клеть стана холодной периодической прокатки | 1977 |
|
SU735340A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| КАЛИБР ТРЕХВАЛКОВОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2024 |
|
RU2832020C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в прокатных и волочильных цехах. Сущность: деформирующая клеть содержит станину, в которой установлены подушки с размещенными в них подвижным роликовым валком и деформирующим элементом, а также дополнительно снабжена по крайней мере одним дополнительным деформирующим элементом, образующим калибр с подвижным валком и деформирующим элементом. При этом дополнительный деформирующий элемент выполнен в виде подвижного или неподвижного валка, или в виде неподвижной вставки. При прокатке участки поверхности металла, контактирующие с неподвижными деформирующими элементами, притормаживаются, за счет чего металл получает меньшую вытяжку. Участки, контактирующие с подвижными деформирующими элементами, ускоряясь, получают большую вытяжку. Таким образом в калибре клети регулируется неравномерное перераспределение вытяжки по сечению деформируемой заготовки, что позволяет применять ее при прокатке как симметричных, так и несимметричных сортовых изделий. 3 з.п. ф-лы, 5 ил.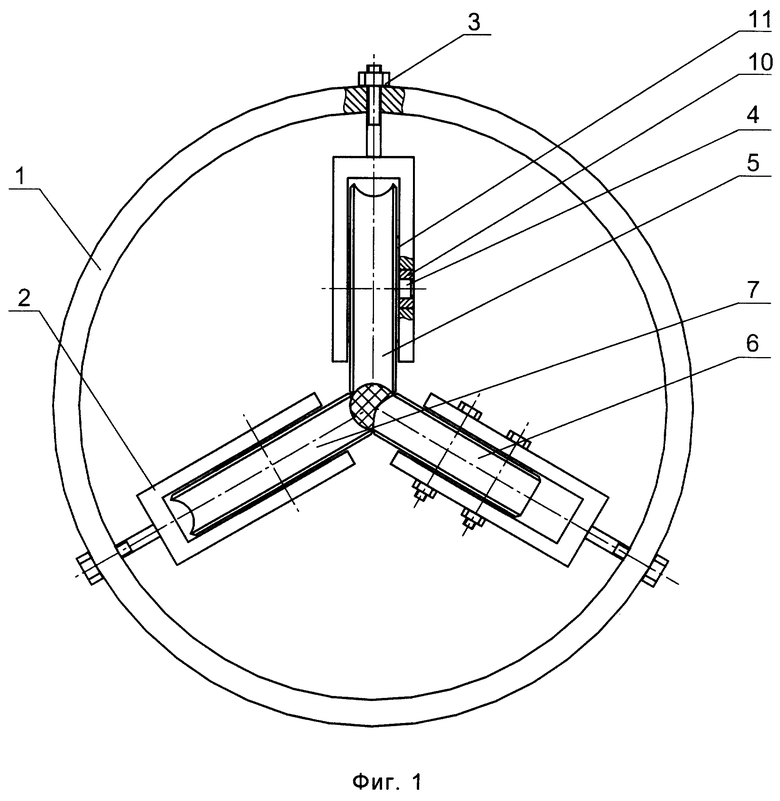
| Клеть для прокатки полосы | 1986 |
|
SU1349809A1 |
| Клеть для прокатки полосы | 1986 |
|
SU1366247A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ | 0 |
|
SU345989A1 |
| 1972 |
|
SU414007A1 |

